储罐大角焊缝漏磁场仿真模拟与分析
2014-05-14,,,,
,,,,
(东北石油大学 机械科学与工程学院,大庆163318)
由于储罐大角焊缝的特殊位置,使其在工作状态时承受巨大的压应力和拉应力的作用。长期处于载荷下将导致疲劳性裂纹的产生。为了保障生产安全,对底板与罐壁板处连接的角焊缝检测就非常重要。目前针对大角焊缝的检测方法有:渗透检测、磁粉检测、超声波检测等[1]。当今漏磁检测凭借检测灵敏度高、效率高、便于操作、可缺陷量化等特点,在储罐底板和管道的检测中已日趋成熟,但在大角焊缝的检测中应用较少。笔者提出储罐大角焊缝的漏磁检测方法,建立有限元模型并进行三维有限元仿真模拟。以常见的裂纹缺陷为试验对象,得出裂纹缺陷漏磁场的分布特征并对其进行分析,归纳其规律,对以后将漏磁检测技术应用于储罐大角焊缝提供理论依据。
1 励磁结构的三维有限元仿真模型
1.1 储罐大角焊缝的漏磁检测原理
漏磁检测是建立在铁磁性材料高磁导率特性基础上进行检测的。若表面光滑无裂纹、内部无缺陷的铁磁性材料被磁化后,磁力线理论上会完全从铁磁性材料内部通过并构成磁回路。但由于储罐大角焊缝的存在,导致材质不连续,磁力线会改变路径。若在铁磁性材料上存在缺陷,由于铁磁材料与缺陷处材质的导磁率不同,一部分磁通在铁磁性材料内部穿过,一部分经过裂纹周围的铁磁性材料,另一部分则穿过裂纹附近的空气[2]。
事实上无论在大角焊缝处是否有缺陷的存在,都会存在空气耦合磁场,如图1所示。当大角焊缝处没有缺陷产生时,霍尔元件接收到的是空气耦合场的漏磁通,当有缺陷产生时,接收到的是裂纹漏磁通和空气耦合场漏磁通的叠加[3]。
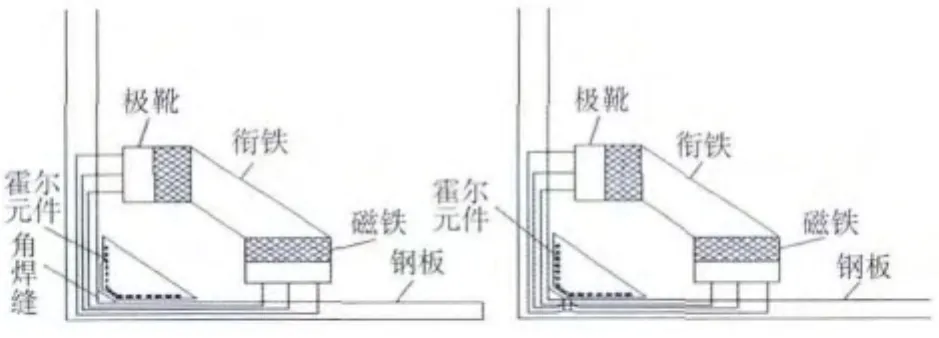
图1 储罐大角焊缝漏磁检测原理
1.2 储罐大角焊缝有限元仿真
1.2.1 实体建模与材料属性
根据储罐大角焊缝位置的特殊性,为了节省运算时间,对模型进行一部分建模分析,采用实体建模的方法。根据储罐大角焊缝漏磁检测原理,建立的有限元模型包括带大角焊缝的钢板,磁铁、极靴、衔铁及空气边界五部分,如图2所示。利用ANSYS软件对漏磁场模拟进行数值求解。需定义材料属性如下:
(1)两块钢板材质为Q235钢,厚度为10 mm,角焊缝材料属性与钢板相同。
(2)磁铁选择N48稀土材料永久磁铁,产生的磁力相当于为整个结构添加载荷,由于两块磁铁位置不同,需设置相应的矫顽力大小和方向。
(3)极靴与衔铁选用性价比较好的工业纯铁。
(4)空气作为磁化环境的介质,相对磁导率设置为1.0。
(5)由于磁铁、极靴、衔铁和钢板选用非线性材料,所以都需设置相应的B-H曲线。

