粮油加工废水处理工程设计
2014-05-02史振金
史振金
(煤炭工业合肥设计研究院环境工程所,合肥 230041)
粮油加工废水处理工程设计
史振金
(煤炭工业合肥设计研究院环境工程所,合肥230041)
【摘要】某粮油公司采用引气气浮+水解-好氧+混凝沉淀+砂滤工艺处理粮油加工废水。工程设计规模为精炼废水250m3/d、其它废水350m3/d,运行结果表明,该工艺处理效果良好,出水CODcr≤50mg/L,BOD5≤1 0mg/L,动植物油≤1mg/L,pH保持6-9,达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级标准(A类)。
【关键词】精炼废水;引气气浮;混凝沉淀;砂滤
1 废水来源及性质
安徽某粮油公司下设1个4000吨大豆榨油厂、1个2000吨大豆和菜籽双榨的榨油厂、1个1000吨精炼厂、1个磷脂厂及配套的生活设施和2个长江上7万吨级码头。排放的废水包括精炼废水、浸出废水、车间冲洗废水和厂区内生活污水等。废水总量为600m3/d,其中精炼废水水量为250m3/d,其它废水水量为350m3/d。处理后出水水质执行《城镇污水处理厂污染物排放标准》(GB18918-2002)一级标准(A类),具体进水水质及排放标准见表1。
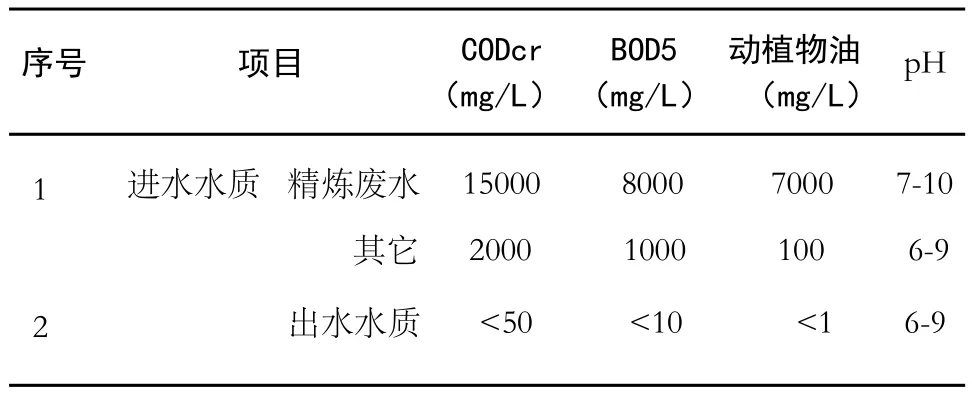
表l 废水水质及排放标准
2 处理工艺选择
精炼废水含油量可达7000mg/L,油类物质在废水中呈游离态(浮油)、乳化态及溶解态[1]。浮油采用隔油池加以回收去除,这样不仅可降低进水负荷,确保达标排放,同时也可产生一定的经济效益;乳化态油脂通过在调节池出水中投加破乳剂,经过加药破乳后采用隔油池分离;溶解态油脂则采用生化法予以降解。
精炼废水CODcr高达15000mg/L,油类生产废水COD多为油类物质所贡献,只要隔油预处理设施起到应有的作用,绝大部分有机污染物即可去除,从而不必采用厌氧处理。但该类生产废水降解速度较慢,且本工程出水要求较高,因此生化法选用水解酸化-好氧工艺,水解酸化的作用在于使复杂的不溶性高分子有机物经过水解酸化,转化为溶解性的低分子有机物,常作为好氧生物处理前的预处理工序[2]。
精炼废水中的磷含量较高,属高浓度含磷废水,仅通过生化处理难以达标排放,必须采用物化方法加以去除。通过投加石灰与磷酸盐反应生成难溶解性磷酸钙从而除磷[3]。
综合考虑,本工程采用隔油+气浮+水解-好氧+混凝沉淀+砂滤工艺处理粮油加工废水。
3 工艺流程
首先对精炼废水进行预处理,将其单独收集到隔油调节池,在此投加破乳剂,同时进行初级隔油,然后定量泵入斜板隔油池除油。(该部分预处理也可在精炼车间进行。)隔油池出水进入初沉池,在此投加除磷剂、助凝剂,使废水中大量磷酸根生成难溶的沉淀物以便将其从废水中分离。
