镀锌线炉区张力控制
2014-04-29潘玉发
潘玉发
引言:连续生产线的带钢必须在张力之下运行,张力的最基本作用是保证带钢的正常运行,即使带钢尽可能沿着生产线中心线运行而不致因走偏造成边部刮伤甚至断带。同时,纠偏辊也只有在张力足够的情况下才能起到纠偏的作用。本文具体阐述了镀锌线炉区张力控制系统的实现设计流程,为镀锌线的生产操作提供了借鉴意义。
一、概述
炉区张力控制是镀锌线生产的一个重点难点。镀锌线自投产以来,炉区张力控制成为制约镀锌线产品质量提升、产量提高以及全厂生产组织的重要因素。本文对炉区张力与速度控制进行系统梳理,并提出自己的主张和见解。
二、张力控制原理
镀锌机组采用退火炉,炉区的传动电机均为变频电机。电机采用了速度转矩双环控制,电机的转速和转矩通过减速箱后转化为传动辊的转速和转矩,使各个区段的带钢按照一定的速度、张力运行。
对于生产线上某一张力区域,区域内所有参与张力调整的传动辊提供的总张力值等于该区域的张力设定值减去后一张力区域的 张力设定值。具体到该张力区域的某一参与张力控制的传动辊,在按照特定算法进行张力分配后,把张力转换为转矩值,传送到变频器控制电机转矩。此外,实际生产运行时还需要进行转矩补偿。在调整生产线速度时,就需要给出一个加减速补偿转矩。机械损耗作为一个固定参数在变频器中设定,PLC程序中不进行机械损耗计算。为保证退火炉区域内带钢张力的稳定性,在电机的速度转矩双环控制系统基础上,增加了张力闭环控制。张力计作为检测带钢实际张力的检测仪器,实时地将张力实际值反馈到控制系统中,与张力设定值进行比较。它们的差值信号输入到张力调节器中。张力调节器的输出量经过变化转换为电机的附近速度值,与主速度设定值相加后传送到变频器控制电机转速。
三、炉区张力控制及其对带钢的影响
炉区张力控制是镀锌生产线的重点和难点,这是因为炉区内带钢必须被加热到再结晶温度范围以上,而生产线出现故障,速度下降或停车时,带钢的温度会更高。在700~800℃下的带钢的抗拉强度极低,塑性很高。如果张力较高,甚至由于张力波动造成的瞬时张力过高,都会使带钢拉断而造成停产事故的发生。
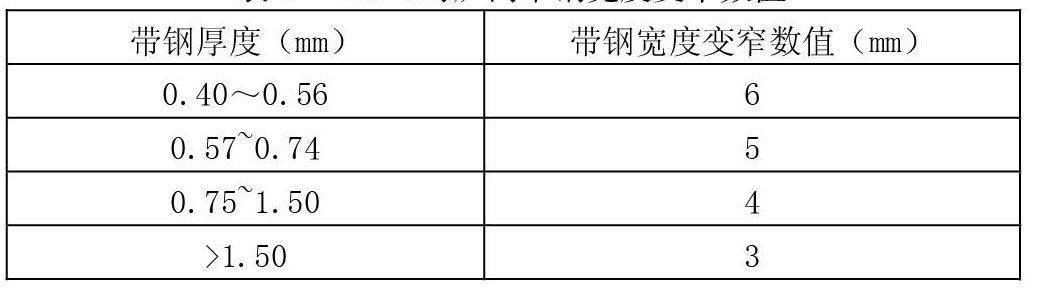
在生产线正常运行的情况下,张力的作用也会使炉区带钢受到拉伸而发生宽度变窄的现象。在800℃时,带钢张力固定的情况下,不同厚度的带钢宽度变窄的数值如下表。
表1800℃时炉内带钢宽度变窄数值
带钢厚度(mm) 带钢宽度变窄数值(mm)
0.40~0.56 6
0.57~0.74 5
0.75~1.50 4
>1.50 3
而在相同张力作用之下带钢在炉内宽度变窄的数值随炉温的升高而加大。因而,在保证带钢正常运行的情况下炉内张力必须尽可能小。但正常情况下,均会造成带钢一定数值的宽度变窄,必须靠选择原材料时适当增加轧硬卷的宽度来弥补。
