V型坡口对钢/铝激光对接熔钎焊性能的影响
2014-06-23陈根余吴克如廖生慧张明军
陈根余,吴克如,廖生慧,邓 辉,张明军
V型坡口对钢/铝激光对接熔钎焊性能的影响
陈根余,吴克如,廖生慧,邓 辉,张明军
(湖南大学汽车车身先进设计制造国家重点实验室,长沙410082)
为了改善钢/铝熔钎焊中钎焊缝与钢一侧接合界面上冶金反应的不均匀性,进而提高接头的拉伸强度,采用仿真模拟及实验相结合的方法研究了V型坡口对钢/铝激光对接熔钎焊性能的影响。利用ANSYS软件对钢/铝激光对接熔钎焊温度场进行仿真,在镀锌钢板上开设V型坡口时,接合界面靠近上表面与靠近下表面的温度梯度(为241℃)较不开坡口时的温度梯度(为588℃)明显减小;分别在镀锌钢板上开设V型坡口与不开设坡口的钢/铝异种金属进行激光对接熔钎焊试验,并对试样进行拉伸测试。结果表明,在镀锌钢板上开设V型坡口的情况下,接合界面上金属间化合物层的厚度分布较不开坡口均匀;V型坡口的存在使得断裂位置远离接合界面,接头的机械性能明显改善。
激光技术;激光焊接;金属间化合物;V型坡口;温度场;温度梯度
引 言
为了减少能源的消耗和控制空气污染,在汽车上采用钢/铝复合结构,它具有高强度、低重量等优点。因此,钢/铝异种金属间的连接技术引起了学者们的关注。
截止目前,很多学者已经采用各种各样的连接方法比如机械连接(螺栓连接、铆接等[1-2])和粘接来实现两种金属的连接。粘接只能应用于强度不高的场合,机械连接得到的接头气密性无法保证。常规熔化焊得到的铝/钢焊接接头的质量很差,一般不具有使用性[3]。为了降低热输入量,已经开展了固相连接方法的研究,比如摩擦焊、爆炸焊、摩擦搅拌焊[4-6]。但是,这种固相连接方法在一定程度上易受工件形状和尺寸的影响,且扩散焊的焊接效率相对较低。
激光焊接能够实现对热输入的精确控制,且焊后试件变形小,是钢/铝异种金属理想的焊接方式[7-11]。在过去的几年中,异种金属激光熔钎焊得到了快速发展,钢/铝激光填丝熔钎焊是一个局部加热的过程,SONG[12]等人发现,焊接过程中熔池内部存在巨大的温度梯度,导致焊缝与钢板接合界面上的顶部到底部上的金属间化合物(intermetallic compounds,IMCs)层厚度分布极不均匀,这样当焊缝的热输入量过多时,顶部的金属间化合物层就会过厚,而Fe-Al金属间化合物硬且脆,拉伸后断裂往往发生在这个位置。所以,在激光熔钎焊过程中,改善金属间化合物层在接合界面上分布的不均匀性显得特别重要。
Fe-Al金属间化合物相的生长是受焊丝的成分和加工过程中的热循环影响的。为了改善钢/铝熔钎焊接合界面不同部位上金属间化合物层厚度分布的不均匀性,可在钢板一侧开设坡口,来减小焊接过程中接合界面上的温度梯度。作者研究了V型坡口对钢/铝熔钎焊接合界面金属间化合物层厚度分布不均匀的改善作用:先分别对V型坡口和不开坡口钢/铝激光对接熔钎焊焊接过程的温度场进行仿真,对比两种情况下接合界面上的温度梯度;再分别进行V型坡口和不开坡口钢/铝激光对接熔钎焊焊接试验,在扫描电子显微镜(scanning electron microscopy,SEM)下观察上述两种情况下钢一侧与钎焊缝接合界面上的金属间化合物层厚度的分布情况,并对焊接接头、力学性能进行分析。
1 实验材料与方法
实验中所用的钢板为冷轧普通碳钢(steel plate cold common,SPCC),双面镀锌,镀锌层厚度为80μm,在镀锌钢板上开设角度大约为45°的坡口,所用的铝合金为热处理不可强化铝合金——5052铝合金,厚度均为2mm,填充的焊丝为ER4043 Al-Si焊丝,直径为1mm,三者的化学成分如表1所示。
