造船用吊环高强度钢余料制作研究
2014-06-20李川江汪家政冯朝闻
李川江,汪家政,冯朝闻
(金海重工股份有限公司,浙江舟山 316200)
0 引言
通用吊环是各造船厂进行船舶建造不可缺少的用于吊装起重的构件,随着科技的进步和社会的发展,世界各大型船厂均有自己的吊环标准。我国船舶行业对此有自行的《船用眼板》(CB/T 60-1999)标准,同时化工行业也有相近的《化工设备吊耳及工程技术要求》(HG/T 21574-2008)标准,国内各大中型船厂均在此指导下编制适合自身的吊环标准。各吊环标准中,对吊耳材料要求《船用眼板》为A级钢[1],《化工设备吊耳及工程技术要求》[2]为Q235-A,因船板用A级钢与Q235-A较有所不同,前者要求更高,故可默认为船用A级钢满足船舶行业吊环材质要求。极少数国内外大型船厂如日本船用椭圆型眼板(JIS F3410-1999)中规定吊环使用最低材质为ISO 630中的FE360等级钢材,相当于我国的Q235-A级钢,我国的中远船务对吊环的制作材料规定为A级钢以上,但均未有相关可行性论证。大部分国内外大型船厂自行吊环标准中未明确吊环制作可使用高强度钢,具体原因可概括如下:一是高强度钢的成本相对普通钢较高;二是基于高强度钢重复利用时合金元素流失发生脆性断裂考虑。对于船舶建造用吊环材料而言,国内暂无此方面的研究,本文针对此内容进行研究分析,以确定高强度钢材是否适用于我司的吊环制作。
1 可行性分析及问题点
因船体结构主要由钢板焊接构成,船舶建造时需要使用各种质量、强度等级的钢材,金海重工股份有限公司船舶建造主要涉及的材质为A、B、D、E、AH32、DH32、EH32、AH36、DH36、EH36等约10类。单船钢材的利用率不可能达到100%,国内船厂船用钢材利用率大部分分布在 85%~90%之间,鲜有能达到90 %以上者。就公司VLCC单船而言,船体结构钢材约41000t,按90%钢材利用率计算,尚有4100t不可再利用的边角钢材余料。因吊环各零部件结构较小,在一定程度上可利用这些余料。同时相比于新购买材料制作吊环而言,如能二次利用边角余料,将大大节省公司的材料成本。
因吊环为船厂分段、总段吊装的强受力构件,其制作材料需要从使用外界条件(特别是温度)、受力要求以及多次使用的特性等方面去考虑。公司位于舟山地区,公司吊装作业环境一般处于-5℃以上,湿度、气候等与其他沿海船厂无太大差别。吊环受力包含局部集中受力和一定量的动载荷,公司吊环标准规定吊环最多使用次数为5次(单边不超过3次),因此其吊装受力次数为有限次,不存在疲劳问题。因考虑吊环的多次使用,吊环根部需多次反复焊割。
使用高强度钢制作吊环的方式仅为材料替代,吊环规格、板厚等均按原标准执行,吊环焊接等均用高强度焊丝GFL-71(E71T-1)进行。根据当地气象资料显示,公司所在区域极端最低气温为-5℃左右。因此本文需解决以下问题点:
1)吊环的焊接方式是否会因其材料等级变化产生安全质量隐患;
2)高强度钢按普通钢反复焊割后在焊缝处的力学性能是否满足要求;
3)高强度钢反复焊割后在-5℃时焊缝发生低温脆性断裂[3]的可能性。
2 解决方案分析
为验证吊环制作使用高强度钢的可行性,对上述问题点进行剖析。
