纸张质量控制功能及其实现方式
2014-05-15钟益联
钟益联
(中国中轻国际工程有限公司,北京,100026)
·质量控制·
纸张质量控制功能及其实现方式
钟益联
(中国中轻国际工程有限公司,北京,100026)
介绍了纸张质量的纵向和横向基本控制功能,扼要介绍了横向执行器及其安装位置,提出由质量控制系统 (QCS)具有的控制功能转移到由造纸机本体控制系统 (MCS)来实现的发展趋势。关键词:控制功能;执行器;纸张质量控制系统;造纸机本体控制系统
纸张是纸厂的最终产品,定量和水分是表征其性质的基本参数和最重要的质量指标。此外,根据纸种的不同,纸张还包括灰分、厚度、光泽度、平滑度、白度、不透明度、匀度、色度、涂布量等质量指标。为使产品达到规定的质量与性能要求,造纸机需配置纸张质量控制系统 (QCS)。该系统不仅具有各种各样的纸张质量控制功能,而且将会配置不同的传感器,以适应纸张质量参数的检测与控制。无论在国内或国外,客户均以造纸机是否装备QCS作为产品订货的重要前提条件。
1 纸张质量控制功能
就造纸机自动化方面而言,纸张质量控制包括造纸机纵向 (MD)和造纸机横向 (CD)的检测与控制。下面简单介绍一般造纸机的纵向和横向基本控制功能。
1.1 造纸机纵向控制
造纸机纵向控制包括:QCS质量显示或报告软件;纵向定量、水分解耦控制;绝干量反馈控制;水分控制;网前箱浆网速比控制;烘缸蒸汽自动升降压控制;协调变换纸种控制;协调变换车速控制。
1.2 造纸机横向控制
造纸机横向控制包括:横向定量控制 (执行机构安装在唇板或稀释水管道上);横向水分控制 (执行机构安装在网部、压榨部、干燥部);横向厚度控制 (执行机构安装在压光机);横向整饰执行器 (执行机构安装在后干燥部);横向涂布量执行器 (执行机构安装在涂布机)。
2 横向执行器
2.1 横向定量 (weight)执行器
横向定量执行器主要包括唇板控制执行器和稀释水控制阀。
2.1.1 唇板控制执行器
唇板控制执行器安装在流浆箱的唇口处,通过调节唇板开度来控制纸张横幅定量,一般采用3点式调节方式,即在加大或缩小某一点唇板开度的同时必须相应调节相邻唇板开度[1]。某工程选用的唇板控制执行器如图1所示[2]。
由图1可知,该执行器主要由伺服电机、线性化装置、位置传感器组成。伺服电机控制执行器步进动作,能正转和反转。线性化装置圆筒内壁装有螺线环形齿轮,能将转动转化为直线上升和下降运动,从而实现对唇板开度的调节。该执行器一般带位置反馈LVDT(Linear Variable Differential Transformer)装置,该位置反馈分辨率达到0.2μm,操作员可监控执行器的精确定位。
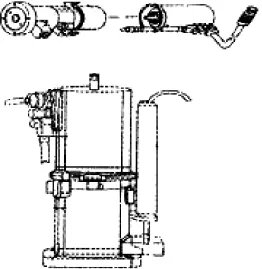
图1 唇板控制执行器结构图
2.1.2 稀释水控制阀
稀释水控制阀安装在水力式流浆箱稀释水管道上,通过调节分区稀释水 (一般为浓度约0.2%的白水)[3]用量来实现局部调节纸浆浓度。稀释水用量通过稀释水阀控制,阀门的开度根据调节点的定量标准偏差来确定。稀释水调浓技术创造性地提出了浓度调节的新概念,突破了传统的通过调节唇口弯曲变形来调节造纸机横幅定量差的方法。
