数控火焰切割机切割质量影响因素和尺寸精度控制
2014-05-29乔俞
乔 俞
(中国石油辽阳石油化纤公司机械厂)
随着现代制造技术的迅速发展,对于板材切割,传统的手工切割和半自动切割已不能满足高速发展的工业生产要求,而高效率、低成本且高智能的数控火焰切割机越来越受到广大企业的青睐。生产效率得到提高的同时,切割质量和切割尺寸精度这些影响工件成型质量和产品整体性能的重要因素,也是切割操作工不断探讨的问题。
1 影响切割质量因素
1.1 切割工艺参数
根据所割工件的厚度选择合适类型的割嘴型号,精确调整氧燃气的工作压力值、设定正确的割嘴间隙,对切割质量和工作效率至关重要。根据某厂MESSER数控火焰切割机实际生产经验,火焰切割机相关工艺参数设置见表1。
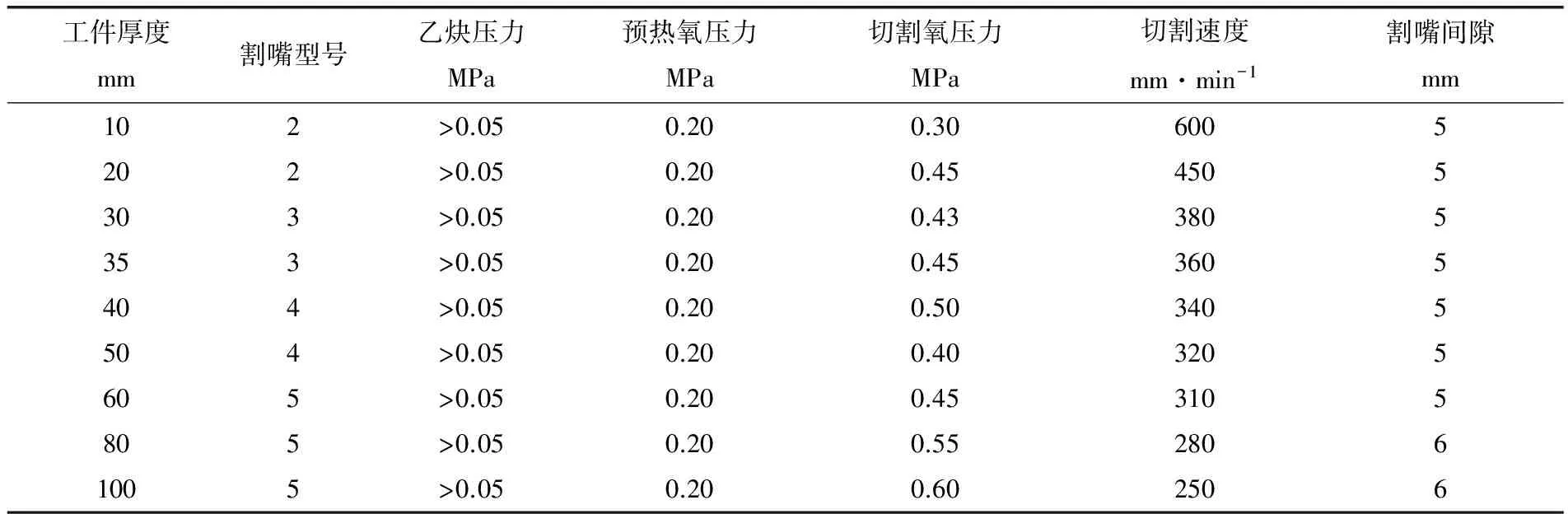
表1 氧切割相关工艺参数
注:以上数据是在普通钢板碳量为0.3%,且切割氧的最低纯度为99.5%的基础上列出的。
1.2 气体
火焰切割是一种热切割工艺,切割材料被局部加热到燃烧点并且在切割氧流中燃烧,由加热火焰和切割材料燃烧所共同产生的热使切割材料在切割氧流中连续燃烧,因此切割机的工作气体是氧气和可燃气体。
1.2.1氧气
在数控火焰切割中,氧气的纯度是影响气割质量的重要因素,由此要求切割氧纯度必须达到99.5%以上,氧纯度每下降1.5%,切割速度下降25%,耗氧量增加50%,同时造成切割面粗糙,下缘挂渣,氧气纯度低于95%则不能切割。
