变曲率飞机壁板钻铆执行机器人的设计与仿真
2014-06-23方江龙谭云东
韩 钊, 方江龙, 谭云东, 刘 钢
(1.上海理工大学机械工程学院,上海 200093;
2.上海特种数控装备及工艺工程技术研究中心,上海 201111)
变曲率飞机壁板钻铆执行机器人的设计与仿真
韩 钊1, 方江龙1, 谭云东1, 刘 钢2
(1.上海理工大学机械工程学院,上海 200093;
2.上海特种数控装备及工艺工程技术研究中心,上海 201111)
自动钻铆执行机器人设计结构由末端执行器和多关节旋转机械臂组成.末端执行器通过转台结构的分度摆动实现不同执行部件工位的转换.末端执行器通过与旋转关节机械臂的协同作用,实现柔性自动化加工装配.用MATLAB软件仿真得到该机械臂的运动空间轨迹,再通过ADAMS软件仿真检验旋转机械臂的运动空间特性,满足变曲率壁板生产的需要.
自动钻铆;末端执行器;旋转关节机械臂;MATLAB软件;ADAMS软件
自动钻铆技术是当前航空航天零部件装配中的核心技术[1],尤其在机身、机翼壁板组件装配中使用较多.由于自动钻铆技术可一次性完成夹紧、钻锪孔、送钉及铆接等工艺[2],本文设计开发了具有工位高度集成化、结构紧凑等特点的自动钻铆执行机器人.针对大型复杂飞机曲面壁板曲率变化的特点,自动钻铆加工前需要找正待铆点法向才能完成钻铆动作[3].传统的铆接机床无法适应变曲率壁板工件的铆接工作,通过改良工装的方式来实现曲面法向的调整,会使机床结构复杂、体积庞大,运动控制和精度都难以保证.为此,本文提出了具有姿态调整功能的自动钻铆执行机器人的设计,该机器人有效地提高了飞机的装配效率和装配质量,提高了飞机的结构疲劳寿命和整机性能.
1 自动钻铆执行机器人的基本组成
自动钻铆执行机器人由末端执行器和多关节旋转机械臂组成,其整体结构如图1所示.末端执行器主要由高速电主轴、顶压装置、自动点胶设备、电子伺服压力驱动器、自动送钉装置等组成.末端执行器由端面法兰与旋转机械臂相连,通过特殊设计的转台结构实现多工位的转换,从而实现了对装配对象的钻孔、锪窝、点胶、铆接、端头铣平等不同工序.
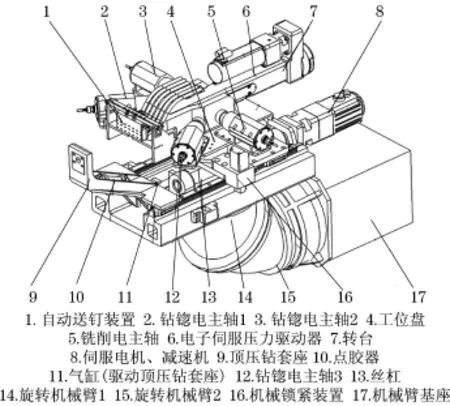
图1 自动钻铆执行机器人的整体结构图Fig.1 Whole structure of the automatic drilling and riveting robot
关节机械臂由2个旋转关节和基座组成,旋转关节两端面回转轴线夹角为135°.2个旋转关节拥有独立的控制单元,通过两者的协同调整,实现末端执行器末端点位姿的调整,其位姿调整如图2所示.