实际工作中,流浆箱中的每个稀释水阀与扫描架中的每个单元都要一一对应,从而要求均对流浆箱的横向设备进行校正。上述校正是按“映射”原理进行的动态校正过程,即可把扫描架侧“元素集”看作流浆箱侧“元素集”的映射。影响该映射的因素主要有唇板宽度、稀释水阀间距、扫描架与两个纸边的距离、纸幅宽度、纸幅的抖动,特别是从网部到卷取的纸幅收缩率等[4]。
另外,由于稀释水阀的横向分区要比唇板的微调分区窄得多 (某纸机唇板执行机构间距为197 mm,而稀释水阀间距为64 mm),具有更好的横向浓度分布控制效果,因此在采用稀释水水力式流浆箱时通常很少采用唇板微调装置。
如某工程稀释水控制阀执行机构由专利协和齿轮、交流步进电机及精准位置反馈检测装置组成。稀释水系统执行机构完全智能化,与横幅稀释水系统接口柜之间是总线连接,带快速接头的总线和电源电缆是预制好的。执行机构可在高温、高湿和高压喷水环境下工作。该执行机构方便安装和容易整定。
流浆箱稀释水调节原理及特点可参考文献[5],其他各种结构形式的流浆箱及其控制在此不再赘述。
2.2 横向水分 (moisture)执行器
横向水分执行器主要包括安装在网部、压榨部的蒸汽式执行器,安装在干燥部的喷水式执行器和安装在后干燥部的蒸汽式执行器。
造纸过程中干燥部对能源的消耗较大。干燥部运行消耗的能源约占纸厂总能源消耗的55%[6]。众所周知,造纸过程中在上游工段进行脱水比在干燥部容易得多。因此,越来越多的造纸厂商将蒸汽箱安装在成形部和 (或)压榨部,作为一种提高干度和改善横幅分布的有效手段。获得一个优化的横幅水分分布曲线的实际意义远大于纯粹的水分控制本身,其对于纸张涂布、表面压光、卷取、复卷、包卷及切纸线等环节的操作效率和印刷环节运行性能等方面的改善均被业界所认同。安装在成形部和 (或)压榨部的蒸汽箱可以横向分段提高纸张中水的温度 (一般为20~40℃),降低水的黏性来改善压榨部的脱水性能。
工程上应用的某种蒸汽箱为一体化设计,在纸机方向设有3个区,中间喷汽区根据需要对纸张喷射蒸汽从而改变横幅水分分布,前后区主要防止中间喷汽区蒸汽的泄漏。中间喷汽区在横向设成若干间隔(如某蒸汽箱为152 mm),每一间隔设一个执行阀,执行阀的独特设计将精细调节的蒸汽喷至每一分区。
近几年,新型蒸汽箱问世并应用在工程上,其技术特点包括:扩散板的优化设计,新的蒸汽喷射系统和密封区提高了热传递效率;采用较低的蒸汽压力和蒸汽过热度;新一代设计无需预热区,提供更好的横幅调节性能和运行性能;电动执行机构提供100%线性移动,没有测量滞后。实际位置反馈和在线故障排除功能,检查时不必将蒸汽箱从纸机中取出[6]。
其他形式的蒸汽箱和安装在干燥部、后干燥部的横向水分执行器,在此不一一赘述。
2.3 横向厚度 (caliper)执行器
众所周知,压光的主要目的是获得光滑的印刷表面,但纸张厚度控制也是压光的重要作用之一。厚度控制可通过受控传热或感应方式加热或去热来调节压光辊的温度,改变该压光辊的局部直径,从而改变两个相接触压光辊的局部间隙。局部间隙改变,工作时其线压力亦会改变。简言之,横向厚度控制由压光机厚度控制辊局部直径的热胀冷缩来实现。