在数控火焰切割中,氧气压力的稳定性对工件的切割质量至关重要。采用瓶装供氧,中途必然要更换气源,瓶装气源使用开始和结束时,气源压力波动大。造成气割表面质量明显劣变,解决方法可采用温水加热法,以保证气源的稳定性。采用液态氧切割,由于储量大,气体质量好,提高了表面质量,且综合经济指标也高于瓶装氧气,在工作效率上能有较大的提高。
1.2.2可燃气体
火焰切割中常用的可燃气体有乙炔、煤气、天然气及丙烷等。乙炔气体理论燃烧值温度高,与氧气按比例混合点燃后所产生的火焰温度高于其他可燃气体,容易满足气割温度要求,且价格便宜,制取方便,可获得较高的表面质量,也因此得到广泛的应用。
1.3 切割火焰
通过预热火焰,把金属工件加热至金属在氧气中燃烧的温度,并始终保持这一温度,同时使得钢材表面的氧化皮剥离和熔化,便于切割氧流与金属接触,能较好地控制切割表面质量,而预热火焰能率是影响切口质量的重要参数,在操作数控火焰切割机时,一般通过调节氧气和燃气的比例得到3种切割火焰:中性焰、碳化焰和氧化焰。火焰切割一般采用的是中性焰或轻微的氧化焰。
中性焰是氧与乙炔体积比为1.1~1.2时的混合气燃烧形成的火焰。通过机床的切割快风按钮,检查切割氧射流的情况:必须以笔直的圆锥形从割嘴射出,预热火焰集中的围绕切割氧射流。图1为中性焰形状及其切割工件表面形貌。

