国产造纸机用中高精度定量阀的研制
2014-05-15博汤伟刘庆立王
王 博汤 伟刘庆立王 樨
(1.陕西科技大学轻工与能源学院,陕西西安,710021; 2.陕西科技大学工业自动化研究所,陕西西安,710021)
·定量阀·
国产造纸机用中高精度定量阀的研制
王 博1,2汤 伟1,2刘庆立1,2王 樨2
(1.陕西科技大学轻工与能源学院,陕西西安,710021; 2.陕西科技大学工业自动化研究所,陕西西安,710021)
针对目前国内造纸机所使用的国外高精度定量阀价格高,国内定量阀精度低、难以满足定量控制要求的现状,在研究国外产品技术优点的基础上研发了中高精度定量阀。详细阐述了执行器和控制器的结构设计。研发的定量阀经测试具有4000步精度,该定量阀已在浙江富阳某造纸机上应用,取得了良好的控制效果和经济效益。
高精度定量阀;电动调节阀;步进电机;造纸机定量控制
定量是纸张抄造过程中的重要参数,常采用定量阀调节上网绝干浆量的方法来实现定量控制[1-2],即在浆浓稳定的前提下,通过调节中浓浆流量来控制成纸定量。对于车速低于450 m/min的低速造纸机,流送部多配置高位箱,定量调节全靠安装在高位箱出口处的高精度定量阀 (流量阀)来实现 (如图1所示[3]),定量调节精度主要取决于定量阀本身的精度。由于国产定量阀精度较低,一般精度只有100步左右,难以满足定量调节的要求,所以定量控制常采用Metso和BTG等公司生产的高精度定量阀,一般精度为15000~20000步。但该类产品价格十分昂贵,一般每台售价15万~20万元。
对于车速大于450 m/min的中高速造纸机,通常采用变频器调节上浆泵转速 (如图2所示),即变频器精调和定量阀粗调的方式调节成纸定量。实践表明,精度为2000~5000步的定量阀便能够满足定量调节的需求[4]。这种精度的定量阀尚属空缺,国外罕见,国内也难以找到。因此,研制精度为2000~5000步的中高精度定量阀,满足车速大于450 m/min的中高速造纸机定量控制的要求,具有广阔的市场前景。
1 国外先进技术的消化吸收
1.1 国外高精度定量阀的技术特点
国外高精度定量阀主要为Metso、BTG及Rotork等公司的产品[5],其中以Metso的Neles ACE定量阀为代表。以国外某型号定量阀为例说明它的原理,该系统由V型或R型调节球阀、1个执行器和1个控制单元构成。在执行器中,通过高分辨率的步进电机和精密减速器将旋转运动传递到阀芯,以实现阀芯位置的精密调节;阀门的全开位置检测和全关位置检测由限位开关实现;使用精密电位器实时检测和反馈阀门开度信息。控制单元接收定量控制系统发来的数字量控制信号自动调节阀门开度,也可通过手动开度调节,其阀门的机械结构如图3所示[6]。
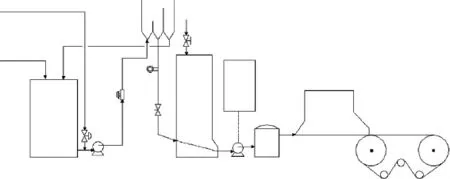
图1 定量阀在带有高位箱纸机上的应用
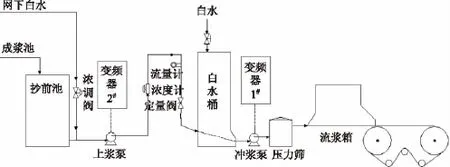
图2 上浆泵变频供浆
