长钢轨焊接接头平直度缺陷分析与控制
2014-05-04张耀德上海铁路局上海工务大修段
张耀德 上海铁路局上海工务大修段
随着列车运行的速度的不断提高,对线路设备的技术要求越来越高,无缝长钢轨焊接是线路设备的重要组成部分。钢轨的平顺性尤其焊接接头平顺性,对列车的运行的安全性和平稳性起到至关重要的作用。
1 长钢轨焊接接头平直度技术要求
我国铁路行业标准对钢轨焊接接头的平直度有着明确的技术要求,《钢轨焊接接头》(TB1632)规定如表1。从技术要求可知,随着高速铁路的建设、运营及列车速度的提高,焊接接头的平直度指标更为严格。
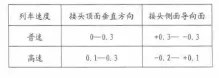
表1 焊接接头平直度技术标准
2 长钢轨焊接生产流水线基本工序和布局特点
长钢轨焊接生产适应流水线作业,一般流水线的布局为“一”字形,如我局闵行焊轨流水线;根据场地条件也常常设计成“L”形或“U”形布局,我局新建成的芜湖焊轨流水线采用的是“U”形布局。
不论是哪一种焊接流水线布局,按照技术标准的要求,必须满足如下的基本工序:
焊接轨检测与选配--除锈--焊接--轨冠焊筋磨--粗磨--正火--热调--时效--精调--精磨--探伤--成品验收--成品场。
其中焊接轨检测与选配、焊接、轨冠焊筋磨、粗磨、热调、时效、精调、精磨和成品验收都是钢轨焊接接头平直度控制的重要工序。
3 钢轨焊接接头平直度缺陷和形成原因
3.1 钢轨母材不平顺及断面误差
钢轨母材不平顺及断面误差在《43 kg/m~75 kg/m热轧钢轨订货技术条件》(TB/T2344-2012)和《高速铁路用轨》(TB/T3276-2011)等技术标准中有指标规定。如表2为高速铁路钢轨外观检验技术标准,表3为60 kg/m钢轨(100 m定尺轨)型式尺寸允许偏差。部分没达标的钢轨及最大正负公差的配轨等都会对焊接接头平直度质量产生影响。
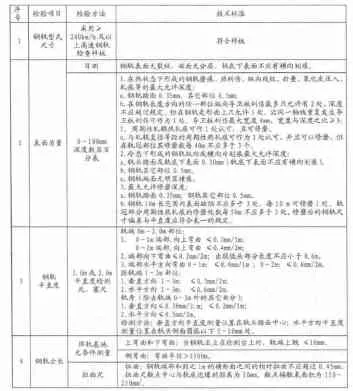
表2 外观检验技术标准技(速度≥200 km/h及以上)
3.2 焊接作业
选配好符合外观标准的钢轨在焊接作业时由于人为的因素(在作业时没能认真对待)和设备的因素(焊机对轨装置调整有偏差)也可能造成错边,产生焊接质量的平直度问题。这种错边的问题主要有以下几种类型:
(1)导向面错边:如果焊机左右两边对中装置的顶针中心、与夹紧装置夹紧后的中心线不在同一直线上,那么顶锻时的顶锻力会分解轴向力与侧向力,在侧向力的作用下会造成接头水平方向的错边。
(2)轨顶面错边:如果焊机两边的钢轨轨拱斜度不一致同样会因力分解的侧向力而形成上下的接头错边。
(3)焊机对中臂造成的侧拱或错边:由于焊机对中臂的结构及油缸施力特点,当对中臂导向轴及其轴套磨损后,在对中臂夹持钢轨时,对中臂油缸施力使得油缸近远两片对中臂背向偏转,形成了所夹持的两根钢轨焊后存在不稳定的侧拱或错边。
