浅析“摆线铣”高速加工在壳体密封槽加工中的应用
2014-04-23王晓波马冬冬付倩君陈育武
王晓波 魏 勇 马冬冬 付倩君 陈育武
(中航工业北京长空机械有限责任公司,北京 102200)
壳体的端面密封槽是整个壳体上重要的结构之一,它直接影响密封圈的压缩量与疲劳寿命,从而关系到整台机器的密封性能。所以密封槽尺寸精度及粗糙度都有非常高的要求;端面密封槽结构狭窄,截面形状三面封闭,实际加工过程中刀具直径受到结构的限制,只能选择小直径的刀具,给定较小的背吃刀量和进给量,造成效率低下,并且容易出现折刀的情况。高效加工出合格的端面密封槽是本文重点需要解决的问题。
1 端面密封槽加工方法调研
笔者公司密封槽现行加工方式如表1 所示。针对笔者公司的产品性质为多品种,小批量的特点,制作专用夹具和刀具在成本上得不偿失,并且笔者公司零件的密封槽形状多为异形槽,表1 中的2、3 方法只能加工回转类的密封槽,所以这两种方法未能被广泛应用。
在端面密封槽的加工过程中,刀具首次进入密封槽时,就被完全嵌入工件,铣刀在进刀时被工件包围的角度达到最大180°,加工过程中只能减小加工参数,导致表1 中第1 种铣削法生产力的丧失。
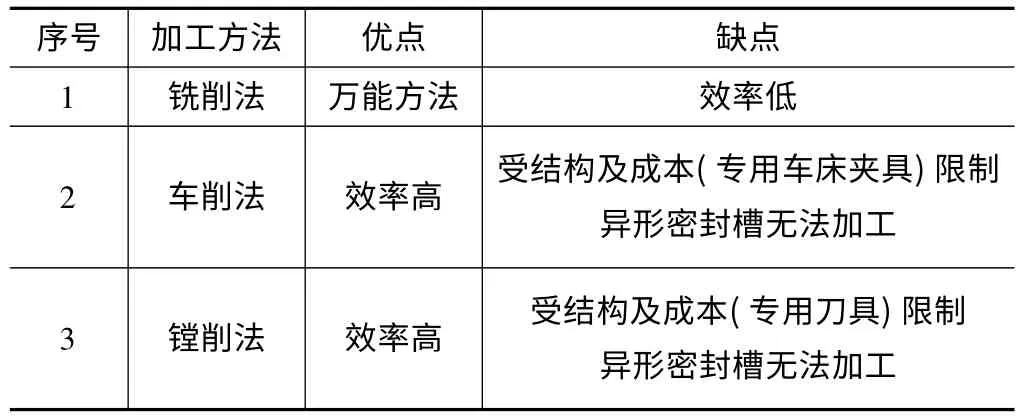
表1
我们常说一切切削都是力的作用。而铣刀的失效也同样来自于切削力。同样在我们分析铣刀切削力的时候往往会提到旋转带来的切削力,而忽略进给带来的进给力。我们从微观的角度进行分析,当刀具旋转至图1 所示位置时,在极短的时间内刀具相对工件瞬时静止,此时进给运动仍在进行,进给力完全集中在刀具韧带上指向圆心,进给力达到峰值。所以这就解释了表1 中的第1 种方法效率低下的原因,当包围角过大的时候,刀具的失效主要来自于进给力。
经以上分析,现行的3 种加工方法均不能达到高效加工的目的,那么我们到底怎样能够高效加工端面密封槽呢?
