等温挤压工艺剔除7N01合金粗晶的试验研究
2014-05-25蒋俊如
蒋俊如
(浙江省鲸鱼机电有限公司,浙江 湖州 313000)
等温挤压工艺剔除7N01合金粗晶的试验研究
蒋俊如
(浙江省鲸鱼机电有限公司,浙江 湖州 313000)
通过对7N01合金在不同挤压温度下显微结构的分析,揭示了7N01合金热挤压时粗晶的产生机制,从热力学角度分析了用等温挤压工艺解决粗晶现象的可行性,并在不同锭坯温度下的显微图片中得到了验证。表明等温挤压工艺是解决7N01合金制品粗晶现象的一个可行的方法,具有很好的应用前景。
铝合金;7N01;粗晶形成;等温挤压
7N01铝合金属Al-Zn-Mg系铝合金,是一种高强度、高抗蚀性的铝合金材料,具有良好的挤压性和焊接性能[1],在军用及民用领域均有着广泛的应用。近几年在民用领域得到了越来越多的应用,如在大型建筑物、地铁及汽车零部件[2]等方面的应用。但由于7N01合金成分及组织结构方面的原因,在热挤压时,容易在制品周边形成环状粗大晶粒,即粗晶[3]。它不但降低了制品的力学性能,而且在氧化时表面色泽欠佳,影响制品的外观性[4-5]。
相关研究表明,产生粗晶的根本原因是再结晶[6]。由于在7N01挤压用的铸锭中,Al-Mg3Zn3Al共晶相是以线状组织分布于固溶体中的,因此,铸锭在热挤压时,表面摩擦生热,产生剧烈的塑性变形。剧烈的塑性变形使组织晶界撕裂,再结晶温度降低;制品挤出时由于变形和摩擦产生大量的热量,外表面的晶粒长大,越到后面,挤压速度越快,升温越高,晶粒越来越大,产生粗晶现象越严重。
剔除7N01铝合金挤压制品粗晶目前常用的方法有3种:控制合理的合金化学成分;选择适当的铸锭均匀化处理条件,如挤压速度和挤压温度;控制制品的出口温度。对于不同合金来说,Fe、Si含量越高,越容易产生粗晶,因此要严格控制;而添加少量Cr和Ti等元素,可有效减少粗晶的形成[7]。铸锭均匀化处理主要是使组织晶粒细化,非平衡相溶解及晶内偏析消除[8-9],改善铸锭的挤压条件。合理选择挤压温度和挤压速度来控制制品出口温度,是最直接的办法,但在实际生产过程中要精确控制较难。
本研究通过对7N01合金在不同温度下的热挤压进行试验和分析,为剔除7N01合金热挤压的粗晶现象找到解决的途径,为合理制订热加工工艺方案提供依据。
1 7N01合金的技术要求
1.1 化学成分
7N01合金的化学成分具体要求见表1。

表1 7N01合金的化学成分Table 1 Chemical composition of 7N01 alloy %
1.2 机械性能
1)抗拉强度:400 MPa;
2)屈服强度:大于260 MPa;
3)延伸率:自然时效48 h后大于等于12%。
1.3 技术要求
1)表面本色氧化处理;
2)表面无任何由肉眼观察到的缺陷。
2 7N01合金的等温挤压工艺及试验结果
2.1 工艺流程
配料→熔炼→连铸→铸锭均匀化处理→挤压→自然时效→氧化→检验→包装。
2.2 熔炼设备、配料
1)熔炼设备:5 t反射炉;
2)配料:配料比见表1。
2.3 熔炼工艺
铝→熔化→加入打渣剂→扒动除渣→加入Cu,Zn,Cr,Ti,Si等合金元素→搅拌取样→分析→精炼→除气→加覆盖剂→静置→连铸。
在合金成分中,要严格控制Fe和Si的质量分数,本次试验中的Fe控制在0.03%以内,Si控制在0.018%以内,并且适当加入0.11%的Cr和0.15%的Ti,以防止粗晶的产生。同时,铸锭进行均匀化处理,处理条件为:铸锭升温至540~560℃,然后保温8 h,最后出炉水冷。