除传统压光机外,根据纸种及纸张性能要求不同,还有其他形式压光机在工程上得到应用,如超级压光机、带可控中高辊的软压光机等。软压光机采取热硬辊和弹性辊对纸幅进行压光,压辊有弹性,纸幅通过压区时可获得比较均衡的压力。软压光机的可控中高辊有两种形式:可控中高浮游辊和分区可控中高辊。分区可控中高辊大多用于大型或较大型高速现代化造纸机。根据纸张横向厚度分布,可采用横幅模糊控制算法,精细调节可控中高辊内分区液压压力变化来实现纸张横向厚度控制。其他形式的压光机厚度控制的工作原理和控制说明在此不再描述。配置这些设备的目的是控制纸张的厚度、改善纸张表面性能,以期获得纸张横向各种性能的均一性。
2.4 横向光泽度 (gloss)执行器
横向光泽度执行器安装在压光机上,一般适用于涂布印刷纸、涂布包装纸及超级压光纸。横向光泽度执行器的参考安装位置和系统图见图2。
横向光泽度控制要与QCS配合。图2中横向光泽度控制系统由纸张正面、反面横向执行器及其接口站组成。QCS光泽度传感器提供纸张正面或反面的测量信号,该信号经QCS处理变成数字分区控制设定点信号输入至执行器接口站微处理器,执行器接口站的分区输出信号送至执行器对应的分区控制阀,调节该阀开度从而实现精确的分区水蒸气流量控制。执行器的作用是受控喷射薄的均匀分散的水雾至纸张涂布表面,而纸张本身没有被加热。这种方法不会导致纸张厚度减少和由于热渗透引起纸张两面光泽度的相互影响。经受控喷雾湿润的纸张表面通过多辊压光后能改善纸幅光泽度性能。
某种光泽度执行器的主要数据为:横向控制区宽度75~150 mm;喷射蒸汽接近饱和蒸汽;喷射蒸汽压力0~0.1 MPa;喷射蒸汽流量0~37 kg/(h·m);装置距纸幅间距25~75 mm。
2.5 横向平滑度 (smoothness)执行器
横向平滑度执行器安装在压光机上,一般应用在机内压光印刷纸和超级压光纸。横向平滑度执行器的参考安装位置和系统图见图3。
横向平滑度控制也要与QCS配合。图3中横向平滑度控制系统由纸张正面、反面横向执行器及其接口站所组成。从图3可以看到,扫描架平滑度传感器、QCS柜、接口站、平滑度执行器构成平滑度控制回路。依据纸张应用性能要求,平滑度控制是压光前预先在纸张的表面由执行器受控喷射水蒸气,纸幅表面将被加热、湿润从而使纤维变得柔软。经过横向平滑度执行器后的纸张再通过压光机多辊压光,其效果是改善了纸幅横向和纵向的平滑度性能。
某种平滑度执行器的主要数据为:横向控制区宽度75~150 mm;喷射蒸汽接近饱和蒸汽;喷射蒸汽压力0~0.1 MPa;喷射蒸汽流量0~75 kg/(h·m);喷嘴距纸幅的距离3~13 mm。
利用执行器进行纸张横向控制的执行器参考位置见图4。
在此应该指出,各种各样的纸机,由于产品及其用途不同,纸张的应用性能指标不同,其横向执行器的配置也不同,故图4纸张横向控制执行器位置仅是作为参考或方便讨论之用。具体到每台纸机横向控制执行器的配置及其安装位置,要根据纸机及其所生产纸种的需要来确定。
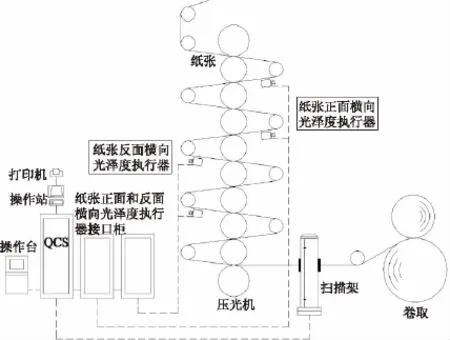
图2 纸张横向光泽度执行器安装位置和系统图
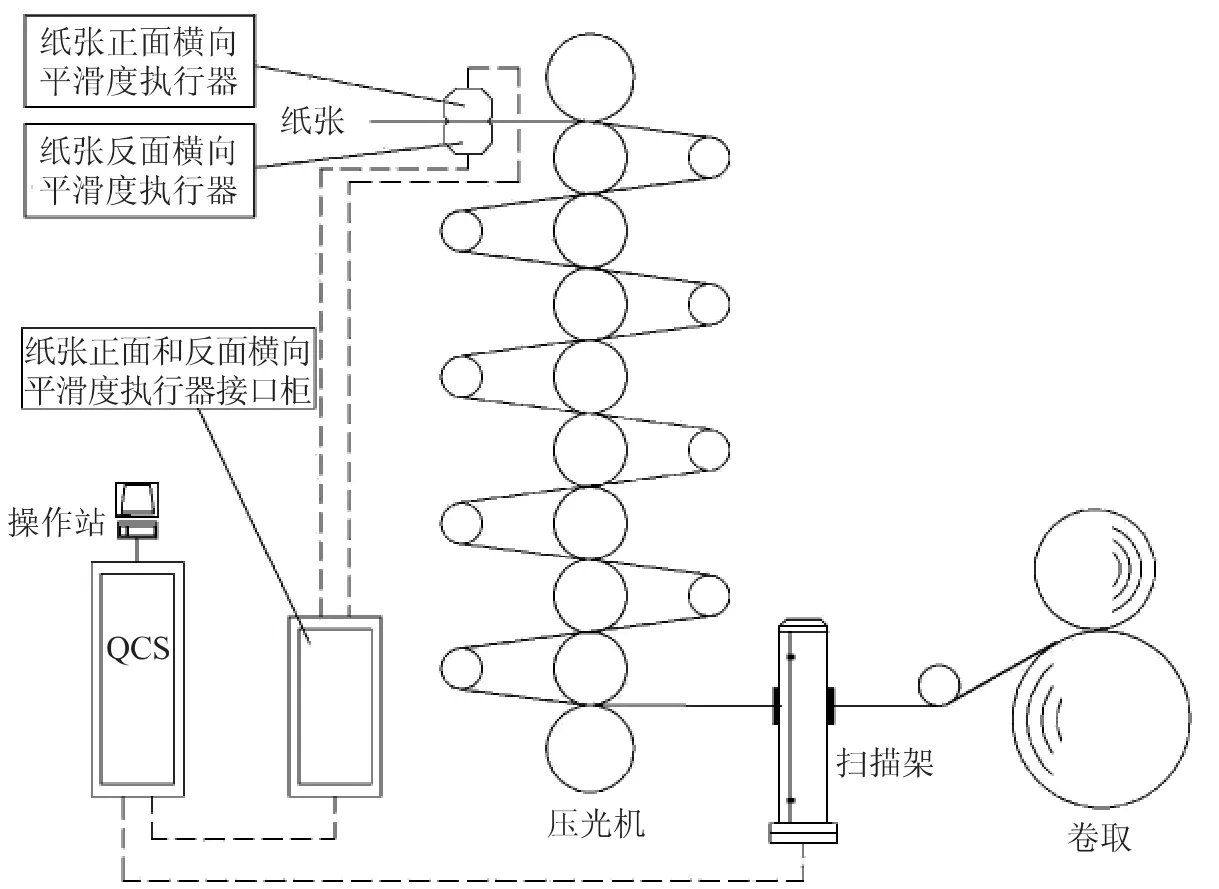
