干式磨边机的工作原理和生产中的运用*
2014-05-12王银川
王银川 贾 军
(1佛山南海大业动力机械有限公司 广东 佛山 528000)(2咸阳陶瓷研究设计院 陕西 咸阳 712000)
干式磨边机,俗称无水磨边机。磨边倒角生产线是墙地砖加工自动生产线中必不可少的机械设备之一。整机由送砖机、进砖输送线架、磨边倒角前台机、90°转向输送线架、磨边倒角后台机、出砖线架和除尘系统等组成。其中主机部分有对中装置、推砖装置、调宽装置、定位压紧机构等,这些装置操作简单、维护方便、节约能源。该设备主要用于墙地砖四边效果的侧磨修整,为保证所磨砖规格的质量要求提供条件,经其加工过的产品,能有效的消除墙地砖的收缩不定、大小头、波浪边及微量崩角、崩边等缺陷。
无水磨边方式,减少了传统的烘干环节,可直接进行窑炉磨边、打包,节省了场地,减少了人工,节约了用电量。产品由于使用无水磨削,所以无需烘干,避免了产品包装后变色、包装箱发霉;吸尘系统收集的粉尘可直接回收再利用。干式磨边机因无水浸蚀,所以经久耐用、故障率低、调整方便,节约投资和生产成本,可更有效地克服崩角、崩釉等缺陷,经磨边后的边角更平顺圆滑,对角线更精密。
1 设备主要结构及工作原理

图1 传动示意图
1.1 传动系统
传动系统由压梁部件及皮带传输机构部件构成。
传动系统示意图如图1所示。
由图1可知,压梁部件由气缸、活节、转臂、导向条等组成,气缸通过活节、转臂带动压梁可做上下运动。皮带传输部件由减速电机、齿轮、同步带等组成。上下同步带通过同步带轮传动作等速运动,砖坯在输送过程中与上、下压带相对静止,从而实现砖坯的均匀磨削。此种结构为保证磨边质量的最佳方式。上、下压带夹持砖坯的压紧力可通过调整压梁气缸的压力来调节。
1.2 主机架构件
主机架构件用于支承对磨机其他各部件,它由底座、横梁、导向轴、调节螺杆、调节手轮等组成。横梁通过蜗轮蜗杆及丝杆机构实现纵向调节,带动横梁上的磨头、输送带、对中机构等做纵向移动,以适应磨削不同规格砖坯的要求。主机架构件示意图如图2所示。

图2 主机架构件示意图
1.3 对中机构
对中机构示意图如图3所示。
对中机构主要用来均衡两边磨头的磨削量,使砖坯置于对磨机正中央,它由气缸、导向机构及联动机构组成。联动机构用来保证两边对中活动块动作协调一致,完成准确对中。

