双闭环兰姆凹陷激光稳频方法
2014-04-26李华丰朱振宇王霁李强高珊
李华丰,朱振宇,王霁,李强,高珊
(中航工业北京长城计量测试技术研究所,北京100095)
0 引言
气体激光器的兰姆凹陷现象,是当激光器的输出频率与工作物质的中心频率重合时,由于烧孔效应而出现的激光器输出功率达到某一极小值的现象,该频率点称为激光器的兰姆凹陷点[1]。
气体激光器的兰姆凹陷稳频技术以工作物质的原子跃迁谱线中心频率ν0作为参考标准频率[2],以兰姆凹陷现象为控制依据,利用压电陶瓷调节激光谐振腔腔长,使激光器始终工作在其兰姆凹陷点,从而保持激光器输出波长稳定的激光稳频技术。
兰姆凹陷稳频激光器以原子跃迁谱线频率为参考频率,波长长期稳定度高、复现性好、互换性高;以压电陶瓷调节激光谐振腔长,响应速度快,跟踪迅速。这些优势使兰姆凹陷稳频技术在激光干涉测量等科学研究领域受到青睐。
在工业现场环境中,环境温度变化较大,通常在15~35℃间,引起激光器外腔温度变化,往往导致激光器腔长的热膨胀变化幅度超出压电陶瓷的调整范围,从而发生稳频激光器失锁的现象。这反映出兰姆凹陷稳频激光器环境适应性较差的弱点,这一弱点限制了兰姆凹陷稳频技术在工业生产中的应用。
1 环境温度变化对激光器的影响
从激光器的发热与散热角度分析,激光器处于一种热平衡状态。
以裸露于空气中的氦氖激光器为例进行分析,激光器管壁与空气的换热形式主要是对流换热[3]。根据牛顿冷却公式,有

式中:Q为热流量;α为导热系数;F为散热面积;Δt为激光管与环境温度差。
在工作过程中激光器的工作电流保持不变,所消耗功率除极少部分以激光形式发出外,其他部分均以热量形式散失,当达到平衡状态后,激光器的发热功率与管壁的对流散热功率一致,可以认为激光器的热流量Q不变。
在通常工作条件下,环境空间尺寸远大于激光器尺寸,激光器无强制制冷措施,可以看作工作于大空间自然对流换热模式,假设空气温度均匀、激光器管壁各部分温度一致,当激光器水平放置时,根据自然对流换热理论,在20℃附近时,有

