影响采油螺杆泵制造模式的因素分析
2014-06-05朴雪峰
朴雪峰,孙 双,孙 亮
(1.大庆油田力神泵业有限公司,黑龙江大庆163311;2.中石化石油工程建设有限公司,北京100101)①
影响采油螺杆泵制造模式的因素分析
朴雪峰1,孙 双1,孙 亮2
(1.大庆油田力神泵业有限公司,黑龙江大庆163311;2.中石化石油工程建设有限公司,北京100101)①
针对目前国内油田螺杆泵应用的现状,从螺杆泵定子和转子的结构、加工制造以及检测等方面,对比分析了国内外螺杆泵制造模式的差别,探讨实现先进生产制造模式的可行性,为提高螺杆泵产能规模,提高生产效率提供建议和思路。
螺杆泵;制造模式;效率;产能规模
地面驱动螺杆泵采油系统起源于20世纪80年代初期,国际上比较有代表性的制造商有法国PCM公司、加拿大KUDU公司、德国NETZSCH公司等。我国自20世纪80年代中后期开始研究并应用地面驱动螺杆泵,螺杆泵采油的应用量逐年增加,近几年更呈现出加速增长的趋势[1]。然而,目前国内各供应商无论技术水平还是生产规模,都无法满足巨大的市场需求。
螺杆泵的制造主要包括定子制造和转子制造。定子制造主要包括橡胶炼制、定子管加工、定子注胶及硫化等;转子加工主要包括毛坯粗车、形线加工、镀铬及剖光等。其中定子制造水平直接影响螺杆泵的应用质量,而转子加工能力又制约整个产品的生产效率。本文仅对国内外螺杆泵生产制造模式进行对比分析,为国内螺杆泵产能的提高提供一些思路和建议。
1 螺杆泵应用方式对制造模式的影响
通过对大庆油田8 300多口螺杆泵井的应用分析,螺杆泵采油并不比其他机采方式呈现明显优势,国内也应用过国外产品,但是效果均不理想,原因主要是:国外采用“高速低转矩,而国内是“低速高转矩”[2],这造成螺杆泵系统载荷大,采油系统效率低,检泵周期短,安全性差。
国外对螺杆泵扬程定义为:标称单级长度为1.5倍定子导程(如图1)或应用扬程是泵最大扬程的2/3,即泵基本参数(大径、偏心距、导程、单级承压能力等)相同的情况下,国外产品长度基本为国内产品的1.5倍左右。这种应用模式下的泵级数多、长度长,个别产品甚至超过14 m,这要求作业设备的高度必须能够满足要求。

图1 单级长度与定子导程及转子螺距的关系
纵观国内螺杆泵作业现场井架有效高度基本在9~12 m,因而螺杆泵的长度受到限制。为满足较高扬程的需要,国内多采取双头螺杆泵结构(即转子双头,定子3头),而国外普遍采用单头螺杆泵结构(即转子单头,定子双头),该结构螺杆泵加工效率高。经测算,双头转子的机加工时间约为单头转子的2~4倍,且双头泵的模芯更为复杂(如图2所示),模芯横截面存在凹点,抛光时很难完全保证形线的连续性。
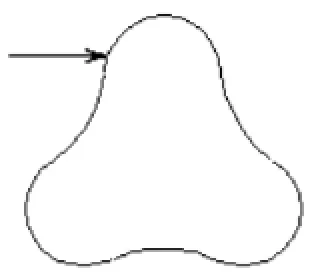
图2 2/3结构螺杆泵模芯截面
在定子构成上,国外普遍采用多节定子技术,即整根定子是由多个短定子通过特殊的连接工艺(螺纹或焊接连接)将定子形腔有效连接。采用这种方式制造的定子,橡胶注射快,生产效率高,而且单节定子短小,模芯定位简单,形腔质量容易保证。为进一步提高转子模块化生产效率,国外已经开始进行多节转子的工艺研究和应用,有采用多节转子焊接工艺,也有采用定子大跨度分体,转子通过短杆连接工艺,从而实现螺杆泵的高扬程举升,如图3所示。
国内近几年才开始进行多节泵技术研究,在这方面,大庆油田力神泵业公司走在了前面,其生产的多节定子螺杆泵在油田已成功应用,质量稳定,效果良好,但对于多节转子连接技术,受工艺水平及现场施工条件的限制,目前尚未开展这方面工作。