图3 对中机构示意图
1.4 推砖机构
推砖机构示意图如图4所示。
推砖机构用于校正出砖的对角线。由变频器控制推砖电机变速后,经同步带带动推砖架在导轴上作往复运动,以达到推砖的目的。推砖的极限位置由位于推砖架上的光电开关控制。推砖架上设有一个气缸,下端带有推砖爪,通过气缸排气动作,推砖爪做上下运动。推砖时气缸带动推砖爪下行,推砖前进;复位时,气缸将推砖爪上提。推砖爪上装的微调螺钉,用于调整出砖对角线。
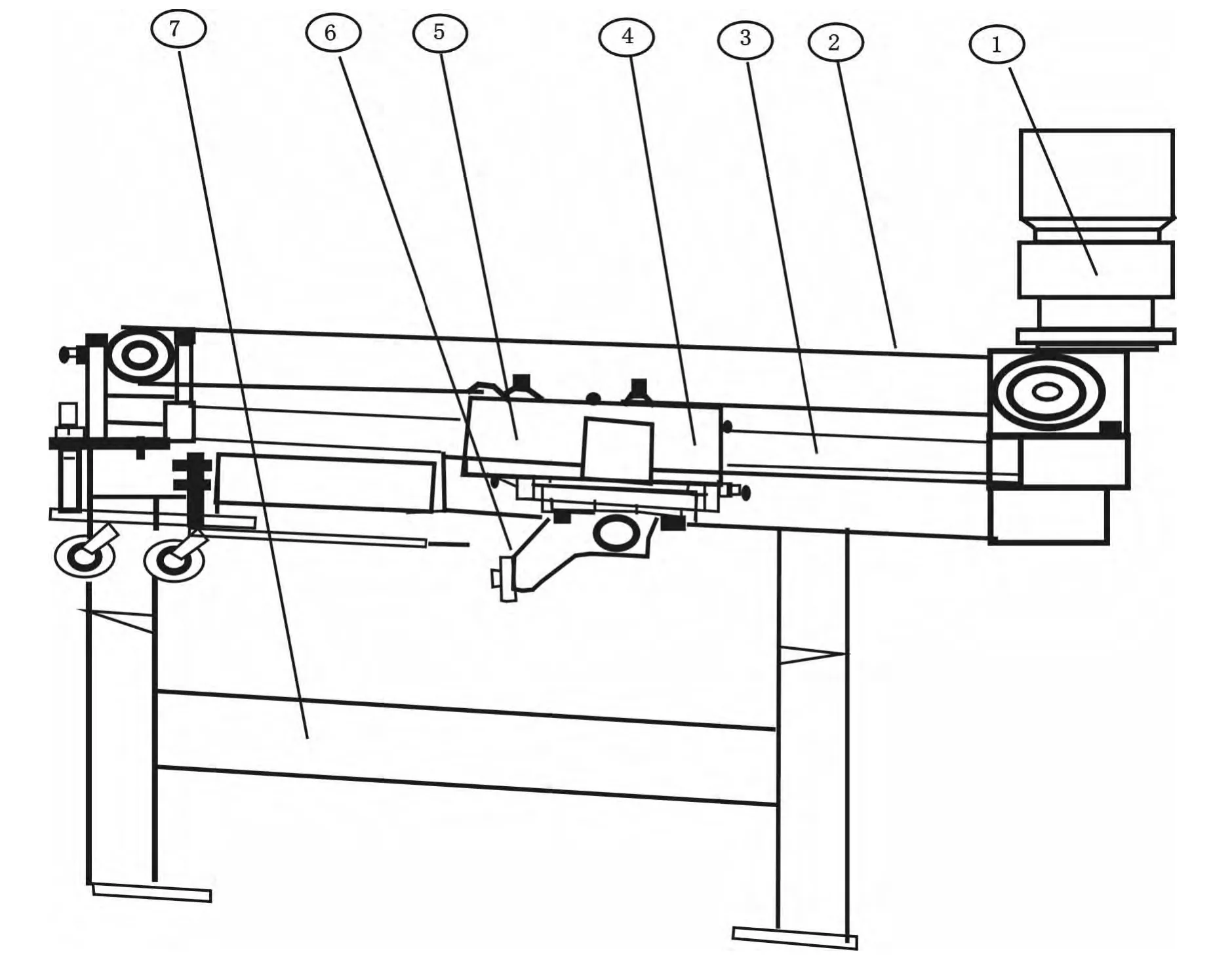
图4 推砖机构示意图
1.5 磨边倒角机组件
磨边电机带动砂轮固定盘旋转,装在砂轮固定盘前端的金刚砂轮同步旋转作磨削运动。磨头上装有微调机构,该机构由调节螺杆及螺母组成,可调整砂轮磨削量,只要旋动手轮便能使砂轮作微量调整。
倒底角磨头(如图5所示)机构由电机、磨边底座、倒底角座、主动带轮、被动带轮、磨头组成。在倒底角座与磨边底座组合安装后,使倒角磨头轴与水平线成40°角,以达到倒角的目的。电机通过皮带轮带动磨头轴上的金刚砂轮作同步旋转磨削运动。
倒面角磨头机构由电机、倒角磨头、倒角磨头支承座及支座翻板组成。在倒角磨头支座及支座翻板的组合安装后,使倒角磨头轴与水平线成45°角,以达到倒角的目的。倒角磨头翻板的设置主要是为了便于更换金刚砂轮。倒角磨头气动磨头,由气缸带动作上下往复运动,并由电机带动作同步旋转磨削运动。
2 设备的安装与调试
2.1 设备的安装
1)安装前的准备:①检查所有的设备组件是否都存在并完好,以避免在安装阶段浪费不必要的时间与费用;②在安装前准备好外协安装工序条件;③采用适合的稀释液认真清洗各个设备组件。
2)设备安装步骤:①检查基础,确保设备能顺利放置于基础之上;②确定好设备供给系统安装位置;③参照地基图,将磨边机主机放置于基础安装位置附近;④调整输送带进出口位置,使其松紧适宜并在进出口位置很好的与其他机械设备衔接;⑤确定设备安装的中心线,在基础中心线上方拉一条棉线并将其固定,如果该设备同其他设备配套,必须使安装中心线重合;⑥根据安装中心线校正设备中心、整线水平,将各单台机的输送带表面作为参考面,粗校整线水平,开始安装,连接电源和气源。

