天铁热轧降低转炉喷溅工艺优化实践
2014-05-16杨梅
杨 梅
(天津天铁冶金集团热轧厂,河北涉县 056404)
天铁热轧降低转炉喷溅工艺优化实践
杨 梅
(天津天铁冶金集团热轧厂,河北涉县 056404)
针对天铁热轧转炉冶炼过程中常见的喷溅现象,结合热轧工艺实际,对喷溅产生原因、时间以及类型进行了分析,提出了相应的改进优化措施。通过制定冶炼前期快速升温枪位操作法,优化炉料结构和渣料加入时间控制及枪位的控制,有效遏制了喷溅现象,钢铁消耗和成本指标下降,取得了较好的经济效益。
转炉;喷溅;枪位;工艺;优化
1 引言
天铁集团热轧板公司现有2座180t转炉,自2007年投产以来,转炉喷溅在吹炼过程中经常发生,尤其是在热轧来铁成分波动大、铁温低情况下喷溅问题更为明显,直接影响钢铁料消耗及成本指标,对转炉生产顺行及设备均带来安全隐患。
本文通过深入分析喷溅产生原因,采取了针对性地改进工艺措施,通过制定冶炼前期快速升温枪位操作法,优化炉料结构和渣料加入时间控制及枪位的控制,有效遏制了喷溅现象,钢铁消耗得到大幅下降,成本指标得到下降,取得了较好的经济效益。
2 喷溅现象及危害
通常把随炉气携走、从炉口溢出或喷出炉渣与金属的现象称为喷溅。天铁热轧炼钢将吹炼以开吹5 min为界,5 min以后流出炉口并且喷出物占整个炉帽2/3的情况视为喷溅。在一般情况下,喷溅造成金属损失在0.5%~5%左右,大喷溅时损失的钢铁料消耗更高,能达到10%以上,严重影响了炼钢成本指标,同时喷溅对设备、环境和生产安全等带来以下几点危害性:
喷溅时大部分炉渣和金属喷出炉口,散落平台和轨道,加大了劳动强度,严重时甚至会发生爆炸事故,将炉帽掀出,危及人身及设备安全。
喷溅物中带有大量金属,造成金属损失增大,增加了钢铁料消耗及生产成本。
喷溅时会产生大量烟尘,对环境造成污染。
发生喷溅后使炉渣减少,降低了去除磷、硫的效果,同时造成炉内热量的大量流失。另外,因喷溅钢水量会发生变化,不利于转炉冶炼的稳定操作。
3 原因分析
喷溅的根本原因是碳氧的不均衡反应,瞬间产生大量的CO气体,将金属和熔渣喷出炉外。
3.1 喷溅主要发生时期
通过对冶炼过程分析,从产生时间上看,喷溅主要发生在3个时期。
3.1.1 冶炼前期
此时炉温低,而碳氧反应的温度一般在1 550℃,碳-氧反应滞后,当Si、Mn反应结束后温度还达不到1 550℃,而此时渣中已经积聚了大量的(FeO)%。当熔池温度达到碳-氧反应所需要的温度时,瞬间产生大量的CO气体,从而造成喷溅。
3.1.2 冶炼中期
炉温较高,此时发生喷溅有两种:长时间过高枪位操作造成渣中(FeO)%积累过多;返干后过度调整造成喷溅。
3.1.3 冶炼后期
此时钢液成分和温度均匀,应准确控制终点并稳定火焰,终点适时降枪,降枪过早熔池碳含量还较高,碳的氧化速度猛增,也会发生大喷。
3.2 喷溅产生的原因
通常转炉常见喷溅类型主要分为爆发性喷溅、泡沫性喷溅和金属喷溅。
3.2.1 爆发性喷溅
熔池内碳氧反应发展不均衡,瞬间产生大量的CO气体,这是爆发性喷溅发生的根本原因。
