POX技术在炼厂含油污泥与难降解废水处理中的应用*
2014-06-15周学双崔积山卢磊王新乐
周学双 崔积山 卢磊 王新乐
(1.中国石油大学(华东)化学工程学院;2.中国石油天然气股份有限公司广东石化分公司)
POX技术在炼厂含油污泥与难降解废水处理中的应用*
周学双1崔积山2卢磊1王新乐1
(1.中国石油大学(华东)化学工程学院;2.中国石油天然气股份有限公司广东石化分公司)
文章综述了POX技术处理含油污泥、难降解废水的研究进展,着重分析了这一方案的可行性。结果表明,在POX制浆单元中,污泥煤/焦浆浓度合理,稳定性较强,流变性较好;在POX气化单元中,含油污泥及难降解废水不仅可以起到催化作用,还能提高合成气的产量。POX技术为解决炼厂含油污泥及难降解废水提供了新的途径。
炼厂含油污泥;难降解废水;POX技术可行性分析
0 引 言
POX(部分氧化技术)技术是上世纪70年代开始发展的一项清洁生产技术,可将石油焦/煤、清洁水、添加剂配成浆液送入气化炉内,在一定的温度、压力下,通过气化剂,制取合成气(主要成分为CO、H2),为炼厂提供廉价的氢气、清洁的电能以及蒸汽,可谓一举三得[1-5]。本文着重从制浆、气化方面分析POX技术处理含油污泥及难降解废水的可行性。
1 含油污泥、难降解废水处理技术
1.1 含油污泥特点
炼厂含油污泥主要来源于隔油池底沉积的底泥、浮选后产生的浮选渣、曝气生化处理的剩余活性污泥和少量污油罐的罐底泥及沉砂池的泥砂[6]。这些污泥由不同含量的油、水及固态物,通常含油率10%~50%,含水率40%~90%,形成非常稳定的乳化体系,并含有苯系物、酚类、蒽、芘、重金属等有恶臭味及毒性的物质[6]。目前针对炼厂含油污泥的处理技术主要有固化堆放和填埋、脱水、焚烧、生物降解、溶剂萃取、冷冻/解冻、电化学处理、焦化处理等[7-9],但这些处理技术在经济、技术及设备运行维护等方面存在诸多不足[5],另外,炼厂含油污泥中含有一定量的石油类,具有回收利用价值,其处理仍然是炼厂实现低碳减排的难题之一。常见含油污泥组成见表1[10]。

表1 常见含油污泥成分
1.2 难降解废水处理过程
在石油炼制的过程中,经常产生高浓度高盐度的难降解有机废水。“高浓度”是指废水中的有机物(以COD计)较高,一般均在2 000 mg/L以上,有的甚至高达每升几万至几十万毫克[11];“高盐度”是指总溶解性固体物浓度至少达到3.5%[12],Ca2+、Na+、Cl-等含盐量能达到海水的3倍以上[13];“难降解”是指废水的可生化性较低,通常含有多环芳烃、卤代烃、杂环类化合物、有机氯化物、表面活性剂等有机污染物,难以生物降解[14]。“高浓度”“高盐度”“难降解”三大特性的叠加,使得此类废水在处理过程中,采用常规的生物[15-16]或物理化学净化方法处理[17]难以或无法满足净化处理的技术和经济要求,处理难度大,处理工艺冗长,成本高。
目前对于难降解废水的处理方法主要有:超临界水氧化、光催化氧化、电化学法、催化湿式氧化、焚烧及超声波技术等[18-22],这些技术大部分都不成熟,不适合大规模炼厂的应用,并且处理成本较高。高浓度高盐度难降解有机废水是目前国内外污水处理的难题[22]。
每个炼厂在原油加工工艺方面都有着各自的特点与处理方式,使得来自不同炼厂的含油污泥、难降解废水在组成成分和污染物的含量方面也都相差较大。因此,在现有条件下仍未就如何处理炼厂含油污泥及难降解废水上得出一个标准的方法。国内不少学者都进行了大量卓有成效的研究,但却仍未获得一个较好的处理工艺流程,目前采用的处理方法普遍存在着工艺复杂、处理不彻底、处理成本高[23-24]等问题。
2 POX技术简介