图3 纸张横向平滑度执行器安装位置和系统图
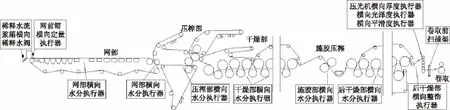
图4 纸张横向控制执行器位置图
3 造纸机纸张质量控制功能简述
3.1 定量、水分解耦控制
定量、水分解耦控制原理见图5。
一般来说,定量、水分传感器一起安装在扫描架上,其测量值反映纸张同一部位的状况。由于传感器测量原理及方法等原因,从扫描架检测出的定量、水分两个参数信号之间存在较为严重的关联,为得到真实、准确的定量、水分信号,以便于控制系统分别进行定量、水分控制,故需要对定量、水分两个参数进行解耦控制。解耦实际上是一种多变量的过程控制,其本质是设置一个计算网络,用它去抵消本来就存在于过程中的关联。解耦控制设计方法已有文献介绍 (如参考文献[7]等),此处不再赘述。
图5中,经过定量、水分解耦后得到的定量、水分信号分别作为纸浆流量、蒸汽压力 (内环)回路的外给定。内环与外环分别构成两个独立的定量、水分串级控制回路。
3.2 绝干量反馈控制
绝干量反馈控制原理见图6。
纵向定量控制执行机构通常为定量阀或者变频冲浆泵。当采用定量阀时,由QCS定量传感器检测定量,经过QCS控制定量阀开关来达到纵向定量控制的目的。定量阀通常由步进电机驱动,其特点是分辨率高、重现性高,可以实现阀门微小、精细的开度变化,且采用紧密与坚固的设计以满足恶劣环境下的使用。当定量控制采用变频冲浆泵时,QCS的输出则作为该冲浆泵变频器的外给定,通过冲浆泵的速度调节来稳定纸张的定量。
纸张的纵向定量实际上包括串级控制和前馈控制,定量控制本身采用的是增量控制方式,作为外环与成浆流量控制形成串级控制。当定量投入串级时,定量控制器的输出作为一对增量信号 (增加和减少)来改变流量设定值的大小,流量回路的调节输出也是一对增量信号来影响定量阀。
成浆浓度有独立的单回路控制,用以稳定成浆浓度,又作为定量的前馈控制来改变流量的设定值,如当浓度增加时,控制系统将根据浓度的变化量来减小流量的设定值,控制定量阀关小,以达到定量的稳定,而不是等定量发生变化后再来控制上浆流量。
影响纵向定量控制的主要因素除上浆流量、成浆浓度波动外,还与纸机填料、留着率、压头、车速和纸张水分有关。
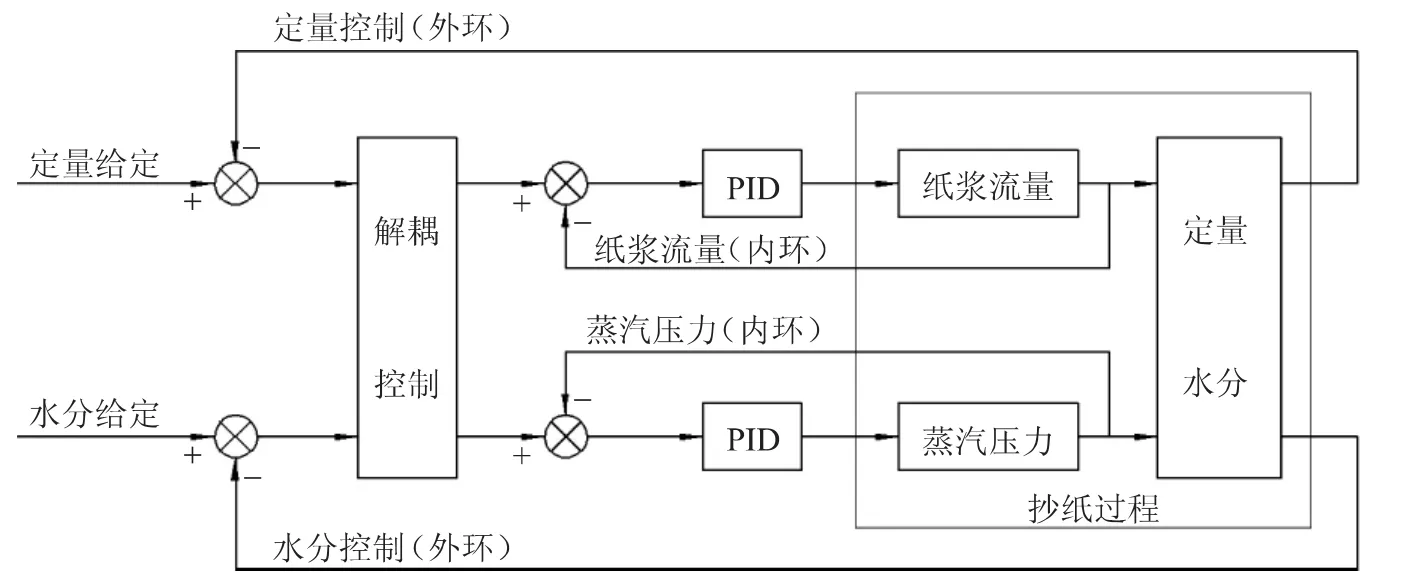
图5 定量、水分解耦控制原理方框图
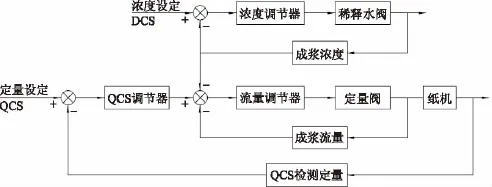
图6 绝干量反馈控制原理图
另外,对于纸张主要性能参数为典型被控对象纯滞后且时间较长的特点,国内外许多文献对纯滞后补偿的控制算法已做了详细介绍,在此不再赘述。
3.3 水分控制
纸张纵向水分控制通过对干燥部蒸汽压力 (即温度)的控制来实现。水分控制原理可参考图5中的蒸汽压力和QCS水分控制回路。如前所述,蒸汽压力 (内环)回路与QCS水分控制回路 (外环)构成水分串级控制。一般而言,纸张水分控制的技术要点一是烘缸组差压的分程控制和调节阀的正确选择,二是暖缸升温的设定和QCS、断纸、自动或手动的设定。为明确起见,各种信号设定如图7所示。