实验装置示意图如图1所示,试验中采用YLR-4000 4kW光纤激光器,光纤芯径为300μm,准直焦距为150mm,聚焦透镜焦距为200mm,聚焦光斑直径为0.4mm。送丝机采用TranPuls Synergic 2700,送丝角度为30°,采用氩气同轴保护。为了加强熔融焊丝与铝合金母材的混合并且考虑到钢与铝在热导率和反射率方面的不同,激光束从焊缝中心往5052铝合金一侧偏移1/3光斑半径。试验前用细砂纸打磨去除5052铝合金的表面氧化膜,用丙酮擦洗表面以去除SPCC镀锌钢与5052铝合金表面的油污。
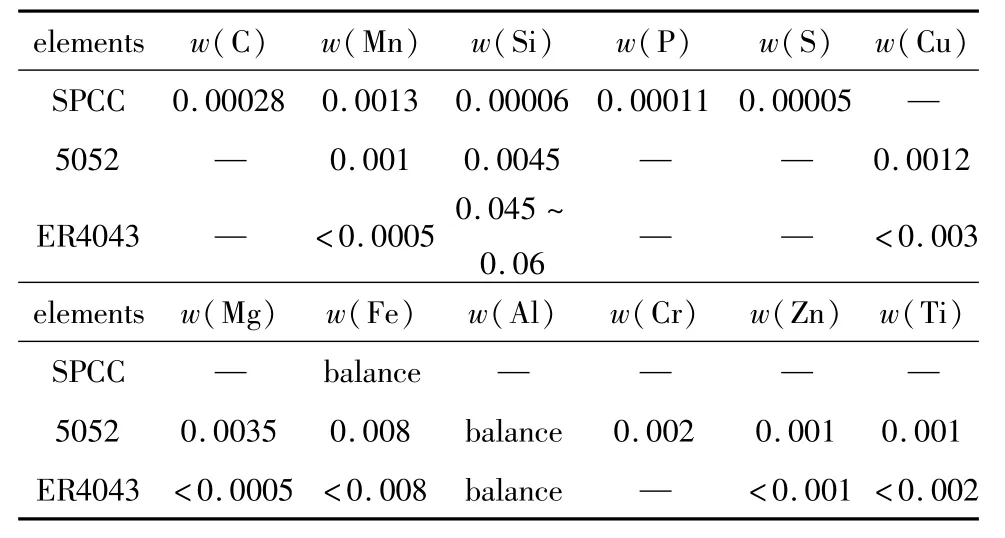
Table 1 The mass fraction of the material and wire

Fig.1 Schematic of the experimental setup for laser welding-brazing steel/aluminum butt jionts
根据国家标准GB228-2002,采用线切割方法将已焊试件切割成标准拉伸试样[13],如图2所示,图中F为拉伸力。在WDW-100微机控制电子万能试验机上进行拉伸试验,加载速率为1.0mm/min。采用QUANTA 200环境扫描电子显微镜观察焊缝与SPCC镀锌钢接合界面上金属间化合物层厚度分布情况。
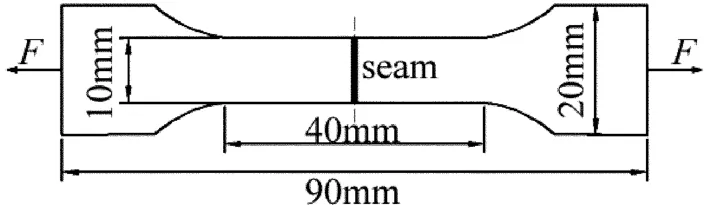
Fig.2 Schematic illustration of a testing specimen of tensile strength measurement
2 结果与讨论
2.1仿真条件
基于ANSYS软件建立3维有限元模型,利用APDL语言编程实现热源的移动加载,从而对焊接温度场进行动态模拟。激光焊接是局部加热过程,有着极快的加热与冷却速率,金属材料局部的温度变化非常快,其热物理性质也将随温度发生变化,为了减小仿真结果与实际情况的偏差,仿真过程中充分考虑了SPCC镀锌板的热物理性质(比热容c、导热系数λ、密度ρ)的变化,不同温度下SPCC镀锌板的热物理参量如表2所示[14]。温度场模拟用的单元类型为SOLID70单元,网格划分的原则如下:焊缝和热影响区的温度梯度较大,采用较密的网格,网格尺寸为0.1mm;远离焊缝的区域,温度梯度较小,采用稀疏的网格,网格尺寸为0.5mm。网格划分如图3所示。

Table 2 Thermophysical parameters values of SPCC galvanized steel at different temperature

Fig.3 The whole mesh on a generated specimen
在仿真过程中主要做了如下的基本假设:(1)被加工材料视为均匀、各向同性,且镀锌钢的热物理性能参量不随温度发生变化;(2)假定试样的初始温度与周围环境温度相同;(3)忽略材料表面的热辐射,忽略加工过程中等离子体对激光吸收的影响。
关于边界条件,考虑到母材与周围环境间的热对流引入了热耗散系数h。热对流主要通过母材表面进行。在仿真中,母材外表面与周围环境的热耗散系数h值统一取为10W/(m2·K)[14]。

Fig.4 Temprature field nephogram of laser welding-brazing steel/aluminum butt joints and the selected nodes on the bonding interface for comparison