执行器中精密减速器的减速比为1∶141,执行器的输出转角范围是0~90°,步进电机的转角范围为32.25圈。驱动阀门的步进电机内部连接为四线两相模式,步进电机阀门在不细分的情况下,步距角为1.8°,旋转一整圈需要200个脉冲,阀门从全开到全关需要7050个脉冲;阀门通常在2细分条件下工作,步距角为0.9°,阀门从全开到全关需要14100个脉冲;如果阀门在4细分条件下工作,步距角为0.45°,阀门从全开到全关需要28200个脉冲。
研究发现,定量阀通常由3部分构成:执行器、控制器以及连接执行器上的球形调节阀。其中球形调节阀多为外购件,核心技术是控制器和执行器。执行器的核心技术是采用步进电机驱动,经过精密减速器减速增力后带动调节阀旋转进行流量调节;执行器使用精密角位移传感器检测反馈阀位,同时还具有精密的全开及全关位置检测机构;为了避免阀门过度旋转,通常设置机械限位装置。控制器是执行器与上位控制系统联系的桥梁,接收上位系统发送的开阀与关阀信号,控制阀门产生精准的转角,将阀位检测机构的电压信号转换为实际开度供现场显示及远传。
1.2 中高精度定量阀的研制方案
在研究国外产品技术特点的基础上,针对造纸机定量调节的特点,结合现有机械设计和制造的水平,定量阀精度定位在2000~5000步之间,造价定位在国外产品的1/3~1/2之间,因此需要自主研发执行器和控制器。执行器由驱动装置和检测反馈装置构成,驱动装置采用步进电机加精密行星减速器减速增力,使用高刚性联轴器将动力传送至调节阀的阀杆,带动阀芯转动。检测反馈装置包括阀位反馈、全开全关反馈、超程保护等部件。控制器由阀门动作控制单元和步进电机驱动器组成,鉴于国外产品大批量系列化生产,常采用专用的控制芯片进行控制,技术壁垒高,难以逾越。在分析定量阀的动作要求后,发现使用现有的可编程逻辑控制器 (PLC)通过编程即可实现控制功能,因此选用在造纸行业广泛使用的Siemens系列的S7-200 PLC作为主控单元,承担阀门执行器和上位控制系统的桥梁作用[7-8]。本课题设计的定量阀系统结构如图4所示。

图3 国外某智能高精度定量阀执行器机械结构
图4 高精度定量阀结构示意图
2 定量阀设计
2.1 执行器设计
执行器由步进电机驱动,步进电机的输出轴伸入精密减速机传动,经过减速增力将旋转运动传递到阀杆,使阀杆产生0~90°的转角,步进电机后输出轴的另一端连接盘车手轮,便于在检修、停电状况下使用手摇开关阀。与减速器连接的是上联轴器,与上联轴器连接的是减速器的传动轴,传动轴上安装与其同步转动的摆臂,传动轴外部设有全开位置检测开关、全关位置检测开关、正向超程保护开关、反向超程保护开关,其中全开位置检测开关和全关位置检测开关为光电开关,二者的光轴间隔为90°,正向超程保护开关和反向超程保护开关为机械行程开关。执行器内安装有精密角位移传感器,将阀位变换成0~10 V的电压信号传递到PLC。本课题研制的中高精度定量阀的执行器机械结构和三维造型如图5所示。
为防止阀门在电气失灵的情况下过度旋转损坏阀芯和密封装置,设置了机械限位装置。该装置包括连接在传动轴上的限位块,固定在安装板上的开限位螺栓和关限位螺栓,通过调节螺栓拧入的深度能够调整限位的作用点,限位块异形轮廓线和传动轴同步转动。图6(a)为阀门全关位置限位示意图,若阀门继续向关的方向旋转,限位块的关轮廓线会碰到关限位螺栓,阻止阀门的继续转动。图6(b)为阀门全开位置限位示意图,若阀门继续向开的方向旋转,限位块的开轮廓线会碰到开限位螺栓,阻止阀门的继续转动。