式中:l为激光器长度。
将公式 (2)代入公式 (1)中整理得

选用长度200 mm,直径5.4 cm,输入功率8 W的兰姆凹陷氦氖激光器作为试验对象,将参数代入公式 (3),有

激光器输入功率基本都用于发热,Q≈8 W,则有

式中:T管为激光器管壁温度,℃;T环境为环境温度,℃。
可知管壁温度T管与环境温度T环境呈线性关系,即随着环境温度变化,激光器管壁温度也线性变化。
图1是实验用的氦氖激光器管壁温度随环境温度变化的理论计算曲线和实测曲线。
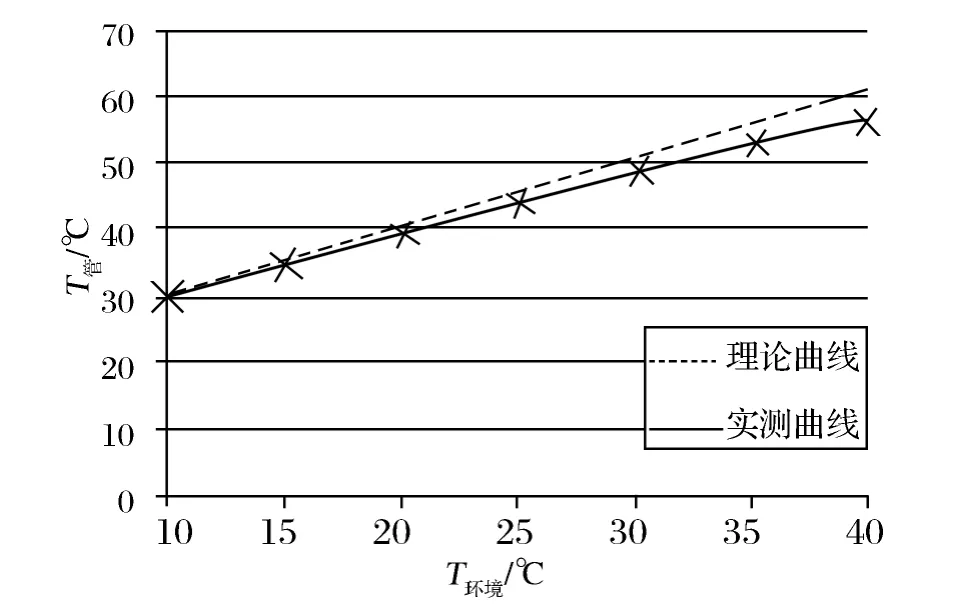
图1 激光器管壁温度随环境温度变化曲线
从曲线可以看出,试验用的激光器管壁温度的理论分析结果与实测结果基本一致,偏差主要是由于理论推导过程中忽略了激光器端面散热、空气导热参数随温度变化而变化等因素造成的。
从图1可以得到:当环境温度从10℃变化到40℃时,氦氖激光器管壁温度变化约为30℃,对于试验中用到的由石英玻璃制作的腔长200 mm的激光器,由于管壁温度变化造成的腔长变化约为3 μm[4],而通常兰姆凹陷稳频激光器中压电陶瓷的腔长调整范围约1 μm,由于环境温度变化造成的激光谐振腔长变化超出了压电陶瓷的调整范围,这就是基于兰姆凹陷稳频的氦氖激光器环境适应性差的原因。
其他散热形式的激光器与之类似,也存在环境温度变化导致激光器谐振腔长变化较大的现象。
要实现兰姆凹陷稳频氦氖激光器的波形扫描与稳定锁频,必须保证压电陶瓷有至少1个激光波长的调整余量 (约0.63 μm),因此激光器管壁腔长变化应小于0.4 μm,对于上述试验用的激光器,其管壁温度变化应小于3℃。
2 双闭环兰姆凹陷激光稳频方法
从前面的分析可知,要提高兰姆凹陷稳频激光器的环境适应能力,需要补偿环境温度变化造成的激光器谐振腔长变化。
图2是采用双闭环控制方式实现激光器谐振腔长补偿的原理框图。在传统兰姆凹陷稳频激光器基础上,增加了激光器管壁温度检测与控制系统,在激光器管壁外包裹了电加热层,并粘贴温度传感器,通过温度控制环实现激光器管壁温度的稳定,即实现激光器管壁长度基本不变。环境温度的残余影响以及由于其他因素导致的激光器谐振腔长变化,则通过兰姆凹陷控制环驱动压电陶瓷管实现补偿。
图3为双闭环兰姆凹陷稳频激光器控制系统框图,其包括两个闭环控制回路,分别实现兰姆凹陷稳频控制与激光器管壁温度控制。
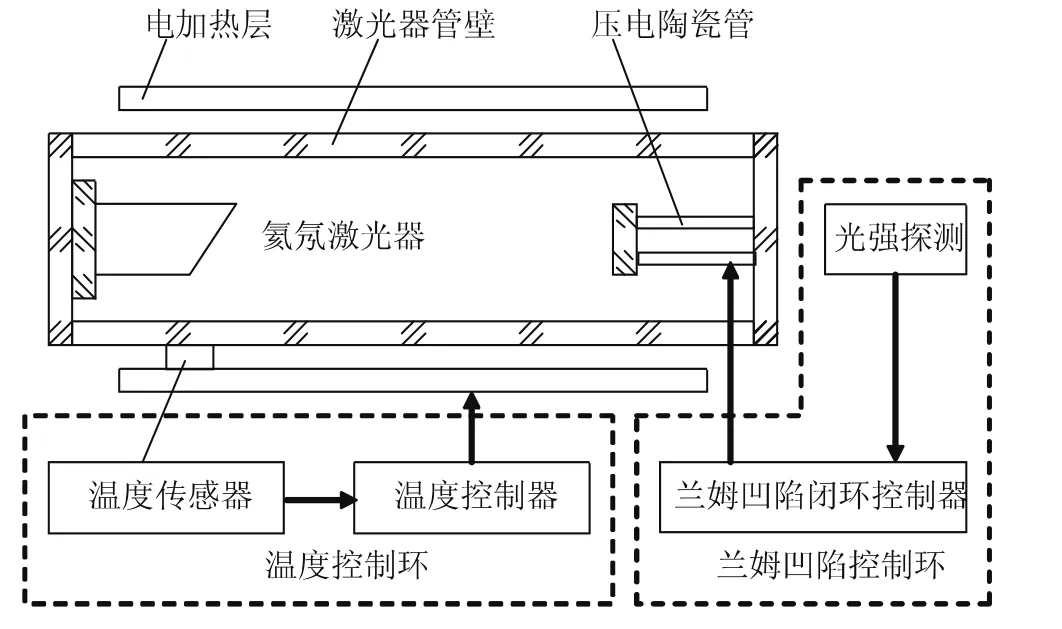
图2 双闭环兰姆凹陷稳频激光器原理框图
兰姆凹陷稳频控制回路,通过控制压电陶瓷管的驱动电压实现激光器谐振腔长的调整,并在其上附加一载波,实现激光器谐振腔长的微小调制,谐振腔长调制导致激光器输出功率存在微小的交流波动,通过交流检波与相敏检测可以得到功率波动的相位信息,该相位信息代表了激光器在兰姆凹陷波形上的位置,通过将相位期望值设定为零,可以使激光器工作于兰姆凹陷点上[1]。
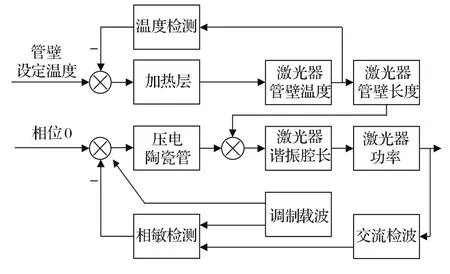
图3 双闭环兰姆凹陷稳频激光器控制系统框图
激光器管壁温度控制回路通过粘贴在激光器管壁上的温度传感器监测管壁温度,并通过调节加热层的驱动电流实现管壁温度的稳定,以抵消环境温度变化对管壁温度的影响。
由图3可以看出,激光器谐振腔长由两个控制回路联合调节,其中环境温度对谐振腔长的影响主要由管壁温度控制回路补偿,而其他因素造成的激光器失稳则由兰姆凹陷稳频控制回路补偿。
由图2所示的原理框图可知,双闭环兰姆凹陷稳频激光器系统中的散热是通过自然对流散热实现的,无强制制冷措施,即系统无法实现主动降温,因此要实现激光器管壁温度控制回路的正常工作,需要使管壁温度设定值高于自然对流散热状态下的最高工作温度。
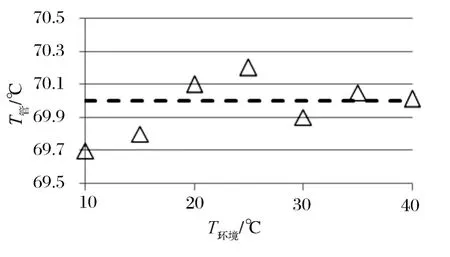
图4 双闭环激光器管壁温度与温度环境关系
图4为双闭环兰姆凹陷稳频激光器的激光器管壁温度与环境温度关系曲线。从实测结果可以看出,管壁温度变化可以控制在0.6℃范围内,系统有效补偿了环境温度变化对激光器管壁温度的影响,即可以保持激光器管壁长度相对稳定。
3 试验结果
双闭环兰姆凹陷稳频激光器与0.633 μm波长副基准装置进行拍频试验,试验持续9 h,期间被测激光器的工作环境从10℃匀速升至40℃再降至10℃,依据JJG353-2006《633 nm稳频激光器检定规程》,得到的9 h频率稳定度曲线如图5所示。