碳氧反应:[C]+(FeO)={CO}+[Fe] 是吸热反应,正常情况下,碳均匀氧化,生成的CO气体均匀排出,不会产生大的喷溅。碳在激烈氧化时,对温度的变化非常敏感,由于操作上的原因使熔池骤然冷却,温度下降,从而抑制了正在迅速进行的碳氧反应,供入的氧气生成了大量(FeO),并开始积聚。一旦熔池温度升高到一定程度(一般在1 470℃以上),TFe积聚到20%以上时,碳氧反应以更猛烈的速度重新进行,瞬间排出大量具有巨大能量的CO气体,从炉口夺路而出,同时,还挟带着大量的钢水和熔渣,造成较大的喷溅。例如,二批料加得不合适而带来的大喷溅就是这种原因造成的。
3.2.2 泡沫性喷溅产生的原因
当铁水成分中Si、P含量较高时,渣中产生的SiO2、P2O5含量也相对高,随之渣量增加,同时熔渣TFe含量较高,表面张力降低,熔渣泡沫太多,CO气体不易通畅排出,使得渣层厚度增加,严重时会涨到炉口。碳氧反应冲击力不大也可能推动熔渣及金属从炉口喷出形成喷溅。泡沫渣能够很好地覆盖在熔池液面上,阻碍气体的排出,所以当渣量很大时或炉容比小的转炉冶炼时,发生较大喷溅的可能性会大些。
3.2.3 金属喷溅产生的原因
渣中TFe过低,熔渣流动性不好,氧气流直接接触金属液面,因碳氧反应生成的CO气体排出时,带动金属液滴飞出炉外,从而形成金属喷溅。金属喷溅又叫做返干性喷溅,其产生原因与爆发性喷溅相反。如果长时间低枪位操作、第二批料过早加入、急于降枪脱碳均有可能发生金属喷溅。
4 优化热轧炼钢生产实践
铁水成分波动较大,Si含量波动范围在0.15%~1.85%,Mn含量波动范围为0.09%~0.85%,P、S含量的波动范围也较大,见表1。
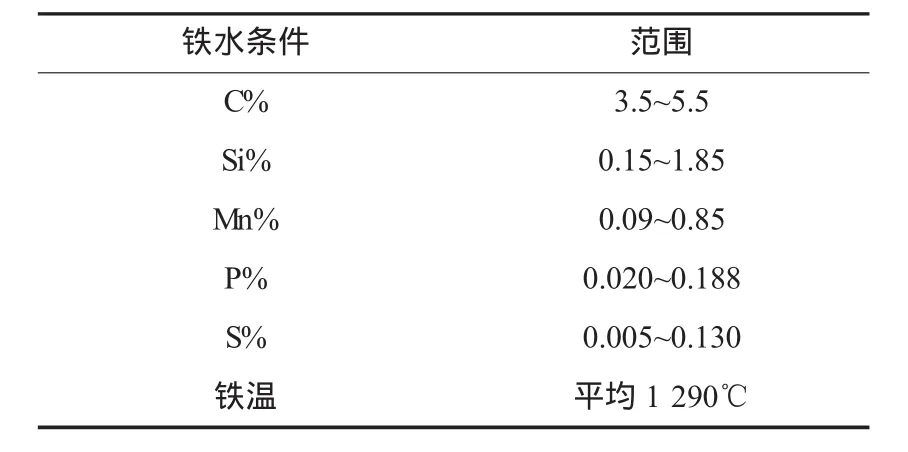
表1 天铁热轧铁水成分变化范围
热轧炼钢转炉受外围条件影响(铁水条件不稳定、废钢不足、铁温低等),加上操作水平不标准等因素,导致在冶炼过程中出现前中后期不同程度的喷溅,虽然经过多次改进,但效果不明显,统计结果显示现喷溅率在45%左右,给钢铁料消耗及现场安全生产带来诸多弊端。
针对热轧来铁成分波动大、铁温低的特点,结合炼钢设备工艺特点制定冶炼前期快速升温枪位操作法,目的是控制喷溅、稳定操作、降低铁耗。
4.1 硅<0.30%
吹炼前期低枪位1.6 m快速升温,着火稳定后立即加入氧化铁皮、污泥球,80s(吹氧量450Nm3)加入头批量白云石全部加入、白灰加3/4,低枪位快速升温至270s左右(吹氧量2 400Nm3)同时参考煤气回收CO浓度,逐步缓枪至2 100~2 200m化渣,待前期渣化好,390s左右(吹氧量3 800Nm3),根据化渣效果逐步跟枪至基本枪位1.8 m左右。
吹炼中期根据升温效果批次加入烧结矿等冷料,加料后宜采用小幅上下窜枪操作,有利于保持化渣效果和脱磷,硅低TSC测试易早进行有利于后期终点操作控制,测试前根据渣况缓枪至2 100m左右,测试开始后及时跟枪,测试结束及时缓枪,过程测试碳控制在0.45%左右。