2.2 控制器设计
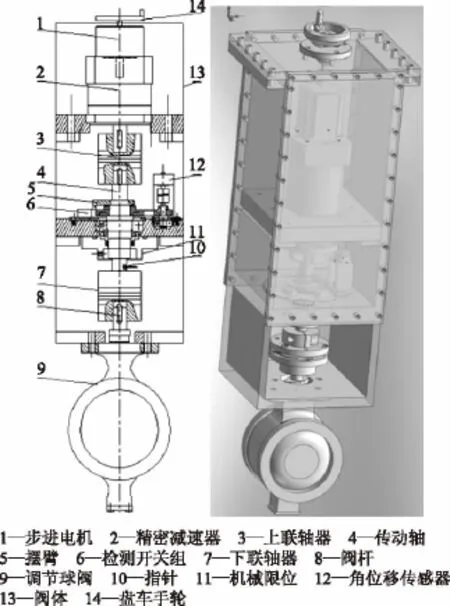
图5 中高精度定量阀的执行器机械结构及三维视图
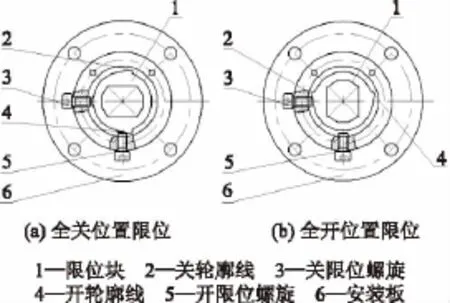
图6 全开和全关位置限位示意图
与国外产品大批量系列化的专用控制单元不同,本课题为了缩短研发周期,选用通用的控制单元PLC作为控制主机,与步进电机配套的步进驱动器安装在一个防护等级较高的控制箱内。控制箱面板上装有数显测控仪显示现场阀位,控制箱的三维透视图及面板布置如图7所示。使用0~10 kΩ精密角位移传感器检测阀位,变送成0~10 V范围内的模拟电压信号送入PLC模拟量模块的AI通道,由PLC程序将其变换成数字信号,经网络发送至DCS控制系统,同时经过D/A转换,将阀门开度变换为模拟量信号,再经模拟量模块的输出通道传送至数显测控仪,指示现场阀位。使用PLC的高速脉冲输出端口控制步进电机驱动器,驱动阀门产生相应角度的转动。
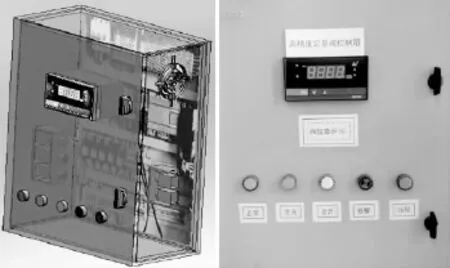
图7 高精度定量阀控制箱三维透视图及面板布置
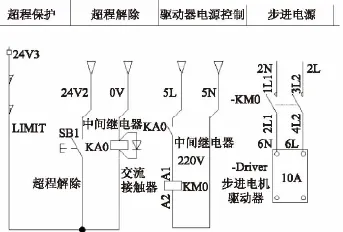
图8 超程保护电路原理图
与机械限位对应,阀门还具有电气限位保护电路,如图8所示。24 V控制电源的一端通过正向超程保护开关和反向超程保护开关的常闭触点与控制器中的一个中间继电器的线圈一端连接,中间继电器的一对常开触点连接在步进电机驱动器供电的接触器线圈上。在旋转过程中摆臂,若碰下正向超程行程开关和反向超程行程开关之一,行程开关的常闭触点断开,则切断中间继电器的电源,中间继电器断开;中间继电器的一对常开触点断开,则断开交流接触器线圈的电源,交流接触器断开后切断步进驱动器电源,步进电机则不能继续转动,防止了阀芯的过度旋转。为便于操作,设置了超程解除功能,控制器内安装有超程解除按钮,超程解除按钮的一端连接24 V电源正极,另一端直接跨过正向超程行程开关和反向超程行程开关的常闭触点连接到中间继电器线圈的一端,如果阀门发生了超程断电,则按下超程解除按钮,接通24 V电源,中间继电器线圈导通,使步进电机驱动器的电源接通,手动进行反向运动,解除电气超程保护。
定量阀的关键技术指标是阀芯按照驱动电平的时间信号产生严格同步的转角,设计阀门从全开到全关的操作时间为200 s,在程序上将发送控制脉冲个数对应的阀门理论转角和由精密电位器反馈测得的阀位进行比较。如果长期运行误差在2%以内,则在数显测控仪上正常显示阀门开度;若误差超过限度,则启动报警,提示维护人员查看阀门是否有卡滞故障。
定量阀的传统控制方式是使用电缆连接DCS系统和阀门控制器,电缆较多,在阀门开关频率高的情况下易出现各种干扰,设备维护也相对复杂。为了解决这一问题,本课题组将控制器赋予了智能化通信控制的功能。将定量阀控制箱接入Profibus网络,使用分布式网络进行组态和监控,网络结构如图9所示。在控制阀门的PLC上加挂EM277 Profibus通信模块,作为从站加挂在总线上通过网络进行控制。控制主机CPU315-2DP作为主站,通过DP接口与两台高精度定量阀通信,将阀门控制器配置为从站,接收主站的开阀、关阀信号,并将阀门的信息如阀位、报警信息发送至主站,组态监控的工控机也挂在DP网络上进行整个工段的监控[9-10]。