图5 频率稳定度曲线
从图5可以看出,双闭环兰姆凹陷稳频激光器在环境温度变化较大情况下,9 h频率稳定度达到2×10-9,完全可以满足工业现场对激光干涉仪光源频率稳定度的要求。
4 结论
双闭环兰姆凹陷激光稳频方法在传统兰姆凹陷激光稳频方法的基础上,增加了温度控制环节,通过调解激光器管壁温度抵消环境温度变化对激光器谐振腔长的影响,使稳频激光器可以在环境温度波动较大的工业现场正常使用。
双闭环兰姆凹陷激光稳频方法不仅提高了兰姆凹陷稳频激光器的环境适应能力,而且由于激光器的工作气体温度相对稳定,其吸收光谱变化也比较小[5],利于提高激光器的波长稳定度。同时,由于对压电陶瓷调整范围的要求减小,激光器中可以选用长度较短的压电陶瓷管,这对提高激光器的谐振腔质量、降低加工难度非常有利。
[1]苑丹丹,胡姝玲,刘宏海,等.激光器稳频技术研究[J].激光与光电子学进展,2011,48(8):081401.
[2]北京交通大学.稳频技术[EB/OL].[2013-12-20].http://wenku.baidu.com/view/5f7708fc4693daef5ef73de8.html.
[3]苏亚欣 .传热学 [M].武汉:华中科技大学出版社,2009.
[4]维基百科学.热膨胀系数 [EB/OL].[2014-01-22].http://zh.wikipedia.org/zh-cn/热膨胀系数.html.
[5]马维光,尹王保,黄涛,等.气体峰值吸收系数随压强变化关系的理论分析 [J].光谱学与光谱分析,2004,24(2):135-137.