Fig.5 Corresponding graph of calculated results of temperature of selected nodes on the bonding interface
2.2仿真结果与分析
图4为开始焊接时焊缝横截面上的温度场云图,焊接工艺参量分别如下:激光功率为1500W,光斑直径为1.5mm,焊接速率为2.25m/min。从温度场云图可以看出,开设V型坡口时镀锌钢/铝合金接合界面的等温线与镀锌钢一侧坡口的夹角较不开坡口时的夹角明显减小,V型坡口有利于减小接合界面上的温度梯度。
为了具体地说明开设V型坡口能有效地减小钎焊缝与钢板接合界面上的温度梯度,对比分析了接合界面上5个节点处的温度值,如图5a和图5b所示。从图5a中可以看出,在镀锌钢板侧开设V型坡口时,接合界面靠近上表面的温度最高,为854℃,靠近下表面的温度最低,为613℃,最高温度与最低温度的差值只有241℃,整个接合界面上的温度梯度不大。然而,当没有在镀锌钢板侧开设坡口时,接合界面靠近上表面的最高温度为1226℃,靠近下表面的最低温度为638℃,最高温度与最低温度的差值达到588℃,接合界面上存在较大的温度梯度,如图5b所示。故在镀锌钢板侧上开V型坡口能有效地减小接合界面上的温度梯度,这对于改善界面反应的不均匀性具有积极作用。
相关研究表明,化学成分的差异和冷却过程中的温度的急剧变化是金属间化合物相生长的动力[15]。也就是说,化合物相的生长是受焊丝的成分和加工过程中的热循环曲线的影响。接合界面上Fe-Al金属间化合物层的形成机制主要有热扩散形成机制和直接反应形成机制两种,具体是哪种机制起主导作用要看采取的焊接方式,采用常规熔化焊时,由于母材都处于熔融状态,两种流体充分接触混合,这时金属间化合物层的形成主要由母材间的直接反应所主导。对于激光填丝熔钎焊,焊接过程中钢板并未熔化,处于流动状态的铝硅焊丝润湿SPCC镀锌钢板进而在接合界面上形成钎焊缝来实现二者的连接,这种界面冶金反应主要由原子的热扩散作用所主导,熔融焊丝中的Al,Si原子通过热扩散作用进入钢板表面,在钢板表面处与Fe原子发生冶金反应形成金属间化合物层。
[16]中说明Fe-Al金属间化合物层的厚度与时间相关,具体的关系式为X=Kt,其中K是温度的函数,温度越高其值越大,X表示Fe-Al金属间化合物层的厚度,t表示热扩散的时间。所以对于激光熔钎焊来说,影响接合界面化合物层厚度的因素为作用时间和界面上的温度。图6为未在镀锌钢板上开设坡口时接合界面上所选定的5个节点的热循环曲线图,铝合金的熔点为607℃,如图中直线a所示,从图中可以看出各个节点处固液态相互作用的时间基本相同。因此,金属间化合物层的厚度主要是由界面上的温度峰值决定的。

Fig.6 Calculated results of thermal cycle of five nodes at the bonding interface without grooves on galvanised steel
综合上述,数值模拟与理论的结果,说明了通过在母材上开V型坡口能够改善接合界面冶金反应的不均匀性,使得接合界面上金属间化合物层的厚度分布更加的均匀。
3 试验与分析
3.1焊缝成形特点
图7为5052铝合金与SPCC镀锌钢板开设V型坡口激光对接熔钎焊对接接头的成形照片。焊缝表面成型饱满,无裂纹,铝合金一侧也未出现咬边、未融合等缺陷,如图7a和图7b所示。从图7c和图7d中可以看出熔钎焊缝的典型特点:在低熔点铝合金一侧,熔化的焊丝与熔融的5052铝合金母材充分混合形成熔焊接头,主要由熔焊焊缝、热影响区及铝合金母材组成;在高熔点SPCC镀锌钢一侧,焊丝与SPCC镀锌钢的连接主要通过熔化的焊丝铺展、润湿镀锌钢板而获得钎焊接头,主要由钎焊焊缝、连接界面以及镀锌钢母材组成。