图2 有限元仿真模型
1.2.2 网格划分与边界条件
为了获得较高的计算精度,试验采用精度较高的单元边法进行计算。选用Solid117单元,其单元有20个节点,映射网格划分能获得形状规整的六面体,获得较好的网格质量,如图3所示。

图3 有限元模型网格划分
由于在整个结构中两块磁铁的存在,相当于整体添加了载荷,ANSYS在处理过程中会添加到每个单元的节点上,就不需要进行其他载荷设定。在单元边的磁场分析中只需控制磁力线平行于边界条件,垂直边界条件就自然满足。
1.2.3 求解及后处理
在本次ANSYS运算的求解过程中,采用自带的求解器进行求解。求解结束后,按照1 mm高度进行路径提取如图4所示,可以得到缺陷处的漏磁场磁感应强度的分布数值,如图5所示。

图4 路径提取示意图

图5 缺陷漏磁场磁感应强度云图分布
2 关于储罐大角焊缝漏磁场的分析
2.1 壁板左侧无余出水平钢板
为得到储罐大角焊缝漏磁场信号,首先建立壁板左侧没有余出水平钢板和角焊缝的理想化有限元仿真模型。此模型中水平与竖直钢板厚度均为10 mm,焊脚长为10 mm,经求解计算后,为方便看到大角焊缝处磁感应强度的分布图,如图6(a)所示,沿焊缝和钢板表面高度为1 mm处进行路径提取。图6(b)为裂纹处磁感应强度x方向和y方向分布曲线。
从图7中可以看到,壁板左侧没有余出水平钢板和角焊缝的理想大角焊缝漏磁场磁感应强度水平分量Bx在焊缝中心线处取得最小值,并且关于角焊缝中心线对称。这是由于焊缝材质是铁磁性的,部分磁力线沿焊缝穿过,导致通过钢板的磁通密度减少,这使原来漏磁场与空气耦合场所形成的平衡被打破,空气耦合场磁通密度占主导,使得漏磁场磁感应强度水平分量呈现向下的趋势。还可以看出,大角焊缝处的漏磁场磁感应强度垂直分量By关于角焊缝中心线成轴对称,且在角焊缝正中间处为零,这说明在焊缝边沿处漏出钢板和进入钢板的磁通数目最多。

图6 理想模型漏磁场
2.2 壁板左侧有无余出水平钢板对比分析
在图6(a)的基础上,建立如图2的符合实际应用的有限元仿真模型。在水平钢板向左加长100 mm,并建立角焊缝,加载相应的边界条件,求解计算后得到大角焊缝漏磁场磁感应强度B分布图。提取相应路径上的磁感应强度分量,得到如图7的大角焊缝漏磁场磁感应强度的对比曲线。

