PE管熔接压力对熔接质量影响分析
2014-04-27陈文通上海铁路局杭州房产建筑段
陈文通 上海铁路局杭州房产建筑段
PE管熔接压力对熔接质量影响分析
陈文通 上海铁路局杭州房产建筑段
探讨PE管热熔对接施工中,熔接压力对施工质量的影响,通过加强对熔接压力的控制,提高PE管热熔对接接缝的质量。
PE熔接;压力;熔接质量
随着给水管道新型管材的推广与应用,PE管凭借其施工方便、管壁不易结垢、管道水力摩租系数(λ值,无量纲)小等优点,被广泛地应用在铁路基建项目中。但由于有的施工单位对新型管材了解不足以及对给水专业的不重视,在对基建工程的前期介入过程中,发现有的施工单位未严格按照施工的工艺要求进行PE管的热熔对接,有些甚至采用徒手进行连接,严重影响了管道施工质量。综合影响管道施工质量的各个因素,发现其中一个主要的原因是对熔接压力的控制不力。现就对熔接压力参数控制不力所造成的影响进行实验分析。
1 实验过程及结果
1.1 热熔对接焊机的分类及优缺点
目前,市场上PE管的热熔对接焊接机主要有两种型式,一种是手推式、一种是液压式。手推式的主要优点是施工方便、工具重量轻,但缺点是熔接压力不易控制,完全依靠工人实际经验。液压式的优点是熔接压力控制直观简单,且压力保持过程中,压强持续、稳定,但缺点是机器较为笨重,管道接头处所需工作面较大。
1.2 确定实验方法
对两种工具的熔接过程进行实验,主要分以下几种方式:手动控制、液压控制;不同的压力状况;管材与管材连接、管材与配件连接等情况,对连接好的PE管取4cm宽长条进行抗拉强度试验,通过抗拉强度试验,研究熔接压力对PE管熔接质量的影响。
1.3 实验参数的选择
(1)实验的PE管主要参数。管道壁厚为8mm,配件壁厚为14mm,管道外径为160mm。
(2)实验参数选择。翻边高度控制在1.5mm,拖动压力根据实际测量所得。根据PE管厂家提供的参数,该PE管的熔接压力取0.15MPa,具体压力表显示熔接压力按以下公式换算:
压力表显示熔接压力=管材截面积/焊机油缸活塞总面积×0.15+拖动压力
查热熔对接焊接机使用说明书得,型号为SHD250/110的胜达牌热熔对接焊接机的焊机油缸活塞总面积为11cm2。
故计算得压力表显示熔接压力=3.14×(16-0.8)×0.8÷4.32× 0.15+拖动压力=0.52MPa+拖动压力。
1.4 实验结果
根据选择的PE管的各项参数,通过实验,测得PE管在各种熔接压力条件下,管道的破坏点位置、极限强度、断面形态(见表1)。