Fig.7 Appearances of the aluminum-steel butt joint
3.2V型坡口对接合界面上金属间化合物层厚度分布的影响
图8为该金属间化合物层的能谱(energy dispersive spectroscopy,EDS)分析结果图,图9和图10分别为不开坡口与V型坡口情况下接合界面处的显微组织图。焊缝中Al,Si原子通过热扩散进入镀锌钢表面与Fe之间发生冶金反应生成金属间化合物相,此化合物相优先沿着散热最快的方向生长,即垂直于接合界面向熔池内部方向即熔融焊丝一侧生长形成了Fe-Al金属间化合物层。由于接合界面上不同部位处的散热速度不一样,金属间化合物相的生长速度也不一样,加之内部熔池流动的影响,最终在焊缝一侧的金属间化合物层呈现出锯齿状,且锯齿状金属间化合物层之间为塑性较好的Al-Si焊丝,这样的结构不利于裂纹的扩展,起到“钉扎”的作用,这使得焊缝与镀锌钢二者之间的结合更加牢固。
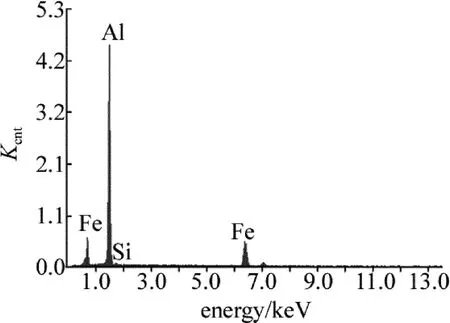
Fig.8 The EDS analysis result diagram of inter metallic compound layer

Fig.9 The distribution of thickness of IMCs on the interface when there are no grooves on galvanised steel

Fig.10 The distribution of thickness of IMCs on the interface when there is a V-shaped groove on galvanised steel
图9 、图10中的4个小图分别是图7c中1,2,3,4和图7d中5,6,7,8处相应区域的显微图,激光加工是局部加热过程,接合界面靠近上表明的温度较中间、靠近下表面位置的温度高,热扩散作用比较充分,故一般情况下,靠近上表明的厚度高于中间、靠近下表面位置的厚度,这从图9、图10中可以明显看出。通过分别对比图9、图10接合界面上相应区域的化合物层厚度分布情况可以得出:开V型坡口较不开坡口情况下接合界面上的化合物层厚度分布更加均匀。试验中得出的结果与仿真分析的结果相吻合,在镀锌钢板上开V型坡口能够显著改善接合界面上冶金反应的不均匀性。
3.3焊接接头的力学性能
为了比较不开坡口钢与开V型坡口钢/铝激光对接熔钎焊试样的拉伸强度,分别选择各自表面成型较好的焊接试样通过线切割制成标准试样,并在WDW-100拉伸试验机进行拉伸测试,试验的结果统计如图11所示。

Fig.11 The diagram of the result of tensile tests
总体来说,拉伸试样呈现3种断裂位置,它们分别是断裂在接合界面、铝合金母材、铝合金热影响区处。从图中可以看出,随着断裂位置的不同,它们之间的抗拉强度差异比较大,断裂在接合界面上的拉伸强度最低,约为125MPa,波动范围从92MPa~135MPa;断裂在铝合金热影响区的拉伸强度次之,约为150MPa,且波动范围从142MPa~156MPa,较断裂在接合界面的窄。这是由于V型坡口改善了接合界面上金属间化合物层的不均匀性,使得断裂位置远离接合界面;极个别断裂在铝合金母材上的强度最高,拉伸强度为185MPa,约等于铝合金母材的强度(193MPa),拉伸应变为7.42%,可以见到非常明显的“缩颈”现象。