已工业化的POX技术主要有固定床技术、流化床技术、气流床技术[25],而规模1 000 t/d以上的POX气化装置均采用气流床技术,可以说气流床技术是大规模高效POX技术发展的主要方向[26]。截至2010年,仅GE(原Texaco)气化装置(气流床),国内在建及已建装置达30余套,国外也有近20余套装置长期运行,积累了大量的运行经验,并取得良好的运行效果。
2.1 工艺原理
POX气化技术是把经过适当处理的石油焦/煤等含碳物料送入反应器,在一定温度和压力下通过气化剂(空气或氧气和蒸汽),以一定的流动方式转化成燃料气体(CO、H2)。涉及的主要化学反应反应如下:

2.2 工艺过程
以GE水煤浆气化工艺(激冷式)为例,工艺过程如下:
原料煤经破碎称量与水和添加剂以一定比例送至磨机研磨成浓度约58%~62%的水煤/焦浆,后经煤浆泵送至气化炉烧嘴,在烧嘴内与空分装置输送的氧气混合雾化后进入气化炉,在0~7 MPa、1 300~1 500℃条件下进行干燥、热解和氧化反应,生成以CO和H2为有效成分的粗合成气。合成气经冷却洗涤后作为后续化工原料,激冷和洗涤所产生的废水经灰水处理系统后回用或外排,气化所产生的灰渣经锁斗系统去除。工艺流程见图1。
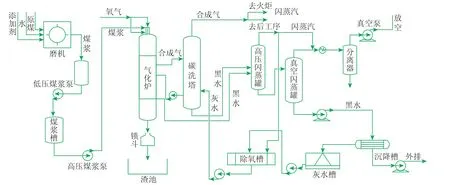
图1 GE气化工艺(激冷室)流程
3 POX技术处理炼厂含油污泥及难降解废水
将炼厂含油污泥、难降解废水作为制浆用水引入气化炉,减少二者对污水处理系统冲击的同时,减少近30%的污水量[27]。由于炼厂含油污泥及难降解废水中含有一定量的石油类,具有较高的热值[28],将炼厂含油污泥及难降解废水与石油焦共同制浆,进行气化,理论上是完全可行的,这一方法不仅可以解决含油污泥及难降解废水的处理难题,还可实现废物的资源化利用。
3.1 炼厂含油污泥及难降解废水制浆
目前,国内外主要从物理性能的角度考察成浆效果,众多学者并对此做了广泛的研究。Li等[29]利用污泥与煤混合制浆,研究了污泥对水煤浆流变性的影响。结果表明:污泥可明显改善水煤浆的触变性,随着剪切速率的增加,污泥水煤浆黏度逐渐降低,污泥中所含的亲水性官能团和胶体结构是影响污泥焦浆的流变性的重要因素。Xu等[30]研究了炼厂含油污泥与高硫石油焦的共成浆性,污泥焦浆的最大成浆浓度达68.7%,属于假塑性流体,含油污泥可起到稳定剂的作用,使其流变性和稳定性增强。
通过选取青岛某石化企业污水处理厂中的活性污泥及电脱盐废水进行联合制浆,考察了其浆液性能,并与其它文献中的浆液进行了对比,不同配浆类型的浆液性能比较如表2所示。
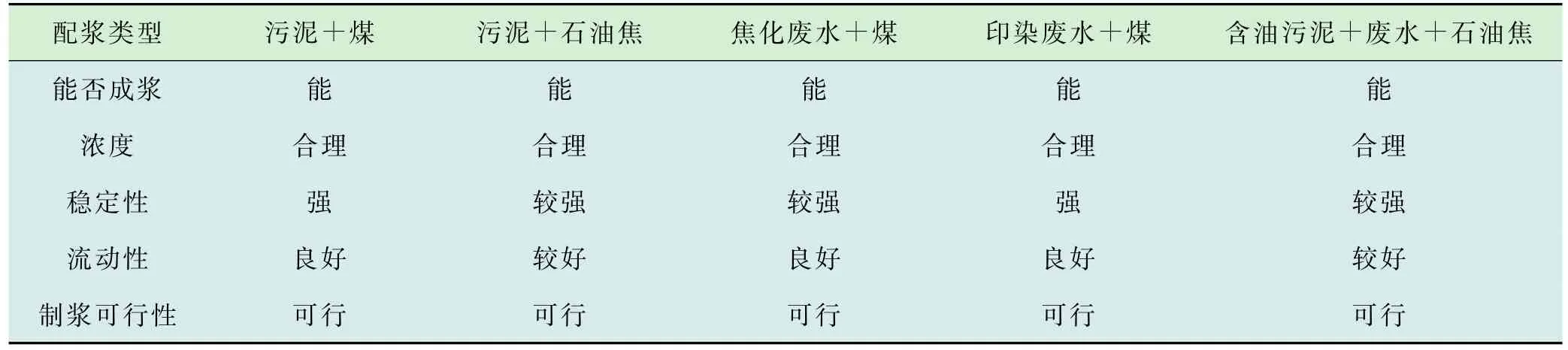
表2 不同配浆类型浆液性能比较
由表2可知,与其它物质和煤/焦配浆相比,含油污泥及废水和石油焦不仅能够成浆,而且浆液浓度合理,稳定性较强,流变性较好,因此,含油污泥、难降解废水用于制浆是现实可行的。
3.2 炼厂含油污泥及难降解废水气化
国内外学者针对煤的金属催化气化做了大量的研究,催化剂的研究主要集中在碱金属、碱土金属以及过渡元素金属领域。Xu等[31-33]认为在煤焦的气化和热解阶段,碱金属均有一定的催化作用,碱金属的存在使碳微晶更加无序化,显著增加煤焦气化反应活性位,降低表观活化能,从而提高其气化反应活性。Wang等[34]在原煤热解过程中添加廉价的氢氧化钙,而在气化过程中添加钾盐催化剂,来达到增强其活化效果的目的,结果证明:氢氧化钙预处理可以使煤焦碳转化时间缩短,气体析出速率显著提高。Asami等[35]在950 K的温度下考察FeCl3对褐煤水蒸气气化反应活性影响。结果发现:添加5%的FeCl3的催化气化反应是非催化气化反应的20倍。另外,Sn、Co、Ni系催化剂活性均高于铁盐,但是铁盐因其价格低廉,来源广泛,在工业上广泛使用。含油污泥、难降解废水中碱金属、碱土金属以及过渡金属离子,不仅能提高煤/石油焦的气化反应活性,提高气化反应速率,降低反应温度,实现温和气化,降低对设备的要求,而且有利于环保并提高经济效益[36]。
