孔深定位装置
2014-05-14北京南车时代机车车辆机械有限公司102249徐长臣
金属加工(冷加工) 2014年1期
北京南车时代机车车辆机械有限公司(102249) 杨 洋 徐长臣
在孔的钻削加工中,除了对孔的直径大小有严格要求以外,很多孔对其深度也有要求,如盲孔、台阶孔;对其开口大小也有要求,如圆锥孔(如果保证钻削的锥度尺寸,实际上可以通过控制孔的深度来满足开口尺寸要求)。目前国内机械加工中对这些孔的加工仍然使用一些标准的埋头钻或锪钻,没有灵活、简单的限位或测量装置,很难保证孔深度的公差要求。只能依靠操作人员的经验去控制和测量孔深,费时费力,效率低且容易造成废品。
1.孔深定位装置的设计
孔深定位装置的结构如图1所示。孔深定位装置由定位套与轴承内圈相配合,联接套与轴承外圈相配合,最后通过压紧螺钉压紧钻头,使整个装置可随钻头一起旋转。
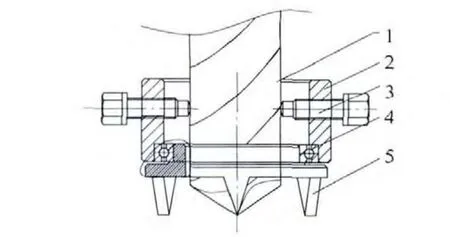
图1
2.工作原理
按图1装配好孔深定位装置后,松开压紧螺钉,使用标准量块调节好钻头与定位套的三爪之间的尺寸,拧紧压紧螺钉。在进行钻削工作时,当钻头钻削到预先测量设定的深度时,由于钻头在钻进方向受到定位套的限制,无法继续向下钻削,从而保证了孔深度的公差要求。
调整钻头与定位套三爪之间的定位尺寸(见图2),工作过程如图3所示。
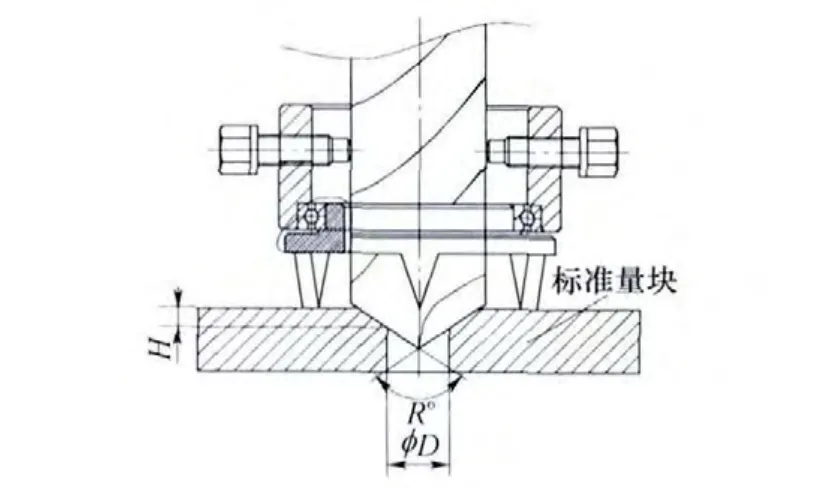
图2
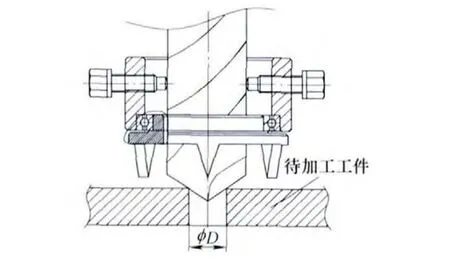
图3
3.孔深定位装置在设计中的注意点
(1)联接套的内孔直径应大于联接轴承的内圈的外径,便于轴承的拆卸。
(2)定位套与轴承端面应有间隙或者留有拆卸轴承的工艺槽、孔,便于轴承的拆卸。
(3)定位套的三爪高度应保证一致,提高定位精度。
(4)配合公差的选择要适宜,有利于更换轴承。
4.结语
经过长期的生产实践,证明该套孔深定位装置,已满足孔的深度加工定位要求,避免了因为深度尺寸不合格而产生的废品,其钻孔生产效率也较以前大幅提高。由于该套定位装置结构简单、实用并且容易制作,因此对同行业具有推广使用价值。