DHARMENDRA等人在参考文献[16]中已经指出,只有当金属间化合物层的厚度处在合适的范围内时,接头才具备良好的强度。实际上,适宜厚度金属间化合物层的作用类似“胶层”,利于钢/铝界面的接合。当热输入量过低时,底部接合界面上的冶金反应不充分,焊缝与镀锌钢板之间只是机械耦合;当热输入量过高时,接合界面上的金属间化合物层厚度过厚,容易在其上面出现裂缝,这两种情况焊缝的强度较低,断裂发生在接合界面上。当热输入量处于合适的范围内时,V型坡口的存在使得接合界面上金属间化合物层的厚度分布较不开坡口时均匀得多,断裂位置远离接合界面,此时接头的机械性能明显改善。
4 结 论
(1)采用ANSYS软件进行了钢/铝异种金属激光填丝熔钎焊焊缝温度场的仿真,仿真结果表明,在母材上开V型坡口可以大幅降低接合界面上的温度梯度。接合界面靠近上表面与靠近下表面的温度梯度(为241℃)较不开坡口时的温度梯度(为588℃)明显减小。
(2)研究了钢/铝异种金属开V型坡口与不开坡口的激光填丝熔钎焊,通过SEM观察发现,V型坡口接合界面上的金属间化合物层厚度分布明显比不开坡口时均匀,试验的结果同仿真分析的结果相符合。
(3)拉伸试验表明,断裂在铝合金热影响区的平均抗拉强度(150MPa)远高于断裂在接合界面上的平均抗拉强度(125MPa),V型坡口的存在使得断裂位置远离接合界面,接头的机械性能明显改善。
参考文献
[1] LEE W B,SCHMUECKER M,MERCARDO U A,et al.Interfacial reaction in steel-aluminum joints made by friction stir welding[J].Scripta Mater,2006,55(4):355-358.
[2] BROCKMANN R,DICKMANN K,RADSCHEITC,et al.Method for the laser beam joining of aluminum and steel in the thin sheet range[J].Weld Cut,1996,48(3):46-47.
[3] LIU Zh Q,LIU K.Dissimilia rmatel welding technology guide[M].Beijing:China Machine Press,1986:36-37(in Chinese).
[4] ELLIOTT S,WALLACH E.Joining aluminum to steel by friction welding[J].Metal Constrution,1981,13(4):221-225.
[5] SZECKET A,INAL O T,VIGUERASD J,et al.A wavy versus straight interface in the explosive welding aluminum to steel[J].Journal of Vacuum Science and Technology,1985,3(6):2588-2593.
[6] JIANGW H,KOVACEVIC R.Feasibility study of friction stir welding of6061-T6 aluminium alloy with AISI1018 steel[J].Engineering Manufacture,2004,218(10):1323-1331.