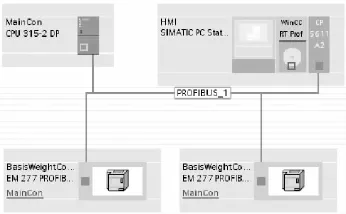
图9 网络控制定量阀示意图
本课题研制的定量阀控制器能够采用时间控制模式和脉冲控制模式。在时间控制模式下,控制器接受控制系统发来的开阀电平信号和关阀电平信号,阀门开度的变化正比于开阀或关阀信号作用的时间长短,在西门子控制系统中与程序块FB42配合使用;脉冲控制模式是控制器直接接受过程控制系统发来的正转脉冲信号和反转脉冲信号,与程序块FB43配合使用[11]。目前在定量控制过程中,多采用时间控制模式,阀门在工作时从全开到全关需要4000个脉冲,执行时间为200 s,脉冲频率为20 Hz,Profibus-DP总线通信速率设定为1.5 Mbps,通信速率远高于脉冲频率,控制阀门的从站能够完全接收控制信号而不会出现脉冲丢失。测试时将阀门调在全关位置,发送4000个宽度为50 ms的开阀控制脉冲,阀门达到全开位置;然后,再发送4000个宽度为50 ms关阀控制脉冲,阀门达到全关位置,重复100次,持续12 h,通过编程计量脉冲数反算得到的阀位与精密角位移传感器测的阀位并无明显差异,误差在2%以内,而且步进电机表面温度也在许可范围之内。综合各种测试指标,研制的定量阀性能达到了预期的目标。
3 结语
本课题设计制造的中高精度定量阀已在浙江富阳某纸板生产线上应用,生产的纸张定量满足工艺设计要求,证明定量阀的最初设计能满足使用要求,综合考虑机械加工精度水平确定的4000步精度能够满足定量调节要求,现正进入推广应用阶段。定量阀的传统控制方式为电缆连接,现改为网络总线控制,减少了电缆的连接数量,降低了故障率,提高了控制系统的可靠性。可预见网络化和总线化控制的智能高精度定量阀将成为主流。
[1] Guo Yafei,TangWei,Wang Mengxiao,etal.Research on Cross-Directional Control of Dilution Water Headbox and Its Algorithm[J].Computer Measurement&Control,2013,175(4):945.
郭雅飞,汤 伟,王孟效,等.稀释水流浆箱的横向定量控制及其算法探究[J].计算机测量与控制,2013,175(4):945.
[2] TANGWei,WANG Meng-xiao,CHEN Yu-zhong,Rebuilding of an Imported QCS[J].China Pulp&Paper,2004,23(7):29.
汤 伟,王孟效,陈玉钟.一种进口QCS的改造实现[J].中国造纸,2004,23(7):29.
[3] Tang Wei,Wang Mengxiao,Chen Yuzhong,A DCS for Basis Weight Moisture Control of Three-layered Fourdrinier Board-paper Machine[J].Control and Instruments in Chemical Industry,2004,31(5):17.