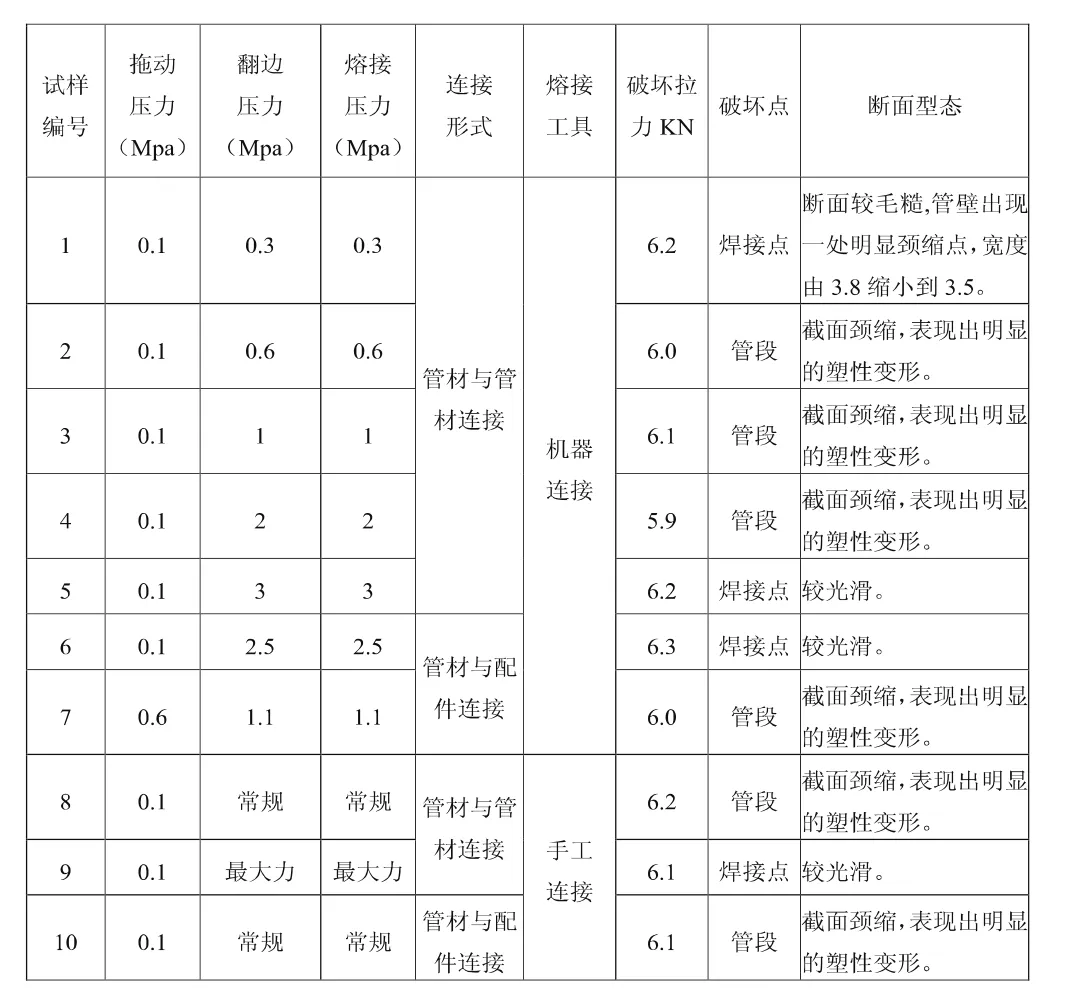
表1 PE管熔接试样抗接强度试验统计表
2 实验结果分析
(1)在10个试样中2、3、4、7、8、10破坏点在管段,说明熔接点处的强度比管材的强度高,熔接质量可靠。1、5、6、9试样发生的破坏点在焊接点上,说明焊接点的强度比管材强度低,是强度的薄弱环节。
(2)试样中的1号试样的熔接压力为标准压力的(0.3-0.1)÷0.52×100%=38%,5号、6号试样分别为标准压力的558%和462%。1号试样由于试验压力偏低,其被加热后的有效熔浆未能充分混合在一起,所以其断面比较毛糙,5、6、9号试样均因试验压力太高,且6号试样因配件壁厚较厚,配件侧吸热时间未达到规定时间,导致加热后的有效熔浆被挤到边缘,翻边过度,其熔接断面因有效熔浆被挤掉后,断面比1号试样光滑,造成强度下降。
3 试验结论
(1)熔接压力具有较大的容差值。根据试验表明,熔接压力在0.6MPa~2.0MPa之间能保证管道的熔接强度。当熔接压力达到2.5MPa或低于0.3MPa时,管道破坏点发生在焊接点。
(2)在对PE管进行熔接的过程中,加强对压力等参数的控制,提高接头的质量,可以使其强度达到甚至超过管材的强度。试验中的10种熔接参数,其试样的抗拉强度极限值均比较接近,但1号、5号、6号、9号试样比较脆。当破坏点在焊接点时,破坏后,试样塑性变形较小,这种接口在某种特殊情况下,如压力瞬时波动较大的水锤作用下,因接头不易变形,抵抗水锤作用差,易发生爆管现象。破坏点在管段时,管道塑性变形大,接管点未发生破坏,说明管道施工质量好。
4 施工中应注意的事项
(1)由于翻边压力与熔接压力根据拖动压力计算而得,而拖动压力根据现场实际测量而得,故拖动压力测量是否准确,对熔接质量的控制非常关键,而且从7号试样的拖动压力看,其值是其他试样拖动压力的6倍,所以应认真测量拖动压力,确保施工质量。
(2)厂家在生产PE管的过程中,由于原材料的各项组分不同,其熔接的参数会有一定的差别,所以在施工中,应根据生产厂家建议的各项参数进行施工。特别需要强调的是,吸热时间应根据管壁厚来确定,当管道与配件(一般配件壁厚较厚)相连接时,相应的壁厚不一致,为保证配件要有足够的吸热时间,应提前对配件进行吸热。
(3)为加快施工进度,工人往往不能保证足够的冷却时间,为保证施工质量,应严格要求保持足够的冷却时间。
(4)由于人工无法准确掌握各项压力参数值,建议采用液压式的热熔对接焊接机。
责任编辑:王 华
来稿日期:2014-08-12