[7] ZHANGM J,CHENG Y,LI Sh Ch,et al.Experimental ivestigation on fiber laser overlap welding of automotive aluminum to galvanized steel[J].Chinese Journal of Lasers,2011,38(6):134-139(in Chinese).
[8] MATHIEU A,SHABADIR,DESCHAMPS A,et al.Dissimilar material joining using laser(aluminum to steel using zinc-based filler wire)[J].Optics&Laser Technology,2007,39(3):652-661.
[9] TORKAMANY M J,TAHAMTAN S,SABBAGHZADEH J.Dissimilar welding of carbon steel to5754 aluminum alloy by Nd∶YAG pulsed laser[J].Materials and Design,2010,31(1):458-465.
[10] SHIY,ZHANG H,TAKEHIROW,et al.CW/PW dual-beam YAG laser welding of steel/aluminum alloy sheets[J].Optics and Lasers in Engineering,2010,37(4):1132-1137.
[11] ZHANG H G,JIN X Zh,CHENG Y,et al.Study on the burning loss of magnesium element in fiber laser welding aluminum alloy 5052[J].Laser Technology,2012,36(6):713-718(in Chinese).
[12] SONG JL,LIN SB,YANGC L,et al.Analysis of intermetallic layer in dissimilar TIG welding-brazing butt joint of aluminium alloy to stainless steel[J].Science and Technology of Welding and Joining,2010,15(3):213-218.
[13] CHEN G Y,CHEN M,LI Sh Ch,et al.Research of partial penetrated laser overlap-welding of thin steel sheet[J].Laser Technology,2011,35(5):577-581(in Chinese).
[14] PEYRE P,SIERRA G,DESCHAUX-BEAUME F,et al.Generation of aluminium-steel joints with laser-induced reactive wetting[J].Materials Science and Engineering,2007,444(1/2):327-338.
[15] MURAKAMI T,NAKATA K,TONG H,et al.Dissimilar metal joining of aluminum to steel by MIG arc brazing using flux cored wire[J].ISIJ International,2003,43(10):1596-1602.
[16] DHARMENDRA C,RAOK P,WILDEN J,et al.Study on laser welding-brazing of zinc coated steel to aluminum alloy with a zinc based filler[J].Materials Science and Engineering,2011,528(3):1497-1503.
Effect of V-shaped grooves on properties of laser welding-brazed steel-aluminum butt joints
CHEN Genyu,WU Keru,LIAO Shenghui,DENG Hui,ZHANG Mingjun
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Hunan University,Changsha 410082,China)
In order to improve the homogeneity of metallurgical reaction on the bonding interface between seam and steel so as to improve the tensile strength of a specimen,the effect of V-shaped grooves on properties of laser welding brazing steel-aluminum butt joints was discussed by means of simulation combined with experiments.Frist,the temperature field of laser welding steel-aluminum butt was simulated by means of ANSYS.It was found that the temperature gradient on the bonding interface when there was a V-shaped groove on galvanized steel was lower than that when there was no grooves on galvanized steel.Then the experiments were carried out for laser welding steel-aluminum butt joints with and without V-shaped grooves on galvanized steel respectively,and the specimens were subjected to a tensile test.The result showed that distribution of intermetallic compounds on the bonding interface between the seam and galvanized steel with a V-shaped groove was more uniform than that without grooves.The V-shaped groove on the base material made the fracture far away from the bonding interface and the mechanical property of the joint was improved significantly.
laser technique;laser welding;intermetallic compounds;V-shaped groove;temperature field; temperature gradientr
TG456.7
A
10.7510/jgjs.issn.1001-3806.2014.01.003
1001-3806(2014)01-0011-06
国家自然科学基金资助项目(51175165);广东省教育部产学研结合项目资助项目(2010A090200048)
陈根余(1965-),男,博士,教授,主要从事激光加工技术及装备制造方面的研究。
E-mail:hdgychen@163.com
2013-03-07;
2013-04-08