图5 倒底角磨头
3)安装方法:①抽去导向座上的防水罩;②撤除对磨机导向轴的防尘罩,将水平仪放置于导向轴上,精校磨边主机的水平;③校准水平后,用膨胀螺栓将磨边机机脚与地面相连接;④重新装好防尘罩与防水罩。
2.2 设备的调试
1)大梁位置的调整:当磨边机所磨削的砖坯规格发生变化时,需要通过调节调宽装置来调整横梁的距离,这项操作主要是通过调节手轮来实现,操作步骤如下:松开对中连杆上的锁紧螺钉;转动手轮,将横梁移动到指定位置,要求横梁上同步带外缘距离比所磨砖尺寸小约50mm;锁紧对中连杆上的锁紧螺钉。
2)对中装置的调整:松开定位螺钉,旋转调节螺钉,调整到所需的位置;用调节螺钉将两轮外缘当做直线,使这条直线与主机中心线基本平行;按砖规格要求调整好后,锁紧定位螺钉。
3)推砖装置的调整:①调整砖坯规格:移动光电控制开关,使推砖架正常工作在相应的极限位置以适应砖的规格要求,调整推砖爪之间的距离;②精调砖对角线:调整调节螺钉使推砖爪接触点直线与主机中心线垂直,调整好后锁紧螺丝;③调整变频调速,选择最佳速度。
4)压梁装置的调整:将压梁气缸压力调整在0.20 MPa左右;调节压梁转臂处调节螺钉,使上压带下限位置与下压带间距比砖坯厚度小约1mm,并确保同一压梁的前后间距一致;
5)磨头的调整:松开调整磨头座固定螺栓,调整到合适的角度后摆放并固定好;每对金刚砂轮前沿连线相对主机中心线垂直度偏差不超过1mm;磨削量应逐级递减;倒角磨头磨削量应控制在0.50~1.00mm范围内,边角量应尽量保持一致。
3 开机操作
3.1 开机前准备
1)检查机器上每个电机的旋转方向是否正确;
2)确认上压带正常工作;
3)将2台主机及连接线的输送带速度调整到合适的大小;
4)检查安全传感器与光电检测开关是否正常工作;
5)检查金刚磨边轮与树脂倒角轮是否正确安装于磨头轴与砂轮夹盘上,并采用合适的螺栓连接;
6)检查压梁装置能否正常工作,其工作压力是否合适;
7)确认砖坯能在对中装置作用下正确对中,且对中是同步进行;
8)确保磨边头处于正确工作位置,检查各砂轮与皮带间距是否合理;
9)打开气源开关,连接三联体气路,调整三联体气压在0.6~0.8MPa;
10)检查输砖坯线挡砖板的开度与磨边机横梁的间距是否满足所磨砖规格的要求,不合要求的要作适当调整;
11)调整各气缸压力到规定值附近,其压力分别为:压带气缸0.15MPa;对中气缸0.40MPa;推砖爪气缸0.40MPa;倒角气缸0.20MPa;磨边气缸0.20 MPa。
3.2 空机试运行
1)开机。依次启动磨边机、倒角机,或者自动启动;按照从后至前的顺序依次启动各传动电机,或者自动启动;开始进砖;检查出砖质量,必要时重新对整机进行调整;在开机状态下转动各主机变频及输送线中的无极变速器旋钮,调整进砖间距及输砖速度。
2)关机。待砖全部走空,关闭各磨边、倒角电机及风机电机,按下急停按钮,关闭电源、气源。
3)整机运行。确认试运行正常、出砖质量合格后,开始进砖,作整线运行。
4)操作注意事项:①如出现意外情况应立即按下急停按钮,排除故障后再重新开机;②出现碎砖时应及时按下急停按钮,升起上压带,清除碎砖后重新开机;③应尽量调节精确,使得各对磨边轮磨削量一致,均匀磨削;④更换砖的规格时,应先旋松对中齿条轴紧固螺栓,然后调节手轮;⑤设备在运转过程中应勤检查、多观察,及时了解运动机构工作状况、各润滑点的润滑情况,确保设备处于正常运行状态。对严重发热的电机应停机查明原因,排除故障后再开机。
4 维护保养
4.1 维护保养
1)每工作8h,应清理机身上的污物、烂砖,清洁输送带内外表面,清扫工作场地,清洗压缩空气过滤器。
2)每工作1周,应检查机器零件是否松动,检查输送带、同步带的张紧、机器的磨损、各运转零件之间的润滑情况。
3)每工作1个月,应检查机器各个零部件的磨损情况,如有磨损应予以更换。
4)每工作6个月,重复上述各项检查,对磨损严重的零件进行修复或更换。
5)每工作1年,进行全面检查与维修,更换磨损件。
4.2 润滑
1)干式磨边机润滑位置示意图如图6所示。
2)磨边机润滑点润滑要求,见表1。

表1 磨边机润滑点润滑要求

图6 干式磨边机润滑位置示意图
4.3 磨边机常见故障及排除方法(见表2)

表2 磨边机常见故障及排除方法