预处理后的精炼废水进入综合废水调节池,在此与厂区内其它废水混合,调节水质水量后,经泵提升至气浮池,投加混凝剂及助凝剂,在气浮分离区去除废水中的浮油及加药后产生的磷酸盐沉淀。气浮出水进入水解-好氧反应池,在水解段,废水中大分子有机物在水解(兼氧)菌的作用下分解为小分子有机物,在好氧段,废水中的有机污染物在好氧菌的作用下彻底降解。生化出水自流进入二沉池,分离其中携带的生物污泥。为保证出水含磷量稳定达标,二沉池出水进入混凝沉淀池,在此补充除磷剂并使之与磷酸根形成的难溶沉淀物从废水中分离,然后再经过砂滤池过滤,去除小颗粒磷酸盐沉淀。出水进入清水池达标排放。
二沉池沉淀的污泥进入污泥池II,部分污泥回流至生化池,剩余污泥进入污泥浓缩池。初沉池、气浮池产生的污泥进入污泥池I,混凝沉淀池产生的污泥进入污泥池Ⅲ,然后分别用泵提升到污泥浓缩池,浓缩后污泥用螺杆泵打入污泥脱水机进行脱水,最终形成含水率约78-80%的干污泥2.4m3,干污泥外运。
废水处理工艺流程如图1所示

图1 废水处理工艺流程
4 主要构筑物和设备
4.1隔油调节池
水力停留时间为12h,尺寸为9.0m×3.5m×5.0m。池内设曝气管进行曝气。设置2台废水提升泵,将精炼废水自隔油调节池提升至斜板隔油池,泵型号为50ZWP20-15,Q=20m3/h,H=15m,N=2.2kw,1用1备。
4.2隔油池
1套,钢制结构,池内安装斜板填料。水力停留时间2h,尺寸为5.4m×2.0m×2.3m。设置刮油机1台。
4.3初沉池
1套,钢制结构,采用竖流式沉淀池。表面负荷约,尺寸为Ф5.4m×6m。配置中心筒、排泥管阀各一套。
4.4调节池
水力停留时间12h,尺寸为9.0m×8.0m×5.0m。池内设曝气管进行曝气。选用低噪声三叶罗茨鼓风机二台,风机型号为SSR80,流量3.16m3/m in,风压49Kpa,功率5.5kw,转速1360rpm,1用1备。安装2台废水提升泵,将废水自调节池提升至气浮池,泵型号为65ZW30-18,Q=30m3/h,H=18m,N=4kw,共2台,1用1备。
4.5气浮池
1套,钢制结构。表面负荷3.5m3/m2·h,规格为5.4m×3.0m×2.5m。采用引气气浮工艺,安装反应搅拌器4台、气浮机1台(型号为TH-30)、刮渣机1台。为提高气浮效果,需投加PAC与PAM,采用计量泵投加。
4.6A/O池
水力停留时间50h,尺寸为21.0m×15.0m×5.0m。A池安装水下推进器2台,型号为WJ3.0-8-368,功率3.0kw。O池池底安装膜式微孔曝气器,配套选用低噪声三叶罗茨鼓风机二台,型号为SSR150,流量11.24m3/min,风压53.9Kpa,功率18.5kw,转速860rpm,1用1备。
4.7二沉池
1座,表面负荷0.5m3/m2·h,规格为Φ8.5m×4.5m。配备反应器一座及搅拌器2台。池内安装配水器1套、刮泥机1台。
4.8混凝沉淀池
1座,表面负荷0.5m3/m2·h,规格为Φ8.5m×4.5m。配备反应器一座及搅拌器2台。池内安装配水器1套、刮泥机1台。
4.9砂滤器
2套,设计滤速6m/h,规格为Φ1.8m×4m。设置2台反冲洗泵,型号为100WQ/C478-7.5,流量100-150m3/h,扬程18-14m,功率7.5kw,1用1备。
4.10污泥浓缩池
两座,尺寸为4m×3m×5m,交替使用,设螺杆泵2台,将污泥输送至污泥脱水机。型号为G40-1,转速452r/min,流量5.9m3/h,工作压力0.3MPa,功率1.5kw。间歇运行。