图2 不同位姿的旋转关节机械臂模型Fig.2 Different attitudes of the rotary joint manipulator model
2 自动钻铆执行单元设计
末端执行器工位盘上集合安装了多道工序的执行部件,包括4个高速电主轴和1个电子伺服压力驱动器,整体结构如图3所示.其中,3个电主轴完成不同孔径的钻锪孔加工,1个电主轴完成端头铣平的加工,电子伺服压力驱动器完成压铆动作.通过转台的分度摆动实现不同执行部件工位的转换,工序的连续性消除了重复工装引起的定位误差对铆接质量和精度的影响.
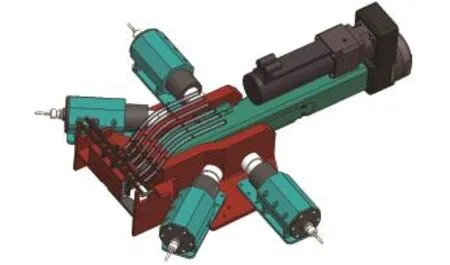
图3 多工位末端执行器的整体结构Fig.3 Whole structure of the multi stations end actuator
2.1 制孔单元设计
根据飞机壁板的装配工艺要求,制孔单元主要完成对壁板工件的钻孔、锪孔、铣孔这3道工序.末端执行器采用高速电主轴实现制孔工序,并使用钻锪孔复合刀具,在一次加工过程中,完成钻孔和锪孔的工艺复合.配备气缸驱动的顶压装置,顶端与聚氨酯顶套配合,对蒙皮和桁条施加夹紧力,从而避免夹层间多余物的产生,提高了钻削质量.顶压装置的内槽集成了点胶装置,待钻锪孔动作完成后,由气缸驱动点胶头至待铆孔中点胶,进一步保证了壁板工件的气密性要求.
2.2 伺服压铆单元设计
选用电子伺服压力驱动器作为铆接的执行元件,驱动器顶杆的头部配备自动送钉装置,实现铆接过程全自动化.由真空气管将铆钉送至铆钉夹持部分,由电子伺服压力驱动器提供压铆力,完成飞机壁板的铆接工序.驱动器主要由伺服电机和行星滚柱丝杠组成,伺服电机提供压铆驱动力,行星滚柱丝杠将旋转运动转换为直线运动,完成铆头的顶压动作,实现高精度的静压伺服铆接.
3 主要运动自由度
为满足自动钻铆执行机器人的自动调整功能,选用5自由度机械运动结构.通过机器人5个自由度的协同运动,实现自动钻孔、锪孔、点胶、送钉、压铆、铣削这6道工序.自由度包括3个旋转自由度和2个移动自由度:旋转关节机械臂通过2个旋转自由度完成该机器人姿态的调整;末端执行器通过2个移动自由度完成顶压装置和执行元件的直线进给动作,通过1个转动自由度完成自动钻铆工位的转换动作.
4 运动学方程的计算
旋转关节机械臂需要通过2个旋转关节的同步调整来实现实时位姿调整,以找正待加工零件表面的法向位置,实施加工动作.机器人为2自由度串联机械臂结构,且2个旋转关节轴线为非正交轴线,其末端空间运动轨迹不能采用传统的D-H坐标变换法[4](该方法要求机器人关节运动轴线在空间满足正交或平行关系)计算,因此,采用齐次坐标变换法来计算该执行机器人末端的空间运动姿态.
在进行运动学分析时,将各个关节的坐标系固定在下关节处,且依次编号为0,1,2,3,4.其中,坐标系1中O1(O0)为旋转关节1下端面圆心(基座坐标原点),坐标系2中O2为旋转关节2下端面圆心,坐标系3中O3为机械臂安装面圆心,坐标系4的O4为末端执行器的执行加工位置点,利用齐次坐标变换的方法计算O4的空间位置矢量.
建立初始位置坐标系如图4所示,关节两端面轴线交点到端面的距离均为a,机械臂安装面与铆接轴线间的距离为b,工位转换回转轴线与铆接末端位置点距离为c;θ1为关节1的转角,θ2为关节2的转角,α为坐标系1的Z向与旋转关节2的旋转轴之间的夹角,β为旋转关节2的旋转轴与坐标系3的Z向的夹角.
已知:0°≤θ1≤360°,0°≤θ2≤360°,α=β=45°,a=52 mm,b=440 mm,c=750 mm.令sinθ1=s1,sinθ2=s2,cosθ1=c1,cosθ2=c2,e=sin 45°= cos 45°.
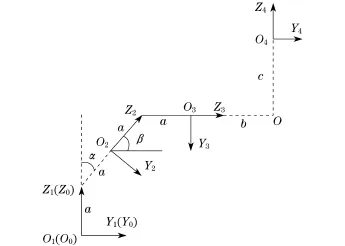
图4 基础坐标系Fig.4 Base coordinate system
a.O1到O2的坐标变换:先绕X1轴顺时针转α=45°,再平移h,最后绕Z1轴逆时针转θ1.