吹炼后期根据冶炼钢种、TSC结果和火焰判断,调整枪位,及时跟枪至1.6 m,拉碳时间保证30s以上,把握拉碳时机,保证碳、温一次命中,见图1。

图1 硅<0.30%枪位控制操作法
4.2 硅>0.65%,锰>0.30%
硅高、锰高操作要提高废钢比,以压枪为主,头批料白云石2/3,白灰1/2,二批料要提前开始,每批次白灰700~800kg,白云石300~400kg方式加入,如火焰不稳,应及时小幅缓枪,同时配加灰料,枪位尽量控制在1.9 m以下,火稳定要及时跟枪(铁温低的炉次CO含量升至15%后要及时缓枪,防止爆发喷铁)。中期低枪位操作批次加入烧结矿等冷料控制熔池温度。吹氧量6000Nm3左右注意适当提前降低枪位0.05~0.1 m,控制后期喷溅,见图2。

图2 硅>0.65%,锰>0.30%枪位控制操作图
4.3 0.30<Si<0.65
吹炼前期:采用1.6 m低枪位升温操作,头批料白云石2/3,白灰2/3,铁皮、污泥球1/2,开吹着火稳定后立即加入氧化铁皮、污泥球,升温过程结合CO含量和炉口渣况把握缓枪时机。当CO含量升至10%时,缓枪0.1 m结合炉口渣况配加200~300kg灰料,当CO含量升至20%,缓枪0.1 m配加300~400kg灰料,CO 升至 30%时配加 300~400kg灰料,同时缓枪0.1 m,枪位保持在1.9 m左右(如炉口流渣严重,则及时缓枪至高枪位2.1 m左右,待火焰稳定再跟枪。当CO快升至40%左右,炉口火焰稳定,逐步跟枪至基本枪位1.75 m左右。
吹炼中期:根据升温效果批次加入烧结矿等冷料,吹氧量6000Nm3左右注意适当提前降低枪位0.05~0.1 m,控制后期喷溅。测试前300~400kg氧量缓枪至2.0m左右强化化渣效果对脱磷有利,过程TSC开始后及时跟枪。过程测试温度控制在1 570~1 610℃,碳控制在0.45左右。
吹炼后期:TSC测试后为保证脱磷效果,缓枪至2.0m左右同时配加500~800kg烧结矿,根据冶炼钢种、TSC结果和火焰判断,调整枪位,及时跟枪至1.5 m,拉碳时间保证30s以上,把握拉碳时机,保证碳、温一次命中,见图3。
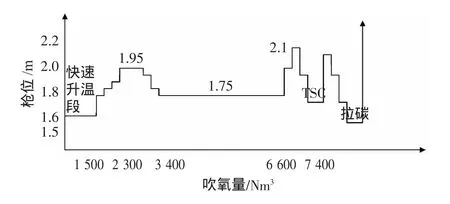
图3 0.30<Si<0.65枪位控制操作图
5 实施效果
5.1 实施前后喷溅率对比
2013年度各月转炉平均喷溅率见表2。
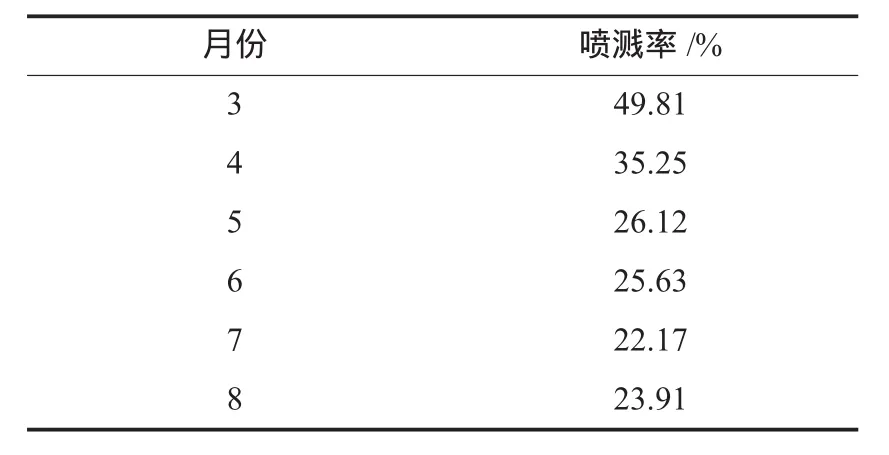
表2 2013年度各月转炉喷溅率
5.2 实施前后钢铁料消耗对比
2013年度各月钢铁料消耗情况见表3。
由表1、表2可见,自4月份改进操作工艺以后,转炉喷溅率稳步下降,5~8月份平均喷溅率都控制在了25%左右,控制效果明显。同时,钢铁料消耗也呈逐月下降趋势。
5.3 效益计算
5.3.1 按喷溅率降低计算
自改进操作工艺后,转炉喷溅率由年初的45%左右降低到了25%,根据此数据,按照年产量250万t计算:
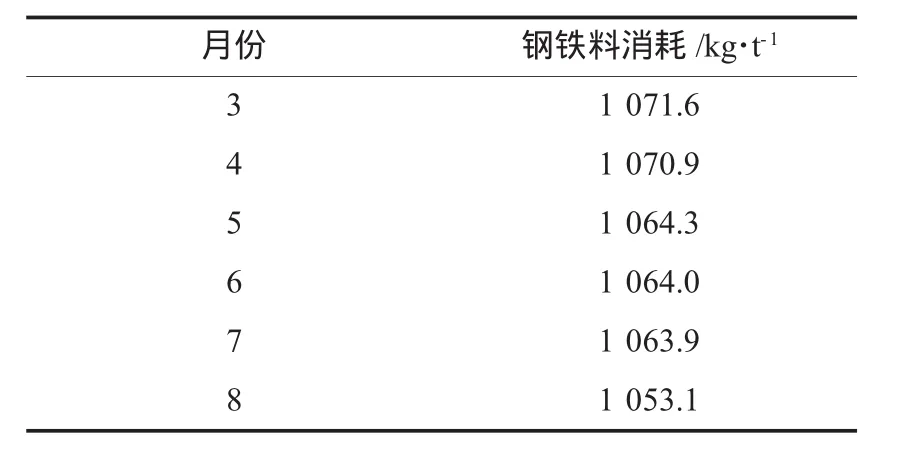
表3 2013年度各月钢铁料消耗
月产量:2 500000/12=200000万 t,