图7中,有关模块控制功能为:PY1、PY2为低值选择器,对供汽PC回路的调节器输出与烘缸预热升温输出作低值选择;PY3、PY4为比例设定器,根据纸张温度曲线设置两烘缸组之间的压差;HC03模块实现断纸时“烘缸蒸汽自动升降压控制”的功能,详见本文3.5节描述;当纸机正常运行时,HC01模块为QCS水分信号输出,作为整个蒸汽冷凝水系统各烘缸组供汽压力回路的外给定;HC02模块为手动或自动操作切换功能。
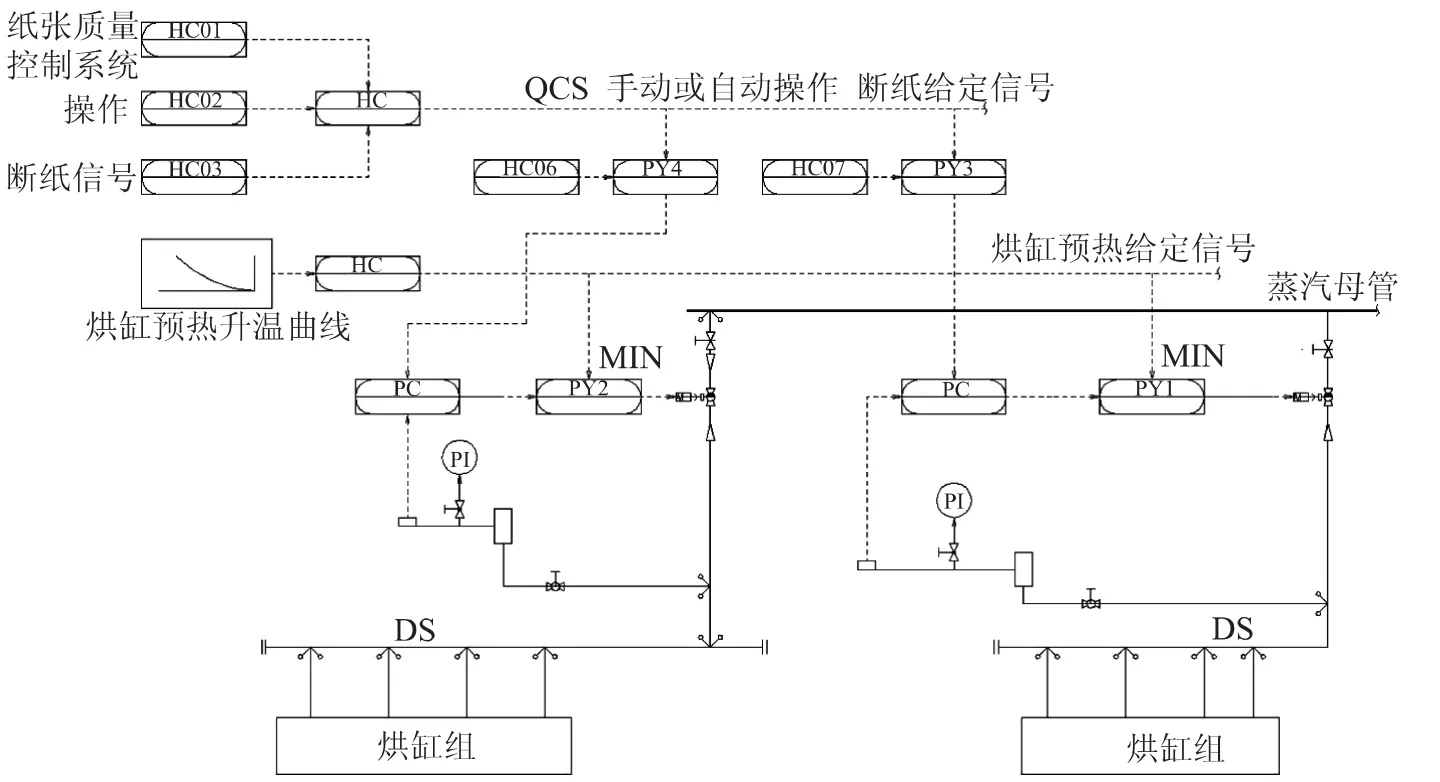
图7 纸张水分控制信号给定原理图
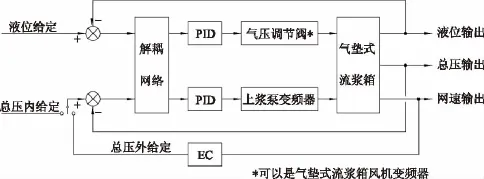
图8 气垫式流浆箱控制原理图
3.4 流浆箱浆网速比控制
流浆箱浆网速比控制见图8。
气垫式流浆箱的主要控制参数是总压和浆位。控制总压是为了保证稳定的浆网速比以获得均匀的纸张成形和定量分布,而控制浆位是为了限制流浆箱内纤维的絮聚。总压和浆位的控制存在一定的关联影响。压力式流浆箱的喷浆压力与其液位和气垫压力相关,且液位和气垫压力是互有耦合。为获得较理想的控制效果,对液位和气垫压力要解耦,其解耦方法有:采用不变性原理的经典解耦控制算法[8]、自适应解耦算法、仿人智能解耦算法、神经网络解耦算法、模糊解耦算法[3]。若需深入了解各种解耦算法及其技术特点,可参考文献[3]、[8]或其他国内外有关文献介绍。
3.5 烘缸蒸汽自动升降压控制
蒸汽自动升降压控制是指纸机在运行过程中突发事件 (如断纸等)时对烘缸蒸汽压力加以控制以防止烘缸内积水或过热。当事件发生时烘缸主蒸汽压力将自动下降到一个预先设定的设定值,该设定值可以是烘缸蒸汽正常压力的一个百分数,经过一定延时后,若事件尚未解除,烘缸主蒸汽压力再次下降到另一预先设定的设定值。当事件消除后烘缸主蒸汽压力将按预先设定斜率自动恢复到正常的烘缸蒸汽压力。操作或技术人员可根据需要设定每个被控阶段的变化幅度、延时时间、坡变速度和分段数。蒸汽自动升降压控制原理参考图见图9。
图9是烘缸主蒸汽压力回路在断纸时压力随时间变化的升降压曲线图,其他烘缸组供汽压力跟随主蒸汽压力同时一起变化 (实际上是“按比例”同时给定与跟踪)。烘缸蒸汽自动升降压控制有助于缩短事件动作时间快速恢复产品生产。当事件发生时,可以采用蒸汽自动升降压控制方式,亦可切换到手动操作方式。
3.6 协调变换纸种控制
协调变换纸种控制是调整纸机从一个纸种生产变换到另一个纸种,同时减少纸张质量变化和耗用较少时间。当某个纸种被选择并运行后,计算机从其内存纸种列表中给出设定点建议,这些数值可以是纸种标准值,或是以前运行过纸种所形成的历史数值。在自动变换纸种控制画面上可以显示所有目标值列表,包括设定点、测量和控制状态。
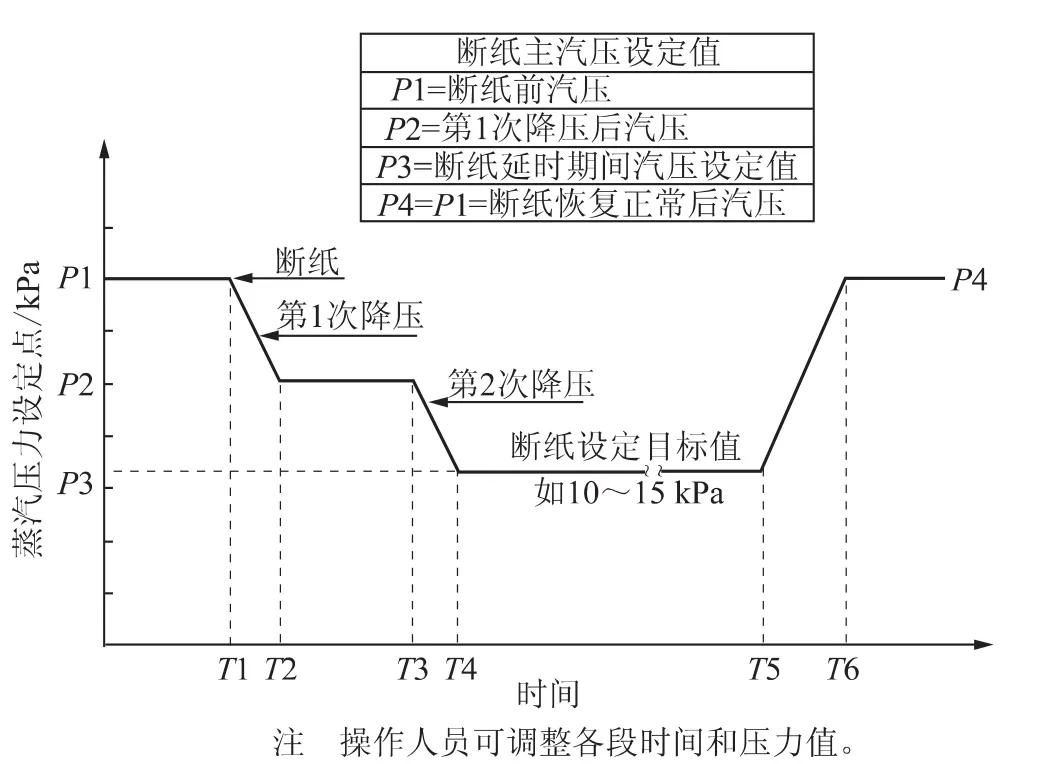
图9 蒸汽自动升降压控制原理参考图
操作或技术人员可以自由修改系统提供的目标值,以适应纸机当前的运行情况并提供条件。同样,系统也提出一些计算信息作为操作或技术人员做出决策的支持。
控制系统为所有控制变量均按顺序设定曲线。自动变换纸种能监控参数曲线的进程。当然,一些变量脱离控制或产生故障时,其进程可以暂停或自动中断。