b.O2到O3的坐标变换:先绕绕X2轴顺时针转β=45°,再平移h,最后Z2轴逆时针转θ2.
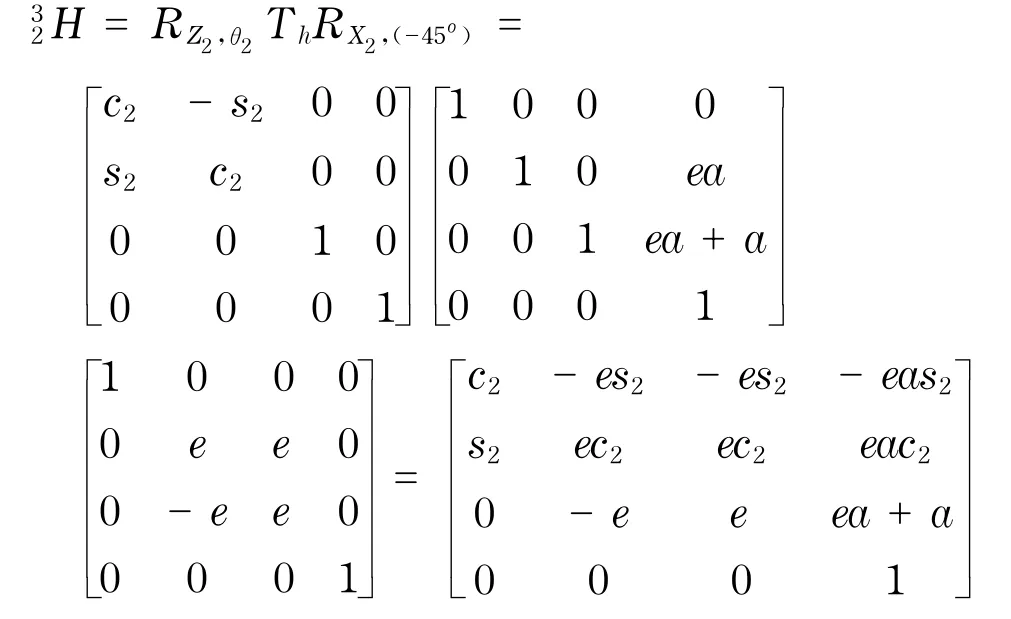
c.O3到O4的坐标变换:先绕X3轴逆时针转90°,再平移h1.

d.O1到O4的坐标变换

其中
利用MATLAB软件仿真[5],得出O1到O4的坐标变换空间轨迹图,结果如图5所示,运动空间在XY平面和XZ平面上的投影如图6所示.

图5 运动空间仿真结果Fig.5 Simulation results of motion space
从以上仿真结果可知,通过2个旋转关节机械臂的同步调整,可以实现末端执行器如仿真空间位置的运动路径,其空间运动轨迹类似倒置的碗状结构,在XY平面上的投影为环状结构,在XZ平面上的投影为类似梯形结构,该梯形两腰边为曲率变化的弧线.仿真的结构图说明了该自动钻铆执行机器人能够实现在一定范围内的变曲率飞机壁板自动钻铆工作.
5 基于ADAMS软件的运动学仿真与分析
利用ADAMS软件进行运动学仿真[6],校验自动钻铆执行机器人在MATLAB软件中的仿真结果,在ADAMS中建立的简化模型如图7所示.
定义旋转关节1和关节2的速度分别为1°/s和360°/s,运动时间设置为360 s,仿真完毕后即可得到该机器人末端在空间内的运动轨迹,仿真结果如图8和图9所示.