3.3 POX技术处理炼厂含油污泥及难降解废水的优势
作为炼厂含油污泥及难降解废水气化依托的工艺,POX具有以下优势:
◆进料和产品灵活 可以利用多种原料作为气化进料,如煤、重油、石油焦、沥青等;所得的合成气既可用于发生蒸汽和电力[37],也可用于联产氢气,解决过程用氢问题,为炼油厂在选择原油品种方面提供更高灵活性,降低成本。
◆系统操作简单 整个过程自动化控制,设备故障率低。
◆国产化率高,项目建设周期短 整套工艺设备几乎可完全实现国产化,在节约资金的同时缩短建设周期。
◆环境友好 从本质上说,POX工艺将煤或高硫石油焦通过部分氧化技术转化成粗合成气,合成气中的主要成分是CO和H2,经净化处理后燃烧,克服了由于燃料直接燃烧造成的环境污染,可使SOx、NOx、CO和颗粒物排放量减少80%[38-39]。
4 结束语
利用目前先进的POX气化工艺处理炼厂含油污泥、难降解废水,具有巨大的优势和广阔的发展前景:不仅解决了炼厂高硫石油焦产量增加、直接燃烧产生的环境污染问题,还缓解了炼油过程中产生的含油污泥及难降解废水产量大、处理难、费用高的问题,而且更加经济合理地为炼厂提供氢源,提高炼厂的油品质量,更容易实现CO2的捕集、利用。另外,POX技术有多年的运行操作经验,易于实现与炼厂含油污泥及难降解废水处理的平稳对接,为解决炼厂含油污泥及难降解废水提供新的途径。
[1] 肖梓军,乔树苓,严勇,等.“三泥”处理现状及资源化利用研究进展[J].长春理工大学学报(自然科学版),2010(1):130-133.
[2] 邓皓,刘子龙,王蓉沙,等.含油污泥资源化利用技术研究[J].油气田环境保护,2007,17(1):27-30.
[3] Wang Lawrence K,Hung Yung-Tse,Shammas Nazih K. Physicochemical Treatment Processes for Water Reuse [M].Humana:Humana Press,2007.
[4] Pinzon Pardo A L,Brdjanovic D.Modelling of an Oil Refinery Wastewater Treatment Plant[J].Environmental Technology,2007,28:1273-1284.
[5] 王旭,张一楠.炼油厂“三泥”处理新技术研究进展[J].石油化工安全环保技术,2012,28(1):50-52.
[6] 邹大宁.炼油厂“三泥”处理技术与应用研究[D].大庆:东北石油大学,2011.
[7] Bakhtiar Nofti C,IndraSembiring,Alkifli Adnan,et al. Assessment of Co-Processing Technology as a Total Solution to Treat Oily Sludge Waste in Indonesia[C].Manama:SPE,2010.
[8] Zhang Ju,Li Jianbing,W Ronald.Thring,et al.Oil Recovery from Refinery Oily Sludge via Ultrasound and Freeze/thaw[J].Journal of Hazardous Materials,2012, 203-204:195-203.
[9] 周建军,吴春笃.含油污泥焦化处理实验研究[J].北京石油化工学院学报,2007,15(2):53-56.
[10]吕三雕.A/O(缺氧/好氧)工艺在氧化曝气池上的应用[J].石油化工安全环保技术,2009,25(5):44-47.
[11]赵月龙,祁佩时,杨云龙.高浓度难降解有机废水处理技术综述[J].四川环境,2006,25(4):98-103.