关键变量趋势显示页面上可以监控其变化进程。
协调变换纸种控制系统特点:利用系统内“配方”特点,任一纸种标准或历史值都储存在纸种列表里;当下一个纸种被选择时,系统会从纸种列表中给出目标;在启动纸种变换前,操作或技术人员可以调整该建议目标;纸种变换所需的时间和变换过程被显示;监视、显示特点:提供某个纸种变化的进程信息和储存结果待稍后分析;自动变换纸种控制配备完整的工具,用于微调、维修和故障处理;控制软件包通过控制系统标准工程工具组态。
3.7 协调变换车速控制
对于造纸机而言,车速是主要操作参数。改变车速会使多数回路出现扰动从而要求系统做出迅速反应。其典型的调节变量为浆量、流浆箱压力和蒸汽压力,有时也包括填料流量和助留剂流量。
如要增加车速,维持定量恒定就要增加浆量。网速开始增加的同时,从流浆箱喷出来的浆料量也要增加。增加的浆料量进入干燥部也要求提高蒸发能力以去除多余的水分。同样,网速变化亦影响总压头的设定点。鉴于生产过程的滞后带来变量变化 (当这些参数影响纸张时),这些变量在不同的时间需要调节以响应车速的改变。
协调速度变换使用预先确定的设定路径。当激活协调速度变换时,将对设定路径数据进行计算从而建立起设定路径目标,并读取数据存入多变量预估控制器MPC(Multivariable Predictive Controller)优化。在工艺运行模式和操作变量设定路径的基础上,MPC控制器在考虑所有过程的交互作用后同步调整所有操作参数,并寻找更好的组合方式改进所有操作变量,以按设定点驱动耦合过程输出。
4 控制功能实现方式
一般而言,纸张质量的纵向、横向控制功能原来是由QCS实现的。QCS供货商已开发出较为成熟的应用控制软件,且有许多令人信服的成功应用实例。经过QCS供货商一定时间培训,用户有关专业技术人员对QCS传感器的测量原理及其基本控制操作方法也能有较深入的了解,操作或技术人员对QCS系统显示、操作也基本掌握。但是,近10年来,纸张质量控制功能实现方式有所改变,或许此种应用方式愈来愈多,并将成为以后的应用趋势。纸张质量控制功能不再仅由QCS实现,而是由造纸机供货商随设备提供的造纸机本体控制系统 (MCS)实现,且在某些技术层面有所创新和发展。这是因为:①QCS控制技术已成熟并被造纸机供货商掌握;②QCS控制功能与MCS、造纸机本体设备,特别与有些横向控制装置紧密相关,因而QCS控制功能在MCS实现也许较为有利;③造纸机供货商对纸张产品性能指标的担保更易把握和实施;④知名造纸机供货商通过企业兼并、战略合作与共同研发可以制造自己品牌的扫描架和水分、定量等传感器;⑤造纸机供货商因市场竞争需要必须及时进行技术创新,以加强核心竞争力,保护自己的技术秘密和知识产权;⑥造纸机供货商经济利益原因。
下面列出某造纸机供货商纸张质量控制功能在MCS上实现的实用案例 (综合2家供货商的工程供货合同列出)。该应用案例中造纸机车速2000 m/min,卷取幅宽9800 mm,年产40万t新闻纸,定量42~52 g/m2。