a. 中性焰

b. 切割氧射流

c. 所切割出的表面质量
碳化焰是氧气与乙炔的体积比值小于1.1时的混合气燃烧形成的火焰。碳化焰切割容易造成切割过程中断。图2为碳化焰的形状。
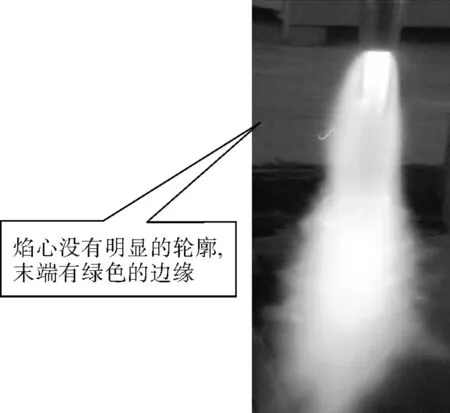
图2 碳化焰形状
氧化焰是氧气与乙炔的体积比值大于1.2时的混合气燃烧形成的气体火焰,图3为氧化焰形状及其切割工件的表面形貌。

a. 氧化焰
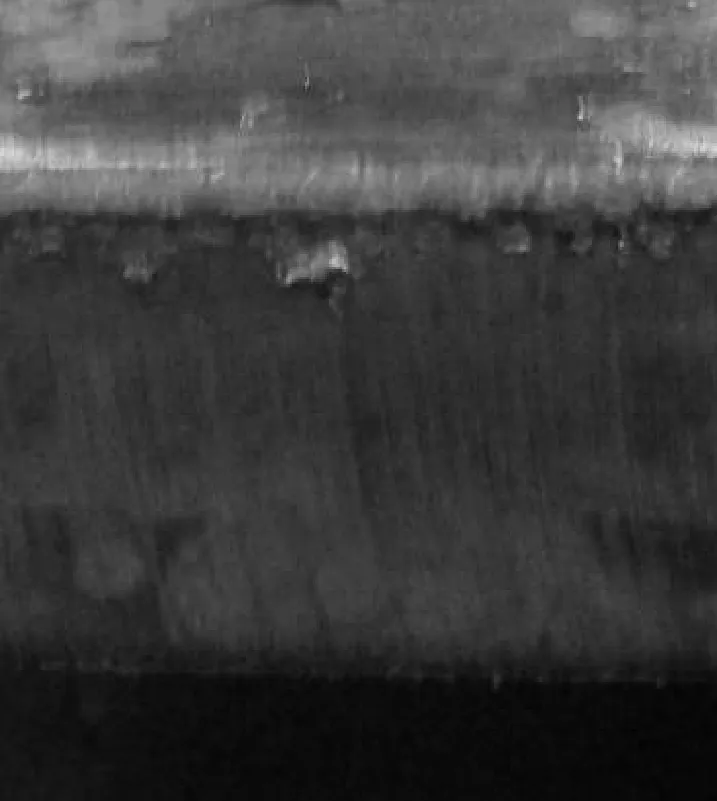
b. 所切割出的表面质量
火焰的类型对切口表面质量产生重要的影响,因此在切割过程中,要注意随时调整预热火焰,防止火焰性质发生变化。
1.4 切割速度
切割速度是影响切割过程稳定性和切割断面质量的直接因素。实际生产中应根据所用割嘴的性能参数、气体的种类及纯度、钢板的材料和厚度来调整切割速度(表1)。
通常有经验的操作工人能从火花飞溅的情况和切割过程中产生的声音来判断切割速度是否合适,锐利的切割边和满意的切口质量,只可能在预热火焰调整合适时才能获得。图4为不同切割速度对切割表面质量的影响。
2 尺寸精度的影响因素
数控切割机切割零件的尺寸精度与设备精度、切割方向和操作工的实际经验息息相关。

a. 速度适中

b. 速度太快

c. 速度太慢
2.1 穿孔和切入点选择
例如切割厚度为6~20mm的钢板,由于工件受热易变形,采用如图5所示的穿孔办法使钢板边缘成封闭状态,可限制因变形引起的零件尺寸偏差。
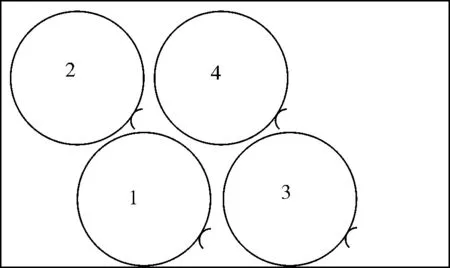
图5 切割4件φ500mm折流板穿孔示意图
如果穿孔在零件轮廓上,零件就会有瑕疵,因此切割前必须加入引入、引出线,而对于圆形工件,要求较高的切割接点,最好使用圆引线。
切割20~100mm钢板,由于切割不易发生变形且穿孔操作翻渣厉害,易堵塞割嘴,可以直接从钢板边缘切入。
复杂工件选择穿孔位置时,应考虑使热量对称从里面传到外面(图6)。
2.2 切割方向选择
切割方向应保证切割结束在大面积的钢板上,否则会因为受热板材移动导致切割变形。由于工件比较狭长,受热不均匀,引起热胀冷缩,切割过程中容易变形,应采用断续切割的方法(切割一段距离,空运行一段,然后再预热切割)。

图6 支撑板穿孔顺序
3 结束语
严格的质量控制方法可以保证数控火焰切割机切割各种零件的尺寸精度及切割的高效率。正确的控制因素分析是保证切割质量的重要前提,而高素质的操作人员是完成任务的必要条件,在实际生产中,要采用理论与实际相结合的方法,既要把握各种控制因素,也要认真总结经验并及时加以分析改正,努力提高操作水平,这也是切割质量不可忽视的重要环节。