汤 伟,王孟效,陈玉钟.一种三叠长网板纸机的定量水分DCS[J].化工自动化及仪表,2004,31(5):17.
[4] Tang Wei,Wang Xi,Guan Feng,et al.A complete level control scheme for air-cushioned headbox[J].China Pulp&Paper Industry,2009,30(22):84.
汤 伟,王 樨,关 峰,等.气垫式流浆箱完整控制方案[J].中华纸业,2009,30(22):84.
[5] BTG Sector.VBW-1100 BasisWeight Valve[R].Germany,2011.BTG集团.VBW-1110定量阀产品介绍[R].德国,2011.
[6] Metso Automation Neles Valve Company.NelesACETMBasis Weight Control Unit Installation,Maintenance and Operating Instructions[R].Finland,2013.
美卓自动化·耐莱斯阀门公司.NelesACETM定量控制单元安装、维护及操作说明[R].芬兰,2013.
[7] Liu Zhuhong.Basis Weight Valve:CN,ZL200620130207.1[P].2007-11-07.
刘铸红.定量阀:中国,ZL200620130207.1[P].2007-11-7.
[8] Wang Min.Application&Localized Modification Basis Weight Control Unit of Paper Machine[J].East China Pulp&Paper Industry.,2011,42(5):17.
王 敏.纸机定量阀电子控制单元的国产化改造及应用[J].华东纸业,2011,42(5):17.
[9] Meng Dezhi,TangWei,Hu Lianhua.The QCSSystem for Board-Paper-Making Machine[J].Techniques of Automation&Applications,2009,28(4):58.
孟德志,汤 伟,胡连华.板纸机定量水分控制系统解决方案设计[J].自动化技术与应用,2009,28(4):58.
[10] DING Zhi-liang,TANGWei,HU Lian-hua,et al.SIMATIC S7-300 PLC Based QCSDesign for Medium and Small Size Paperboard Machines[J].China Pulp&Paper,2008,27(12):46.
丁智亮,汤 伟,胡连华,等.基于S7-300的中小型纸板机QCS系统的设计[J].中国造纸,2008,27(12):46.
[11] Siemens Industry Sector.Application of the SFB41/FB41,SFB42/ FB42,SFB43/FB43 in STEP7 Getting-Started[R].Germany,2004.5.
西门子工业集团.STEP7中SFB41/FB41,SFB42/FB42,SFB43/ FB 4 3的应用指南[R].德国,2 0 0 4.5.
(责任编辑:董凤霞)
Research and Development of M edium H igh-precision Quantitative Valve for BasisW eight Control of Paper M achine
WANG Bo1,2,*TANGWei1,2LIU Qing-li1,2WANG Xi2
(1.Faculty of Light Industry&Energy of Shaanxi University of Science&Technology,Xi'an,Shaanxi Province,710021; 2.Industrial Automation Institute of Shaanxi University of Science&Technology,Xi'an,Shaanxi Province,710021)
(*E-mail:fixany@126.com)
Aiming at the present status that the high precision valves imported from abroad are expensive,while the domestic products are difficult tomeet the control requirements because of the low precision,a design scheme ofmedium high-precision quantitative valve for basis weight control of papermachine was proposed in this paper.This paper expounded the designs of actuator,controller,mechanical position limitation device,electrical position limits circuit&control bus network.The test result showed that the developed valve reached to a running accuracy of4000 steps.The product developed has been using in a papermachine in Fuyang City,Zhejiang province and satisfactory control performance and economic benefit are obtained.
high precision quantitative valve;electrical valve;steppingmotor;basisweight control of papermachine
王 博先生,在读博士研究生;主要研究方向:光机电一体化产品研制。
TH137.52+2
A
0254-508X(2014)03-0039-05
2013-08-06(修改稿)
国家国际科技合作计划 (项目编号:2010DFB43660);陕西省科技统筹计划 (项目编号:2012KTCQ01-19);西安市未央区科技项目 (项目编号:201311);陕西科技大学校科研基金(项目编号:ZX11-25);温州市对外科技合作交流科技计划 (项目编号:H20100097)。