2 “摆线铣”高速加工中刀具受力分析
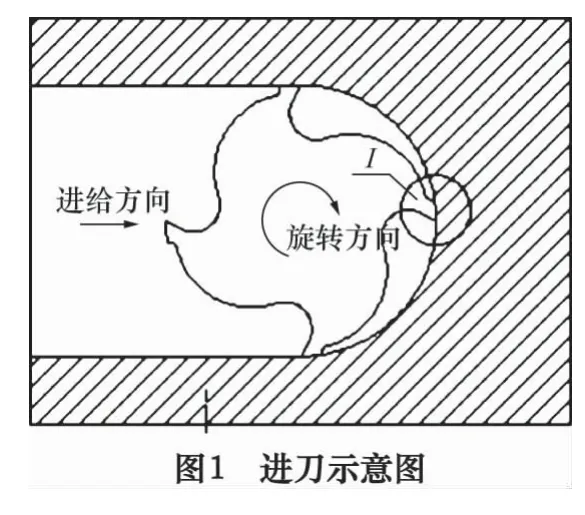
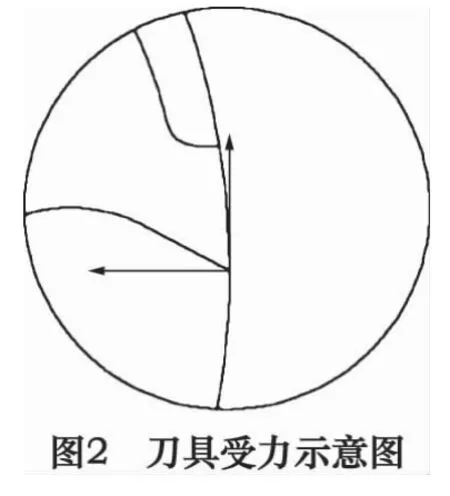
为了更加形象的描述表1 中的第1 种方法,笔者借用图形进行介绍。前面已经提到刀具在进行加工时主要受到2 个作用力(图2),分别是旋转运动所带来的切削力和直线进给运动带来的进给力。刀具自转是产生切削的必要条件,所产生的切削力只能通过改变刀具角度等硬件来调整,所以我们不进行展开分析。然而根据图3 所示,得知进给力可以通过调整包围角θ 的大小来调节,具体公式见公式(1)。当θ 达到峰值180°时,刀具的进给力达到峰值,符合以上分析的内容;当θ 达到最小值0°时,进给力为0。

可见通过减小包围角可以减小铣削进给载荷,刀具按图4 的走刀方式能够进行轻快切削。但对于我们要加工的密封槽,刀具直径只比密封槽的宽度略小,在封闭的区域刀具首次进入密封槽加工一周后余量基本被去除,所以我们要想办法将首次进入工件的刀路变换成图4 的走刀路线才能实现高效加工。
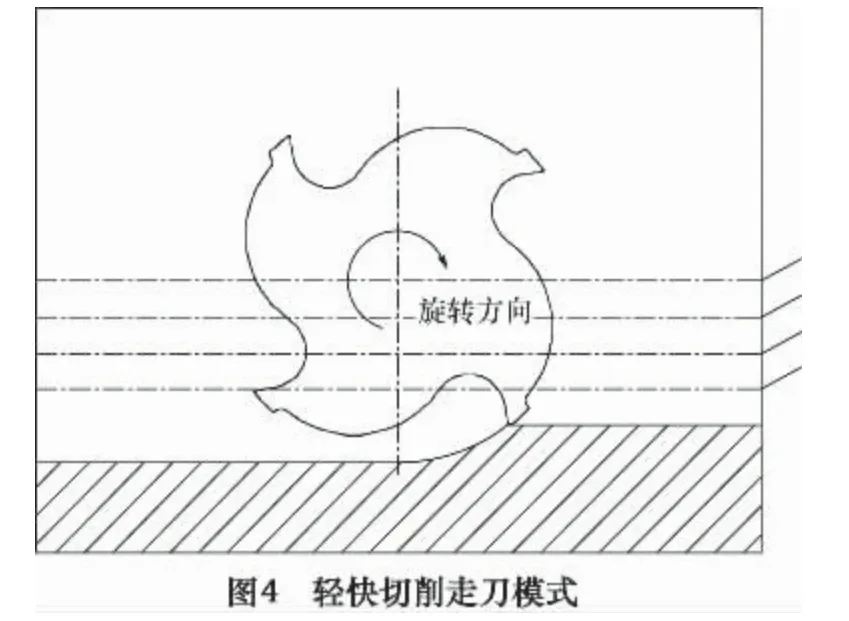
摆线轨迹可以解决上述问题。刀具在狭窄的密封槽内沿图5 走刀路线回转前进,刀具每摆动一周向前一定的距离,这个距离只要小于刀具半径,刀具被工件包围的角度就会小于180°,这种走刀路线从微观的角度上讲就达到了与图4 走刀路线一样的效果,可以说摆线走刀路线是的图4 走刀路线的一种变形模式,通过刀具嵌入工件的深度减小,达到减小包围角从而减小铣削载荷的目的。

3 具体案例加工策略的实施