图7 壁板左侧有无余出水平钢板模型的磁感应强度
从图7(a)中可以看出,有左侧水平钢板的磁感应强度水平分量在上焊脚处减小,在下焊趾处增大。这是由于水平钢板左侧余出一定长度钢板和角焊缝,使整体结构不对称,导致在竖直钢板中的磁力线数量增加。漏在空气中的磁通密度减少。在右侧水平钢板中的磁力线由竖直钢板和左侧钢板中的磁力线叠加而成,导致通过角焊缝下焊趾的磁通密度减少,空气耦合场磁通密度增大,所以在下焊趾漏磁场水平分量增大。从图7(b)中可以看出,由于多出的水平左侧钢板,得到在角焊缝的漏磁场竖直分量在整体上呈现增大的趋势。
2.3 裂纹位于焊趾处
为检测大角焊缝焊趾处裂纹缺陷漏磁场信号,需建立如图2的三维有限元仿真模型。此模型中钢板厚度为10 mm,焊脚长为10 mm,在焊脚处裂纹长度为2 mm,深度分别为钢板板厚的20%,40%,60%,80%。经求解计算后,为方便看到裂纹处漏磁场的分布图,沿焊缝和钢板表面高度为1 mm处进行路径提取,图8为裂纹处磁感应强度x方向和y方向分布曲线。
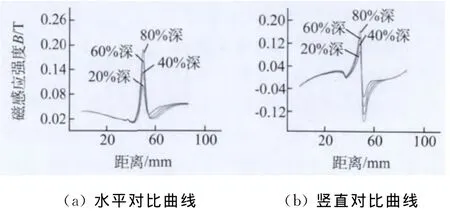
图8 裂纹位于焊趾处的模型的磁感应强度
从图8中可以看出,由于大角焊缝下焊趾处存在裂纹,在50 mm附近(焊趾处)产生明显的漏磁信号。这是因为裂纹处的钢板变薄,从而使穿过钢板的磁力线数目变小,漏磁通密度随之增大,高于空气耦合场的漏磁通密度。随着裂纹深度的增加,漏磁场水平分量和竖直分量的幅值也随之增大。
2.4 裂纹位于热影响区
由于焊缝的热影响区是整个焊缝的薄弱环节,可能由于焊接工艺采取不当、长期处于载荷作用下或者腐蚀介质中,导致裂纹的产生,所以对角焊缝热影响区的检测显得尤为重要。图9为在图6(a)结构的基础上,裂纹在距焊趾3 mm处热影响区的磁感应强度x方向和y方向分布曲线。
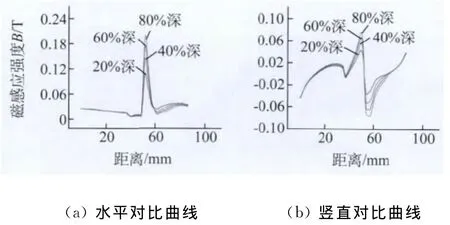
图9 裂纹位于热影响区的磁感应强度
从图9中可以看出,由于裂纹存在于角焊缝热影响区,在53 mm附近(裂纹处)产生明显的漏磁信号。随着裂纹深度的增加,漏磁场水平分量和竖直分量的幅值也分别增大。从漏磁场的竖直分量曲线中可以看出两个明显的波谷和一个波峰的情况,这是由于在热影响区处的裂纹与角焊缝距离较近,两个波形的波峰相互叠加形成的结果。
2.5 三种不同情况下对比分析
将2.2,2.3,2.4节中裂纹深度均为40%的曲线进行汇总得到图10分析如下:
(1)从图10(a)中可以看出,在焊趾处和角焊缝热影响区处裂纹的水平漏磁场强度峰值均大于角焊缝无缺陷时的漏磁场强度,且在焊缝热影响区处的水平漏磁场强度峰值略大于裂纹位于焊趾处的漏磁场强度峰值。
(2)从图10(b)中可以看出,在焊趾处裂纹的竖直漏磁场强度大于裂纹位于角焊缝热影响区处及角焊缝无缺陷时的竖直漏磁场强度,且在焊缝热影响区处的竖直漏磁场强度波高(相邻波峰与波谷的垂直距离)略小于裂纹位于焊趾处的漏磁场强度波高。
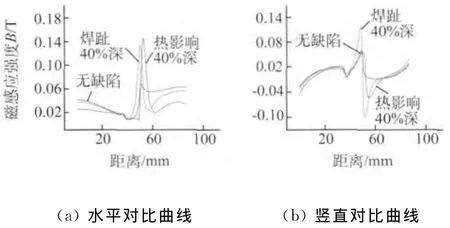
图10 裂纹深度为40%的漏磁场强度对比
3 结论
(1)利用有限元分析软件,建立左侧无余出钢板、大角焊缝且无缺陷的储罐大角焊缝理想化有限元仿真模型,得到其漏磁场分布情况为:水平分量Bx在角焊缝的中心线处取最小值,竖直分量By关于角焊缝中心线呈轴对称关系。
(2)建立左侧带有余出钢板、大角焊缝和无缺陷的储罐大角焊缝有限元仿真模型,得到漏磁场分布情况为:在上焊趾的漏磁场水平分量减小,下焊趾处的漏磁场水平分量增大;大角焊缝的漏磁场竖直分量在整体上呈现增大的趋势。
(3)得到随着深度的不同,裂纹位于大角焊缝的焊趾和热影响区的漏磁场分布规律:两者漏磁场的水平分量和竖直分量的峰值均随着深度的增加而增加。
(4)采用漏磁的方法对大角焊缝进行检测,得到有无缺陷时大角焊缝的漏磁场分布的对比曲线,为以后对大角焊缝缺陷的检测提供了理论依据。
[1]朱德汉.原油罐底板角焊缝应力分析及有效防护[J].石油化工设备技术,2000,21(1):18-21.
[2]刘志平.大面积钢板局部磁化的三维有限元分析[J].华中科技大学学报:自然科学版,2003,31(8):10-12.
[3]戴光,崔巍,杨志军,等.基于三维有限元的换热管缺陷漏磁场数值模拟[J].压力容器,2009,26(11):21-26.