图7 ADAMS简化模型Fig.7 Simplified model in ADAMS

图8 ADAMS仿真结果图Fig.8 Simulation results in ADAMS
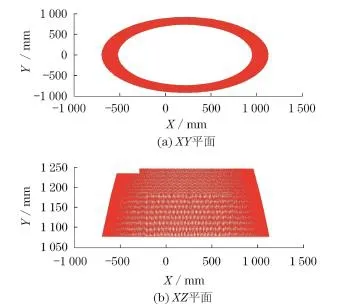
图9 ADAMS中运动空间在XY平面和XZ平面的投影Fig.9 Projection of space motion in XY plane and XZ plane in ADAMS
由仿真结果可以看出,ADAMS仿真结果显示的末端运动空间轨迹基本和MATLAB仿真结果一致,证明了该自动钻铆执行机器人运动空间计算的正确性,也进一步验证了该自动钻铆执行机器人能够实现在一定范围内的变曲率飞机壁板自动钻铆工作.
6 结束语
以多工位自动钻铆末端执行机器人的结构设计为基础,介绍了该机器人的基本结构形式、运动组成,利用齐次坐标变换的方法计算了其关节机械臂的空间运动轨迹,并用MATLAB仿真出空间运动轨迹结果,基于ADAMS的运动学仿真进一步验证了其空间运动轨迹计算的正确性,验证了该自动钻铆执行机器人能够实现在一定范围内的变曲率飞机壁板自动钻铆工作.结果表明,该多工位自动钻铆末端执行器人结构和运动设计完全满足预期设计.
由于钻铆执行器采用了机器人的结构,其刚性和强度以及空间结构还需要后续进一步的优化研究.基于机器人的自动钻铆技术需要双机器人协同动作才能完成高质量和高精度的铆接工作,本文只研究了钻铆执行机器人,其对应的顶压执行机器人还需要进一步的研究.
[1] 王黎明,冯潼能.数字化自动钻铆技术在飞机制造中的应用[J].航空制造技术,2008(11):42-45.
[2] 李菡,余德忠.一种基于双机器人的自动钻铆终端器设计[J].机械科学与技术,2010,29(10):1297-1301.
[3] 应高明,王仲奇,康永刚,等.飞机壁板自动钻铆法向量测量方法研究[J].机床与液压,2010,38(23):1-4.
[4] 蔡自兴.机器人学[M].北京:清华大学出版社,2000.
[5] 苏金明,阮沈勇.MATLAB 6.1实用指南[M].北京:电子工业出版社,2002.
[6] 郑建荣.ADAMS虚拟样机技术入门与提高[M].北京:机械工业出版社,2004.
(编辑:石 瑛)
Design and Simulation of a Robot for Drilling and Riveting Variable Curvature Panels
HANZhao1, FAN Jiang-long1, TAN Yun-dong1, LIUGang2
(1.School of Mechanical Engineering,University of Shanghai for Science and Technology,Shanghai 200093,China;
2.Shanghai Special CNCEquipment and Process Engineering Technology Research Center,Shanghai 201111,China)
An automatic drilling and riveting robot was designed,consisting of end actuators and a multi-joint rotary robotic arm.The end-effector achieves the operation substitution between different executions unit stations through swinging a conversion table by virtue of its indexing swinging structure.The end-effector works together with the rotary joints of the manipulator to achieve the flexible automation of processing and assembling.The MATLAB simulation was adopted to obtatin the arm motion trajectory,and then the characteristics of the motion space of rotary mechanical arm were tested by using ADMAS simulation.The motion trajectory of the arm can meet the needs of variable curvature panel production.
automatic drilling and riveting robot;end-effector;rotary joint manipulator;MATLAB software;ADAMS software
TP 242.3
A
2013-08-07
上海市航天基金资助项目(HTJ10-20);上海市科委资助项目(12DZ2250500)
韩 钊(1988-),男,硕士研究生.研究方向:机械设计制造及其自动化.E-mail:13917657357@139.com
1007-6735(2014)04-0375-05
10.13255/j.cnki.jusst.2014.04.014