2.4 挤压工艺
1)挤压筒加热温度:485℃;
2)锭坯加热温度:分别取485~500℃,510~520℃,520~530℃;
3)挤压速度:挤压杆推进速度3~5 mm/s。
2.5 挤压结果
如图1所示,锭坯温度在485~500℃时,在挤压行程开始50 mm内挤压制品,其表面光洁,无粗晶;而制品表面温度高于518℃后就会出现粗晶,且随着时间推移粗晶越来越明显。如图2所示,锭坯温度在510~520℃时,挤压制品一出来就出现粗晶,制品表面温度达到535℃后,随着时间的推移,粗晶越来越明显。如图3所示,锭坯温度在520~530℃时,挤压制品一出来就出现严重的粗晶,制品表面温度为546℃。
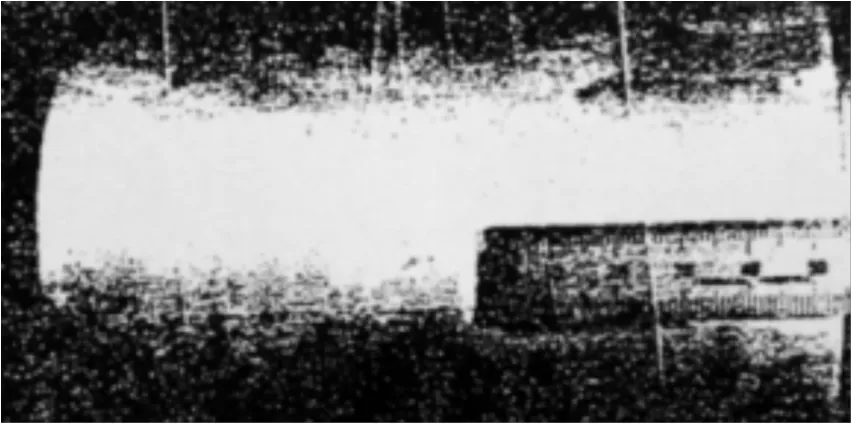
图1 7N01合金挤压制品表面Fig.1 Extrusion product surface of 7N01 alloy
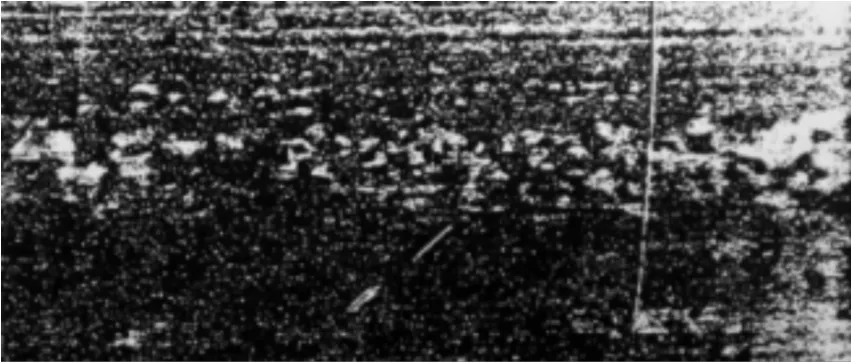
图2 7N01合金的粗晶现象Fig.2 Coarse-grained of 7N01 alloy

图3 7N01合金的严重粗晶现象Fig.3 Serious coarse-grain of 7N01 alloy
从上述试验可分析得知,7N01合金制品锭坯温度在518℃时就产生粗晶,温度越高,存在的塑性变形及接触面摩擦越强烈,变形体内的热生成率远大于热损失率,导致模具出口处的温度随挤压行程的增加而升高。为了控制挤压件内的组织均匀性,防止出现粗晶现象,唯一的办法是控制模具出口处制品的温度在一个很小的范围内变动。为此,试验尝试采用等温挤压工艺去实现上述目的。
2.6 等温挤压工艺
等温挤压是根据所测的挤压件表面温度去控制推杆的速度[10],工艺流程如图4所示。其中,T0为挤压件表面目标温度,T为挤压行程中挤压件表面的瞬间温度,S为瞬时行程,S0为预定行程。
在本试验中,T0=500℃,S0=250 mm,挤压参数见表2。
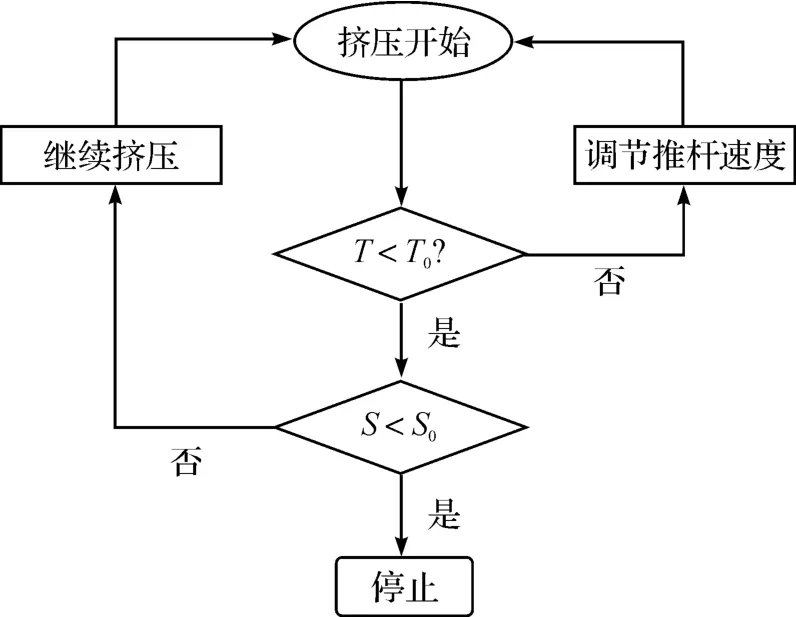
图4 7N01合金等温挤压工艺流程图Fig.4 Flow chart of isothermal extrusion process for 7N01 alloy

表2 7N01合金挤压参数Table 2 Extrusion parameters of 7N01 alloy
2.7 等温挤压结果
挤压后制品经48 h自然时效后,按GB/T 16865―2013《变形铝、镁及其合金加工制品拉伸试验用试样及方法》选取试样,在日本岛津AG-50KNF材料试验机上进行拉伸试验,取3个拉伸数据的平均值作为有效值。
机械性能测试如下:抗拉强度为415 MPa,屈服强度为278 MPa,延伸率为14%。显微组织无粗晶现象,本色氧化处理后表面光亮无肉眼缺陷,达到客户要求。7N01合金等温挤压后制品的表面见图5。
3 结 语
采用等温挤压工艺,合理选择坯料的加热温度,能够较好地解决7N01合金的挤压粗晶现象,也能满足合金的各项机械性能;同时,对其他需要氧化处理的高强度合金的热挤压也有一定的借鉴作用。
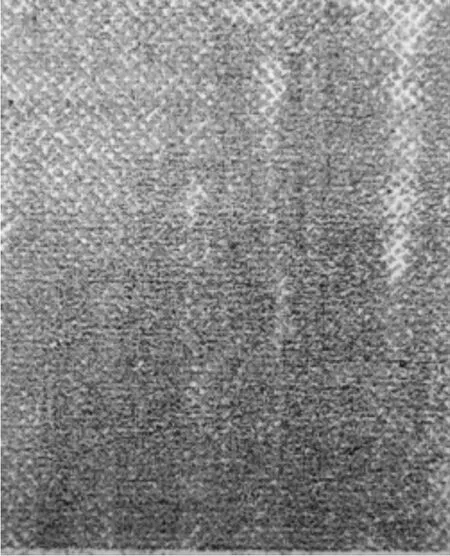
图5 7N01合金等温挤压后制品Fig.5 Isothermal extrusion products of 7N01 alloy
[1] 王祝堂,田荣璋.铝合金及其加工手册[M].长沙:中南大学出版社,2000:448-451.