图3 多节连接的定子和转子
2 橡胶原材料获得模式对比
螺杆泵定子橡胶性能不但体现产品的适应性,而且直接影响产品质量[3]。国外大部分厂商的橡胶为适应不同井况而独立开发,因橡胶自身的特点,很难进行仿制,因而国外厂商将定子制造技术(包括橡胶炼制)作为核心技术严格保密,其生产模式普遍为:橡胶及定子由本部制造,转子进行全球采购。
在橡胶炼制方面,混炼工艺比较复杂,涉及原材料储存与称量、设备调试、工艺以及成品检测等多方面内容。国外普遍将橡胶制造纳入内部控制体系,实行自制自用,严格控制橡胶制造流程,而橡胶的质量稳定性直接影响定子最终各项参数的稳定性。国内大部分螺杆泵制造厂家不具备橡胶开发能力,混炼胶原料基本上采取外委加工和采购的模式,这种方式获得的橡胶存在原料成分不稳定、混炼不均匀等缺点,质量难以得到有效控制,仅有少数几个规模大的螺杆泵厂家具有独立开发橡胶配方的能力,根据不同使用环境及用户需求,有针对性地开发橡胶配方。
3 转子配套及加工方式对生产组织的影响
国外普遍采用“1种定子配套多种转子”的生产配套模式,即定子由固定模芯制造,形腔尺寸基本相同,根据不同井况或橡胶的耐介质试验结果,通过经验或计算获得所需过盈量,从而获得转子尺寸。这种情况下,只需试验用户的定子即可,可实现“流水线式”生产。例如PCM公司每种规格定子配备14种尺寸的转子,Centrilift公司每种规格定子配备约10种尺寸的转子,每种转子尺寸控制范围为±0.05 mm,各规格转子尺寸跨度为0.2 mm。这种生产模式可将定子和转子的生产在时间上和空间上实现分离,根据市场预测提前进行转子的储备,甚至可实现外委制造,降低设备投入。
目前,国产转子加工设备约¥190万元,而进口设备高达¥1 500万元。因单台转子加工周期较长,如要满足市场需求,仅靠企业全部自制,需购置多台加工设备,投资巨大;另外,转子加工中的镀铬工序对环保要求较高,一直是重点监控行业,达标投资巨大。因而,国外厂商的生产模式即可满足市场反应速度,又降低固定设备和社会责任的投入。
受定子制造稳定性差的制约,国内目前普遍采用加工完定子后,根据定子形腔尺寸及现场经验确定转子尺寸,类似于“作坊式”配做,定、转子的生产流程具有先后时序,转子加工无法与定子生产并行或提前完成,生产效率低,市场反应速度慢,而且配套准确性不高,经常出现同尺寸转子性能差异大而报废的情况,造成浪费。
另外,螺杆泵转子的镀铬工序为特殊工序,由于转子自身存在波峰与波谷,在镀铬过程中必然造成高点与低点的铬层厚度不均(如图4),如果在转子机加工阶段未做形线补偿,这种镀层不均匀将造成最终形线偏差,导致泵的性能下降(如:转矩大、泵效低等)。目前,大部分国内厂家是通过在电镀时采用移动阳极或小电流延长电镀时间来控制镀层偏差,生产效率极低,而且仅能将厚度偏差控制在0.03~0.07 mm,铬层厚度要求越大,效率和镀层质量越低,偏差也越大。为克服转子镀层厚度差异对最终形线产生偏差的影响,国外螺杆泵转子加工行业采用形线补偿的方式,在转子形线机加工阶段根据电镀工艺特点预留出电镀偏差补偿,通过正常的电镀工艺(一般高点达到0.25 mm以上,低点大于0.02 mm)实现转子最终形线满足设计要求,这种方式对镀层的均匀性要求低,甚至仅以高点铬层厚度是否达标作为检验指标,因而电镀效率较高,甚至可实现更大厚度镀层的要求。

图4 转子大径和小径所对应的镀层厚度
4 产品判定标准对生产组织的影响
国标GB/T 21411.1—2008推荐了试验检测方法[4],即采用已考虑定子橡胶膨胀后的过盈量的标准转子作为检具,通过容积效率范围控制形腔的准确性。这种生产方法“只试验用户的定子,而用户的转子只需测量尺寸,热膨胀大小可以通过计算求得”,因而生产效率高。