MCS具备的纸张质量纵向控制包括:纸张质量报告软件;纵向定量和水分解耦及其控制;绝干浆量反馈控制;灰分、白水浓度 (留着率)控制;流浆箱浆网速比控制;烘缸蒸汽自动升降压控制;协调变换纸种控制;协调变换车速控制。纸张质量横向控制包括:位于流送部流浆箱的横向稀释水定量控制;位于压榨部蒸汽箱横向水分控制;位于烘缸部加湿箱的横向水分控制;位于压光机压光辊 (分区可控中高辊)的横向厚度控制。
5 结语
世界知名造纸机供货商现已具备提供成套质量控制系统 (QCS)的硬件和应用软件,包括有关纵向、横向控制设备 (有的为第三方配套设备),并且纳入其造纸机本体控制系统 (MCS)的供货范围。根据我国工业和信息化部2011年12月发布的《“十二五”产业技术创新规划》重点领域技术发展方向中的设备制造业条文,已经制定了轻工业要“重点开发大幅宽、高车速造纸成套技术与设备……”的目标。又根据国家发改委2007年10月发布的《造纸产业发展政策》第二十一条制浆造纸装备研发的要求,应及时追踪MCS配置纸张质量控制功能的技术动向和发展趋势,自主研发纸张质量控制功能,或与国内外QCS供货商进行战略合作,把其成熟实用、技术先进的纸张质量控制功能植入自主制造的造纸机MCS中,以提升造纸机装备的技术水平,提高装备的关键核心技术竞争力和成套能力,满足用户对大型高速现代化造纸机的需求。
此外还应特别指出,当用户单独要求外购 (包括国内和国外)扫描架及必要的纸张质量测量传感器来装备自行开发的造纸机或配备自己工程项目造纸机时,要提出造纸机MCS对传感器的信号技术要求。譬如,对于扫描架主要输出的定量、水分信号,要求其输出必须是原始且未经过滤的横幅绝干定量测量信号和横幅水分测量信号,其数据盒的数目起码要大于或等于3倍的横向执行机构个数。在自行开发造纸机MCS的纸张质量控制功能时,要赋予该控制功能的系统名字和系列号,以确立自己的知识产权利于参与工程项目造纸机设备的投标竞争。
[1] ZHANG Jian-zhi.Optimized Selection and Engineering Design of the Modern High-Speed Newsprint Paper Machine[J].China Pulp&Paper,2006,25(3):33.
张建志.现代高速新闻纸纸机的优化选型及其工程设计[J].中国造纸,2006,25(3):33.
[2] HUANG Chun-yu.The Auto-control of Paper BasisWeight in CD[J].China Pulp&Paper,2004,23(1):57.
黄春雨.纸张横向定量的自动控制[J].中国造纸,2004,23 (1):57.
[3] TANG Wei,WANG Mengxiao,LIMinghui,et al.The Advanced Control Strategies and Decoupling Algorighms of Headbox[J].Transactions of China Pulp and Paper,2006,21(1):113.
汤 伟,王孟效,李明辉,等.流浆箱先进控制策略及解耦控制算法[J].中国造纸学报,2006,21(1):113.