月产炉数:200000/190=1052炉(平均每炉出钢量 190t),
月降低喷溅炉数:1052×(45%-25%)=211炉,每炉按吹损量计算约喷溅3 t,1个月减少喷溅量为211×3=633 t,铁水价格按 2 797 元/t计算,1 个月可节约成本633×2797=177.1万元。
5.3.2 按钢铁料降低计算
由最初1071 kg/t,连续3个月稳定在1064 kg/t,每降低1 kg/t按2元计算效益,月产量按25万t计算,月可节约:
效益测算=2 元/kg×(1071-1064)kg/t×25 万 t=350万元
6 结束语
通过对热轧转炉炼钢过程中喷溅现象的原因分析,找出有效应对措施,采取快速升温操作法,转炉喷溅现象得到了有效遏制,钢铁料消耗也进一步降低,成本指标的控制也取得了较好的效果。
Practice of Converter Splashing Reducing Process Optimization at Tiantie Hot Rolling
YANG Mei
(Hot Rolling Plant,Tianjin Tiantie Metallurgical Group Co.,Ltd.,She County,Hebei Province056404,China)
Aiming at common splashing during converter melting at Tiantie Hot Rolling Plant,the author analyzes the reason,time and types of splashing in combination with the practice of hot rolling process and puts forward relevant improvement and optimization measures.Splashing is effectively curbed by formulating fast temperature rise lance position operation approach at the early phase of melting,optimizing burden structure and controlling over slag builder adding time and lance position.The consumption of iron and steel material and cost indices go down and good economic benefit obtained.
converter;splashing;lance position;process;optimization
10.3969/j.issn.1006-110X.2014.03.002
2014-01-10
2014-02-03
杨梅(1982—),女,工程师,主要从事冶金技术管理工作。