2.1 吊环焊接方式安全隐患
公司所涉及吊环标准件最厚母板厚度为40mm,焊接时按照普通钢材焊接,即焊接时一般不预热。根据相关标准,对于一定厚度的高强度钢在焊接时,为保证焊接质量,根据焊接工艺需预热。若吊环采用刚强度钢材制作,但安装焊接时采用不预热的普通钢焊接方式将存在一定安全隐患。对此内容,有两方面的考虑:
1)公司可使用与吊环制作的钢材材质。公司船用钢材的材质为A、B、D、E、AH32、DH32、EH32、AH36、DH36、EH36约10类,所以吊环制作材料也分布在此列。根据对这些材料的分析以及公司相关标准,高强度钢在厚度达到38mm以上时需要进行预热,而公司最厚吊环母板为40mm,偏差不大。
2)40mm厚吊环母板一般用于50t及其以上的吊环,而公司吊环标准中明确规定,对于30t及其以上的吊环,特别是大吨位吊环,安装后需要无损探伤检验合格。因此,若吊环反复焊割后的焊缝本身力学性能能满足要求,将能完全排除此安全隐患。
2.2 高强度钢按普通钢反复焊割后的力学性能
此内容只能通过焊接工艺评定进行焊缝及母材的力学性能试验来检验其是否满足要求。因此根据材质的分类及吊环反复焊割(单面割开两次焊接三次)的特性,设置专门的试验组进行力学性能测试对比。
为使试验能达到对比性,试验设置如下:
1)选用船用A、AH36、DH36、EH36材质的25mm厚钢材作为试验基材,试验以船用A级钢为基准数据,其他材质的试验数据与之对比形成结论;
2)按照焊接工艺评定要求进行试验试块的准备,并按照公司焊接吊环的要求进行焊接;
3)试验试样选取阶段为一次焊接后,二次焊接后(同位置割开后再焊),三次焊接后(同位置焊接割开两次后再焊)共三阶段;
4)试样在公司品质保证部检测合格后选取;
5)试样检测内容为拉伸试验[4]、冲击试验(验证脆性)[5]和弯曲试验(侧弯和反弯)[6]。
根据此试验对比结果判断材料的力学性能是否满足要求。
2.3 高强度钢反复焊割后在-5℃时焊缝发生低温脆性断裂的可能性
按2.2中的试验准备试样,在-5℃进行冲击试验,同时以A材质的数据为基准,分别取焊缝中心、融合线及距融合线2mm处的试验数据进行对比,以此来判断相对于船用A级钢,高强度钢焊缝发生低温脆性断裂的可能性。
所有的试样提交浙江省船舶基础材料质量检验中心(舟山市质量技术监督检测研究院)试验并形成检测报告,根据报告的检测数据进行确定。
3 结果及分析
根据浙江省船舶基础材料质量检验中心(舟山市质量技术监督检测研究院)的试验结果,对试验结果数据汇总对比如下。
1)拉伸试验结果数据对比及分析(表1~表3)
由表1可知,此状态各材质抗拉强度、伸长率等力学性能参数均满足材料要求,且优于同状态A级钢的力学性能参数。

表1 第一次焊接后拉伸试验结果数据
由表2可知,此状态各材质抗拉强度、伸长率等力学性能参数均满足材料要求,且优于同状态A级钢的力学性能参数,亦优于第一次焊接的结果。
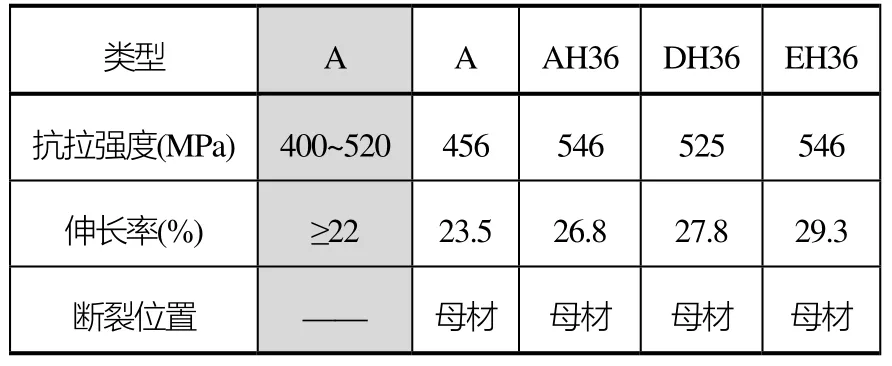
表2 第一次割开后,第二次焊接后拉伸试验结果数据
由表3可知,此状态各材质抗拉强度、伸长率等力学性能参数均满足材料要求,且优于同状态A级钢的力学性能参数,亦优于第一次焊接的结果。