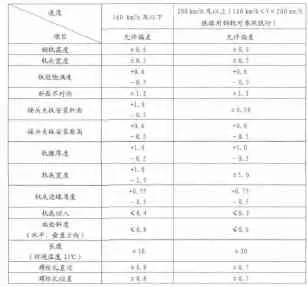
表3 60 kg/m钢轨型式尺寸允许偏差(长度100 m轨)
3.3 焊机前后的滚道线
如果焊机前后的滚道线的滚筒轴心线与焊机的中心线没有保持垂直,会使得钢轨在滚道线上跑偏,钢轨的中心线与焊机的中心不重合,同时在焊接时预热振动中钢轨的位置会有所变化同样会形成接头的错边。
3.4 轨温变化
在精整过程(精磨工序)中钢轨温升冷却、速度不同对平直度的变化造成不同程度的影响。
焊接接头的精整要经精矫和精磨两道工序,一般来说精矫后的平直度应使精磨工序精磨量最小。精磨量越小,磨削时产生的热量就少,接头因受热而造成的平直度变化也就越小。如图1,如果精磨前余量放的较多,在精磨时产生较多的热量而使得轨温升高,冷却后接头变形形成如图2和图3的两边高中间低的低接头或比较平的接头。
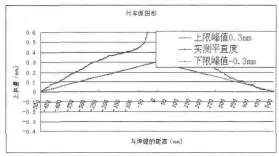
图1 精磨前余量设置测量图(行车面)

图2 精磨后平直度评估结果图之一(行车面)
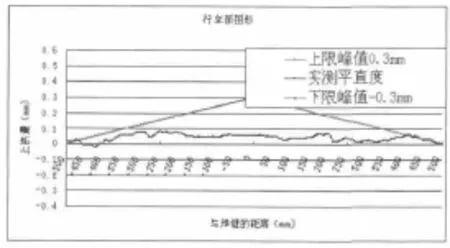
图3 精磨后平直度评估结果图之二(行车面)
4 焊接接头平直度的控制方法及措施
(1)严格把好焊前钢轨母材不平顺及断面误差的检查关,特别是做好每个焊接接头断面误差匹配顺平,为焊接工序创造良好的焊接条件。
(2)认真做好焊接设备的维护保养,保持焊接设备状态良好。维护保养中,重点做好以下两点:
①对焊机对中臂的顶针进行检测调整,使自动对中后两端的钢轨中心线基本成直线并与钢轨出入口的中心连线重合,这样可以减小接头的错边现象,同时也保证了导向面的平顺性;
②在焊机基础水平状况良好的情况下,对轨拱的斜度进行了检查调整。标准钢轨夹紧后测量,用水平仪测量钢轨的水平情况,对对中臂上的接近开关进行调整,反复夹持、测量、调整,直至两边的轨拱一致。
(3)加强对焊机前后>50 m的流水线的水平和滚筒轴心线与焊机的中心线的调整。将平直的钢轨放在滚道线上用水平仪测量水平情况,边测边调整,直至水平,以焊机的中心线为基准,用角尺测量滚筒轴心线与焊机中心线的垂直情况进行了调整,直至滚筒的轴心线与焊机的中心线相垂直,达到减少焊接头的错边目的。
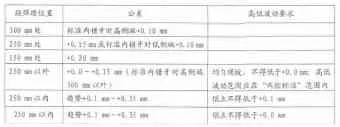
表4 精矫直工序作业指导书轨顶面平直度的控制要求
(4)减小精磨量是控制因受热而产生平直度变化的有效措施,因此必须严格控制精矫直后的平直度值。时速>160 km/h焊接接头精矫直工序作业指导书轨顶面平直度的控制要求(见表4)。
5 结束语
长钢轨焊接接头平直度质量是整个钢轨焊接质量的重要组成部分,针对焊接接头平直度存在的问题,较全面地分析在工序作业中影响焊接接头平直度的各种因素,从调整、完善整条流水线各工序及严格标准作业出发,提出方法措施,取得了明显的效果。