大部分情况下,带钢都或多或少地存在边部波浪现象。带钢通过辊子时中间接触较紧,受到的力大一些,而边部接触较松,甚至不接触,受到的力小一些,甚至没有。炉内张力过大还会造成薄板在高温下连续发生打折的现象。这是因为在辊子附近整个带钢的横截面方向上张力不均匀,而在离辊子一定距离的地方相对均匀,这样在过渡区就会产生一对由两侧向中心的侧向力,加上带钢在炉内的强度较低,极易使带钢中部鼓起,以打折状态进入炉鼻辊。有时板形不良时,带钢上会形成斜方向的应力流,也会产生斜状打折。这种现象一旦产生,就会使侧向力加大,形成恶性循环,很难恢复,造成大量的废品,必须立即降低板温和炉内带钢的张力才能消除。
炉内张力还会影响到板形。张力过小时,带钢在重力作用之下的下垂现象加大,而边部的下垂现象更加明显,在高温之下边部浪形加重,给带钢通过气刀带来困难,也加大了以后矫直的难度。如适当提高张力可以使带钢中心部位在高温下产生少量的塑性变形,抵消部分边部浪形。
在工艺段,带钢从沉没辊到冷却塔顶转向辊之间的距离很长,如果张力过小会造成带钢的振动,影响镀锌的均匀性,如果带钢有少量边部缺口,也易被气刀刮断。当然,如果张力过大,同样会使带钢产生C形弯曲,即在横截面的方向上的弯曲,影响横截面方向上的镀层均匀性,并加大边部缺口被刮断的倾向。相对而言,工艺段的张力必须比炉区张力大一些,才能达到理想状态。
四、炉区与相关各区域的张力建立
活套张力较大,而炉区带钢不能施加过大的张力,因而设计了一个张紧辊向前拉动带钢,抵消了一部分活套卷扬机向后的拉力,即炉区张力是活套张力和张紧辊张力之差。与脱脂段一样,炉区张力大小靠调整张紧辊张力,即张紧辊的电流来实现。
需要特别注意的是活套内张力波动较大,这是因为一方面活套内带钢和卷扬机的钢丝绳有一定的下垂震荡的倾向,另一方面活套必须经常充套放套,即需要加速减速。而炉内带钢的强度很低,不能承受张力的波动,极易造成很麻烦的断带事故。因而在靠张力辊调节炉内张力的基础上,还必须进行特别的闭环微调处理,即不断的调节张紧辊的张力来保证炉内张力的波动尽可能的小。
炉区带钢张力较小,而工艺段需要稍大的张力,在炉内的热张辊发挥了作用,它向后拉动带钢,使工艺段的带钢张力大于炉内的张力,即工艺段的张力是炉区张力和热张辊张力之和。工艺段张力大小靠调整热张辊的电流来实现。
总结
现代的镀锌工艺都是连续高速生产的,镀锌板需要处于一定的张力下才能保证生产的连续运行。张力控制是关系到镀锌板生产率和质量的一个最重要的控制指标。今后,在条件允许的情况下,技术人员将进一步做一些调整尝试,更深入地了解镀锌生产线运行状况,积累数据经验,更好地解决今后遇到的各种速度、张力问题。
参考文献
[1]李珂.双张紧辊组配置下连退机组清洗段的张力控制模式探讨[J].宝钢技术.2011(02).
[2]金炫道,陈殿青,金东萍.镀锌生产线入口活套控制系统[J].辽宁科技学院学报.2007(02).
[3]崔红,陈殿青.开卷机的恒张力控制[J].辽宁科技学院学报.2006(04).
(作者单位:河北联合大学)
