一种纸盒夹持装置的设计
2014-06-01
(许昌烟草机械有限责任公司,河南 许昌 461000)
一种纸盒夹持装置的设计
王 祥
(许昌烟草机械有限责任公司,河南 许昌 461000)
在现代化生产工艺中,纸盒作为一种常用的包装和储存材料已经得到越来越广泛的应用。但由于纸盒比较软,且形状多变,它的固定和包装一直是一个难题。为了实现纸盒的定位,设计了一种纸盒的固定夹持装置,可以在生产中对纸盒进行安全可靠的定位,经试验和实物验证,其在滤棒装盒机中使用安全可靠,取得了应有的效果。
纸盒;夹持;装盒
在现代化高速滤棒成型生产设备中,与其配套的滤棒装盒设备是重要的联接输送设备。目前在国内外应用的滤棒装盒设备(如FF30装盘机)的纸盒固定,需要在纸盒外面加辅助盒才能完成装盒动作。现有纸盒固定装置在使用中存在以下缺陷:需要在纸盒外面加辅助盒才能完成装盒动作,在装卸辅助盒时需要大量的人力物力,动作繁琐,工人劳动强度大,生产效率低;在高速滤棒成型生产线上不能与自动化物流线匹配,技术落后,生产效率低下。
针对当前空纸盒固定所存在的缺陷,提供一种空纸盒夹持装置,这种空纸盒夹持装置可不需要辅助盒固定,避免装卸辅助盒的繁琐工作;能与自动化物流线匹配,从而提高生产效率。
1 设计思路
在原来的滤棒纸盒装盒技术中,纸盒需要在外边用辅助盒进行固定,纸盒作为辅助盒的一个内衬而存在。辅助盒一般用钣金件折叠而成,具有一定的强度和稳定性。辅助盒通过固定在链条上的托块循环下降,来达到装盒的目的。
为了实现纸盒的自动夹持,装置将升降机构上的托块换成夹持机构,原来的链条循环升降改为伺服电缸来回升降;夹持机构升到最顶端时夹持板会自动张开,当推送机构把空纸盒推进加持机构;加持机构下降,夹持板会自动闭合把纸盒固定住。
与已知的空盒固定方式相比,其显著优点是:不需要辅助盒固定,可以减少辅助盒的装卸工序;能与自动化物流线匹配,无需人工干预,能够很大程度的降低劳动强度,提高生产率。
2 装置组成及运行方式
纸盒夹持需要夹持底边和两侧边,所以按组成分为底边夹持和侧边夹持。夹持时底边机构和侧边机构同时运动,以达到固定纸盒的目的。
底边夹持主要由轴承、铰链,弹簧,楔形固定块、夹紧板和固定板组成(如图1所示)。当对夹紧板施加压力时,夹紧板可以绕着铰链自由转动,夹紧板相对固定板就会松开和夹紧。为了保证运行平稳和过程平滑,装置使用了楔形固定块和轴承,通过他们的相对运动,使夹紧板受力。轴承通过一根轴固定在夹紧板上;楔形固定块安装在侧边的固定位置;固定板作为纸盒夹持的底板。在初始状态下,夹紧板在弹簧预紧力的作用下与固定板夹紧。当需要夹持纸盒时,装置向上移动,轴承与楔形固定块接触并产生挤压作用,通过压力带动夹紧板转动,此时夹紧板松开。当纸盒送入夹紧装置后,机构整体向下运动,轴承和楔形固定块不再接触,夹紧板又在弹簧的作用下恢复原位,把纸盒夹紧。

图1 底边夹持装置的结构
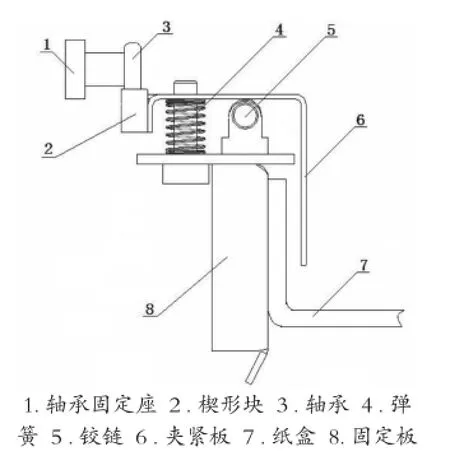
图2 侧边夹持的结构
侧边夹持的结构与底边夹持基本相同(如图2所示),由于夹持方向不一样,所以楔形块被安装在夹持板上,而与它接触的轴承被固定在轴承座上。当装置整体向上运动时,固定在夹紧板上的楔形块与固定在轴承座上的轴承产生挤压,使夹紧板松开。当纸盒被推入夹持装置后,机构向下运动,轴承与楔形块脱开,夹持板在弹簧的作用下把纸盒夹紧。
[1]郝迎波.基于PLC和变频器控制的FF30装盘机改造[J].现代商贸工业,2011(14).
[2]刘士贤.烟支装盘机自动控制系统的研究与设计分析[J].工程技术.
[3]刘钰.YJ36型滤棒装盒机下料库的研制[J].机械工程师,2013(02).
S223 < class="emphasis_bold"> 文献标识码:A
A