[4] QIN Jian.The Application and Control of the MasterJet-G Headbox in High Speed Newsprint Machine[J].China Pulp&Paper,2004,23 (12):34.
秦 健.Master Jet2G流浆箱在高速新闻纸机上的应用[J].中国造纸,2004,23(12):34.
[5] YANG Xu,CHEN Ke-fu.Cross-machine BasisWeight Profile Variation and the Characters of Dilution Water Control[J].China Pulp&Paper,2010,29(5):17.
杨 旭,陈克复.流浆箱稀释水调节原理及特点初探[J].中国造纸,2010,29(5):17.
[6] 竺 宁,张见风.蒸汽箱技术最近的创新[C]//自动化技术汇编,Metso,2009.
[7] LIMing-hui,LIYan.Decoupling and Time-delay Control Strategy of BasisWeightand Moisture ContentMeasurement in Papermaking[J].Transactions of China Pulp and Paper,2007,22(4):92.
李明辉,李 艳.纸张定量水分解耦及滞后控制策略的研究[J].中国造纸学报,2007,22(4):92.
[8] WANG Hui,LIPing,SUN Youxian.Decoupling Control of a Experimental Air-cushion Headbox[J].Transactions of China Pulp and Paper,1993,8:52.
王 慧,李 平,孙优贤.气垫式流浆箱实验装置的解藕控制研究[J].中国造纸学报,1 9 9 3,8:5 2.
(责任编辑:刘振华)
W eb Quality Control Function and Its Im plementation
ZHONG Yi-lian
(China BCEL International Engineering Co.,Ltd.,Beijing,100026)
(E-mail:zhongyl@bcel-cn.com)
The MD&CD basic control functions ofweb quality controlwere introduced,the CD actuator and its location were briefly introduces.The development trend from QCS to MCS for the QCS control function was proposed by the authors.
control function;actuator;QCS;MCS
钟益联先生,教授级高级工程师;主要从事制浆造纸及碱回收、自备热电站、废水处理工程的过程控制及仪表的咨询、设计工作。
TS736
A
0254-508X(2014)03-0044-07
2013-12-08(修改稿)