表3 第二次割开然后第三次焊接后拉伸试验结果数据
2)弯曲试验结果数据对比及分析
弯曲试验除A级钢第一次焊接一试样侧弯产生1.81mm裂纹(在合格范围内)、EH36第一次焊接一试样侧弯产生0.89mm裂纹(在合格范围内)外,其余各状态各等级钢材均无裂纹,检测合格。
3)冲击试验结果数据对比及分析
因A材质无冲击功标准,表4中B(标)为0度时B材质钢的冲击要求,在此仅作对比用。由表4可知,该状态各材质冲击韧性均优于同状态A级钢材质的最低值,且所有材质均高于对比组的0度时B材质钢的冲击数据,可理解为该状态各材质的脆性断裂可能性不会大于船用A级钢。
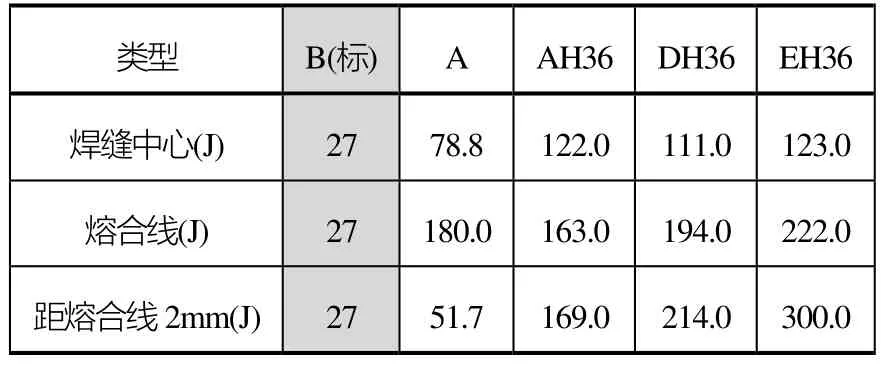
表4 第一次焊接后冲击试验(-5℃)结果数据
由表5可知,除焊缝AH36,DH36及EH36的焊缝中心可能受焊接材料影响外,该状态各材质冲击韧性均优于同状态A级钢材质的最低值,但所有材质均高于对比组的0度时B材质钢的冲击数据及首次试验状态A级钢材质的最低值,可理解为该状态各材质的脆性断裂可能性不会大于船用A级钢。

表5 第一次割开后,第二次焊接后冲击试验(-5℃)结果数据
由表6可知,除焊缝AH36、DH36、EH36的焊缝中心及AH36的熔合线可能受焊接材料影响外,该状态各材质冲击韧性均优于同状态A级钢材质的最低值,但所有材质均高于对比组的0度时B材质钢的冲击数据及首次试验状态A级钢材质的最低值,可理解为该状态各材质的脆性断裂可能性不会大于船用A级钢。

表6 第二次割开然后第三次焊接后冲击试验(-5℃)结果数据
根据试验结果,无论从材料力学性能,还是高强度钢合金元素流失后发生脆性断裂的可能性考虑,本文所列举的高强度钢材均满足相关要求,理论上可用于吊环制作及使用。
4 总结
根据试验结果的数据对比分析及现场应用,在公司所处位置气温条件下,利用现有船舶建造高强度钢边角余料制作吊环,其拉伸、弯曲以及冲击韧性力学性能满足吊环的设计要求,且其发生脆性断裂的可能性不大于A级钢。故公司现有船舶建造高强度钢边角余料可用于制作吊环,并可按普通吊环安装、检验及使用。公司于2012年初开始逐步应用,至今已一年有余,期间并未出现因使用高强度钢吊环而产生裂纹、脆性断裂等的吊环质量问题,同时为公司节省了大量的本用于吊环制作的材料,后续将继续跟踪其应用情况。
[1]中国船舶工业总公司. CB/T 60-1999, 船用眼板[S].1999.
[2]中国成达工程公司. HG/T 21574-2008, 化工设备吊耳及工程技术要求[S]. 2008.
[3]魏延宏, 王春林. 焊接结构脆性断裂分析及预防措施[J]. 甘肃科技, 2006, 22(4): 43-44.
[4]中华人民共和国国家质量监督检验检疫总局. GB/T 2651-2008, 焊接接头拉伸试验方法[S]. 北京: 中国标准出版社, 2008.
[5]中华人民共和国国家质量监督检验检疫总局. GB/T 2650-2008, 焊接接头冲击试验方法[S]. 北京: 中国标准出版社, 2008.
[6]中华人民共和国国家质量监督检验检疫总局. GB/T 2653-2008, 焊接接头弯曲试验方法[S]. 北京: 中国标准出版社, 2008.