[2] 张建波,张永安,何振波,等.自然时效对7N01铝合金组织和性能的影响[J].稀有金属,2012,36(2):191-195.
[3] 李炜炜,张金虹.6系铝合金的挤压粗晶环[J].上海有色金属,2012,33(1):16-19.
[4] 文方,李铁.2A02铝合金挤压棒材粗晶环的消除方法[J].轻合金加工技术,2003,31(3):33-35,38.
[5] 王国军,吕新宇,金龙兵,等.控制2D70铝合金热挤压棒材截面粗晶和力学性能的研究[J].铝加工,2008(3):26-29.
[6] 张胜华,覃业霞.铝合金挤压制品粗晶环形成机理研究[J].铝加工,2001(2):16-20.
[7] 魏长传.铝合金反向挤压中的粗晶组织[J].轻合金加工技术,2006,34(9):41-43.
[8] 林高用,张胜华,胡泽豪.2024铝合金挤压过程动态再结晶问题的研究[J].兵器材料科学与工程,2000,23(1):40-45.
[9] 王林山,陈康华,刘红卫,等.强化处理和快速再结晶对2014铝合金组织与性能的影响[J].有色金属,2001,53(1):52-55.
[10] 段新峰,梁岩峰,汪指南.基于有限元分析的铝合金等温挤压工艺设计[J].安徽工程科技学院学报,2003,18(3):57-60.
Experimental research on isothermal extrusion process to eliminate coarse-grained formation for 7N01 alloy
JIANG Junru
(Zhejiang Jingyu Electromechanical Co.,Ltd.,Huzhou 313000,China)
On the basis of microstructure analysis of 7N01 alloy under various extrusion temperatures,the coarse-grain formation mechanism in thermal extrusion process was uncovered.And then the feasibility of isothermal extrusion for eliminating coarse-grain formation was analyzed from the thermodynamic perspective.The validity of this process was verified in our experiments with various ingot temperatures.Experimental results showed that isothermal extrusion process is beneficial to eliminate coarse-grain formation,and has a good application prospect.
aluminum alloy;7N01;coarse-grain formation;isothermal extrusion
TG291;TG379
A
1671-8798(2014)03-0182-04
10.3969/j.issn.1671-8798.2014.03.005
2014-03-26
蒋俊如(1963― ),男,浙江省长兴人,工程师,主要从事铝合金生产与加工技术研究。