[12]Woolard C R,Irvine R L.Treatment of Hyper Saline Wastewater in the Sequencing Batch Reactor[J].Water Research,1995,29(4):1159-1168.
[13]Diaz M P,Boyd K G,Grigson SJ W,et al.Biodegradation of Crude Oil across a Wide Range of Salinities by an Extremely Halotolerant Bacterial Consortium MPD-M Immobilized onto Polypropylene Fibers[J].Biotechnol.Bioeng,2002,79(2):145-153.
[14]李发站,吕锡武,叶友胜,等.难降解废水的可生化性探讨[J].工业水处理,2005,25(5):65-68.
[15]夏世斌.高含盐石化废水生化处理的研究进展[J].中国水运学术版,2006,6(7):93-94.
[16]邹士洋,张建平,伍俊,等.生物技术处理高含盐废水的研究进展[J].工业水处理,2008,28(11):1-4.
[17]薛建良,赵东风,李石,等.炼化企业含盐废水处理的研究进展[J].工业水处理,2011,31(7):22-26.
[18]方思,李雅婕.含油废水处理方法概述[J].广东化工, 2010,36(4):120-121.
[19]王芳,芦清新.炼油厂含硫污水催化氧化脱硫技术研究[J].安全、健康和环境,2009,9(8):39-40.
[20]陈茂濠.光化学氧化处理炼油含碱废水的实验研究[D].广州:广东工业大学,2011.
[21]朱洪涛.超声波技术在废水处理中的应用[J].工业安全与环保,2007,33(12):13-15.
[22]韩建华.炼油厂含硫碱渣处理工艺[J].石油化工环境保护,2000(1):34-39.
[23]岳海鹏,李松.油田含油污泥处理技术的发展现状探讨及展望[J].化工技术与开发,2010,39(4):17-20.
[24]马云,黄风林,田小博.炼油厂污水深度处理与回用技术综述[J].石油化工环境保护,2005,28(3):22-25.
[25]贺永德.现代煤化工技术手册[M].北京:化学工业出版社,2011.
[26]于遵宏,王辅臣.煤炭气化技术[M].北京:化学工业出版社,2010.
[27]罗进成,贺根良,郑亚兰,等.多元料浆气化技术在石油炼制行业中的应用分析[J].石油炼制与化工,2010,41 (1):16-20.
[28]赵虎仁,李慧敏,张燕萍.含油污泥特性分析与研究[J].油气田环境保护,2010,20(3):24-26.
[29]Li Weidong,Li Weifeng,Liu Haifeng,et al.Influence of Sewage Sludge on the Slurryability of Coal-water Slurry [J].Fuel,2009,88(11):2241-2246.
[30]Xu Menghan,Liu Haifeng,Zhao Hui,et al.Effect of Oily Sludge on the Rheological Characteristics of Coke-water Slurry[J].Fuel,2014,116(15):261-266.
[31]黎军.德士古水煤浆气化工艺概况[J].安徽化工,2001, 1:46-49.
[32]赵振新,时憧宇.焦化废水制备水煤浆的实验研究[J].洁净煤技术,2008,14(5):64-66.
[33]Xu Shenqi,Zhou Zhijie,Xiong Jie,etal.Effects of Alkaline Metalon Coal Gasificationat Pyrolysis and Gasification Phases[J].Fuel,2011,90(5):1723-1730.
[34]Wang Jie,Yao Yihong,Cao Jianqin,et al.Enhanced Catalysis of K2CO3for Steam Gasification of Coal Char by Using Ca(OH)2in Char Preparation[J].Fuel,2010,89 (2):310-317.
[35]AsamiK,OhtsukaY.Highly Active IronCatalysts from Ferric Chloridefor the Steam Gasification ofBrownCoal [J].Industrial&Engineering Chemistry Research, 1993,32(8):1631-1636.
[36]刘鑫.热处理及金属催化对石油焦气化过程影响的研究[D].上海:华东理工大学,2012.
[37]徐连兵.整体煤气化联合循环发电技术的发展现状和前景[J].电力勘测设计,2005,6:8-11.
[38]郭新生,王璋.IGCC电站优良的环保特性和环保效益[J].燃气轮机技术,2005,18(3):8-12.
[39]谢继东,李文华,陈亚飞.煤制氢发展现状[J].洁净煤技术,2007,13(2):77-81.
1005-3158(2014)02-0048-04
2014-03-18)
(编辑 李娟)
10.3969/j.issn.1005-3158.2014.02.016
中国石油天然气股份公司重大科技专项“低碳关键技术研究”。
周学双,1984年毕业于湘潭大学化工系环境工程专业,教授级高工,现任中华人民共和国环境保护部评估中心石化部主任。通信地址:北京安外大羊坊28号院迪蒙综合楼,100012