目前,国内普遍采用的检验方法是直接检测成品泵。定子橡胶在未发生膨胀时,泵的过盈量很小,这种状态下,试验温度、黏度、转速、摩擦因数、形腔尺寸等因素发生变化极易引起泵性能的急剧变化。通过对15台GLB500-14型泵出厂试验数据统计分析(如图5),在定转子过盈量未达到实际应用值的情况下进行厂内检测。由图5可以看出:泵的参数控制范围非常狭窄,在实际生产中的制造和成品检测难度非常大,生产效率低。建议国内螺杆泵生产厂家尽快引进、消化吸收国外先进的制造及检验技术。
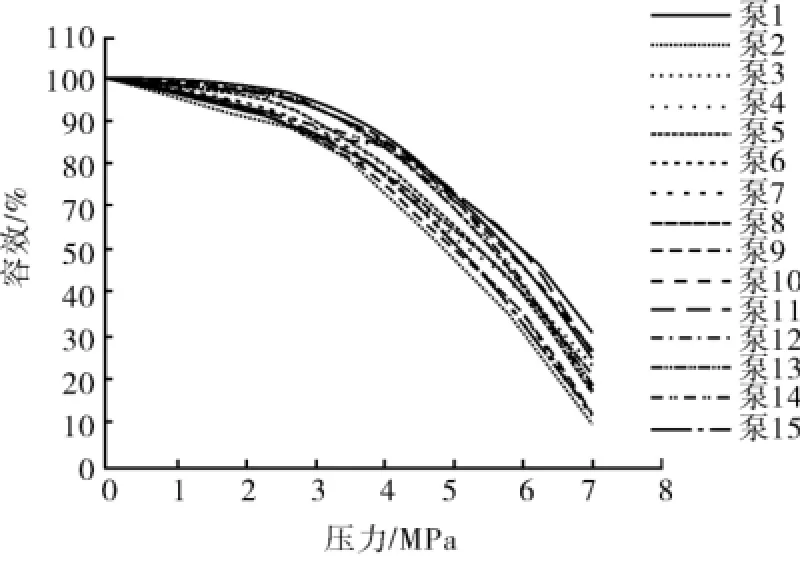
图5 GLB500-14型螺杆泵性能曲线
5 结论
1) 充分了解螺杆泵产品的运行特点与应用环境的关系,提高产品的匹配性,实现供应商与用户的“双赢”。
2) 掌握定子橡胶制造及应用特性,完善螺杆泵定、转子的制造工艺和配泵技术,提高产品质量。
3) 摸索先进生产制造模式,降低生产成本,提高生产效率和市场反应速度。
[1] 王国庆,师国臣,马志权,等.大庆油田螺杆泵井采油系统效率现状及对策[J].石油矿场机械,2011,40(7):25-28.
[2] 王永昌,杜香芝.螺杆泵试验转速和温度对水力特性的影响[J].石油矿场机械,2011,40(4):65-69.
[3] 王哲,王世杰,吕晓仁.潜油螺杆泵定子橡胶摩擦磨损行为研究[J].机械设计与制造,2014(2):163-166.
[4] GB/T 21411.1—2008,石油天然气工业井下设备人工举升用螺杆泵系统第1部分:泵[S].
Analysis Influence Factors of Progressing Cavity Pump Manufacturing Mode
In view of present situation of progressing cavity pump(PCP)used in domestic oilfield,this article the difference of the domestic and international PCP manufacturing mode are compared with and analyzed,from respects of the structure of stator and rotor of PCP,processing and manufacturing,and testing,etc.,thereby the feasibility of and realizing advanced manufacturing mode are probed into,and suggestions and ideas on improving PCP production scale and production efficiency are put forward as well.
progressing cavity pump;manufacturing mode;efficiency;production scale
TE933.3
B
10.3969/j.issn.1001-3842.2014.11.025

1001-3482(2014)11-0096-03
2014-05-26
朴雪峰(1973-),男,黑龙江大庆人,高级工程师,主要从事螺杆泵的研发工作,E-mail:xfpiao@cnpc.com.cn。