5 处理效果
粮油废水属于可生化很好的有机废水,因此生化段调试比较容易达到设计要求。本工程调试的重点在隔油预处理及生化后的强化除磷处理。
影响隔油预处理效率的因素有破乳剂的种类、投加量及混合反应程度。考虑到油脂回收后的利用,应选择合适的破乳剂。若采用混凝剂破乳,回收油脂内会掺入金属离子,难以利用。本工程采用加酸破乳,酸油可回收作为酸化油车间原料。加酸破乳需将废水pH调至2-4,乳化油才能逐渐析出,后续隔油池隔油效率可达60%。
本工程废水排放标准中要求总磷含量小于0.5mg/L,生化出水难以稳定达到此标准,因此需要强化除磷。根据实践经验,除磷剂选用钙盐时除磷效果最为稳定。本工程选用石灰作为除磷剂,二沉出水pH调至10左右,混凝沉淀池出水含磷量在0.5mg/L左右,经过砂滤,出水含磷量稳定在0.4mg/L以下。
经过近两个月的调试运行,整个处理系统达到了设计要求,监测结果表明出水水质基本稳定,各项污染物指标均达到排放标准,具体各工段出水水质情况见表4。
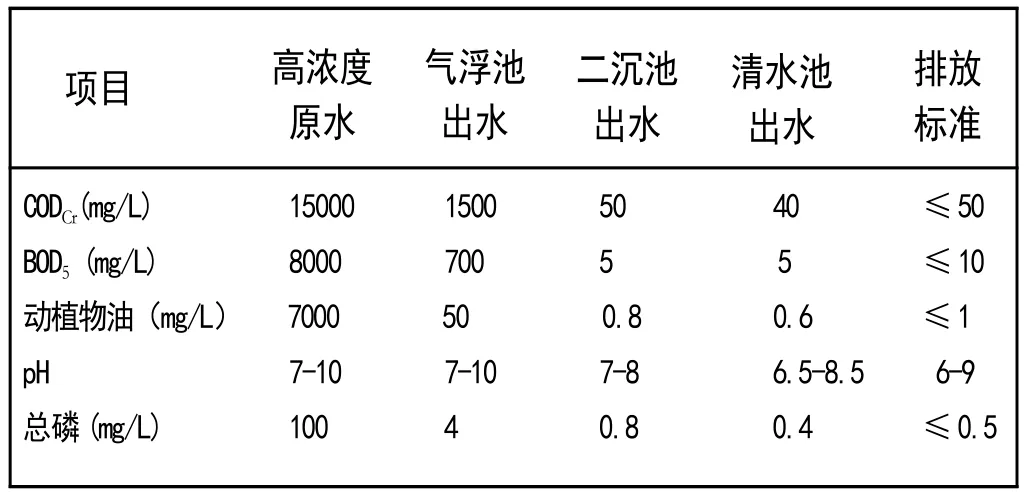
表4 工艺处理效果
清水池出水水质CODcr保持在50mg/L以下,BOD5保持在10mg/L以下,动植物油保持在1mg/L以下,pH保持在6-9范围内,达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级标准(A类)。
6 工程投资及效益分析
6.1工程投资
工程占地面积1242m2,处理能力为600 m3/d。基本建设总投资454.6万元,其中土建投资175.7万元,设备投资(含安装)253.1万元,其他费用25.8万元。
6.2运行费用
运行成本主要包括电费、药剂(石灰、PAC、PAM)费以及人工费等,其中电费1.389元/m3,石灰0.5元/m3,PAC0.2元/m3,PAM0.1元/m3,人工费0.333元/m3,折合单位污水处理成本为2.522元/m3。
7 结论
(1)采用隔油气浮+水解-好氧+混凝沉淀+砂滤组合工艺处理粮油加工废水具有良好的处理效果,出水水质达到《城镇污水处理厂污染物排放标准》(GB18918-2002)一级标准(A类)。整个工艺技术合理、运行稳定,对类似废水治理具有一定的参考价值。
(2)引气气浮工艺采用喷射器产生高速射流,形成负压,将空气卷入射流,通过多次分割、压缩后,产生大量微气泡进入气浮池。该工艺比表面积大、停留时间短、工作压力低、溶气效率高、结构简单、运行稳定。[4]
【参考文献】
[1]高廷耀,顾国维.水污染控制工程[M].北京:高等教育出版社.1999.
[2]杨文澜,王波,蔡园园.CAF气浮-水解酸化-SBR工艺处理油脂精炼加工废水[J].中国油脂,2010,35(7):70-72.
[3]唐受印.水处理工程师手册[M].北京:化学工业出版社。2001.
[4]简小文,郭勇等.气浮水处理技术新进展[J].油气田地面工程,2012,31(3):49-50.
【作者简介】
史振金(1980-),男,汉族,煤炭工业合肥设计研究院环境工程工程师。