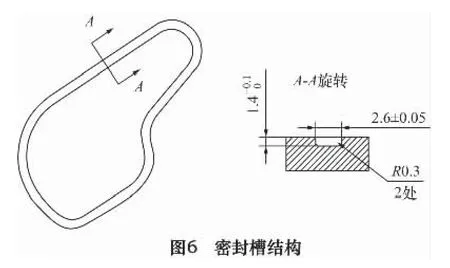
工件端面密封槽的结构与尺寸如图6 所示,中心线周长约170 mm。该零件材料为:1Cr17Ni2,抗拉强度:880~1 080 MPa,使用MAZAK410B 立式加工中心进行加工。目前笔者公司主要的生产瓶颈在于粗加工的铣削方式,刀具(φ2 mm 立铣刀)从预置孔竖直下刀,背吃刀量0.25 mm,转速6 000 r/min,进给20 mm/min,粗加工完毕需要59 min。为改善此蜗牛般的加工效率,对该端面密封槽的铣削加工做出如下调整:
3.1 工步划分
工步划分及加工参数见表2。从表2 可以看出摆线铣加工方式在进刀时与原来的加工方法不同,需要螺旋下刀,这样可以为刀具第一次摆动进刀提供足够的空间,避免刀具在大背吃刀量的情况下嵌入工件太深,受进给力的作用而折刀。
从上面分析已知刀具由于减小了包围角而降低了铣削载荷,所以铣削背吃刀量可以相应增大,且增大铣削背吃刀量所带来的铣削载荷增加要远远小于包围角增大所带来的影响,所以加工时采用1.1 mm 的铣削背吃刀量。
3.2 “摆线铣”在UGCAM 软件中的具体设置
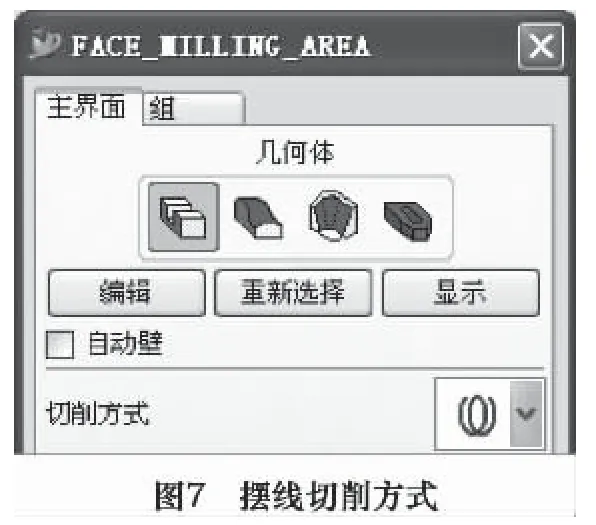
UGCAM 软件提供了完美的3 轴加工解决方案,“摆线铣”切削方式(图7)是UGCAM 软件中高效加工的工法之一,这里简单介绍。根据以上分析的“摆线铣”加工特点,铣刀可以整切削刃加工,所以刀路无须分层,只需要在底部生成即可,这也为提高加工效率奠定了基础。
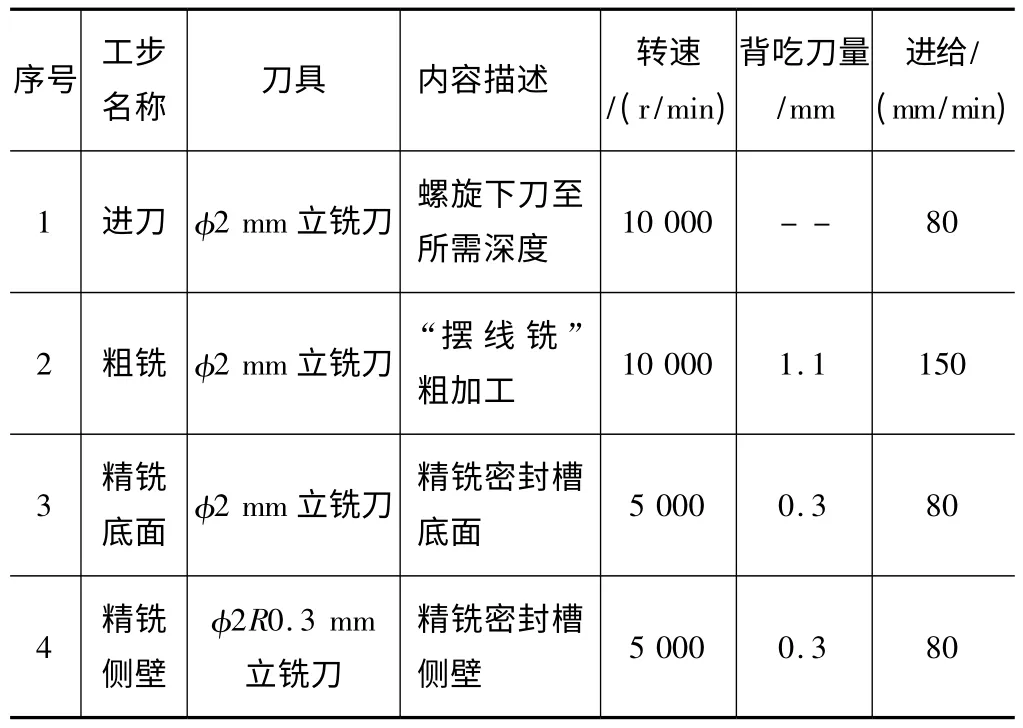
表2
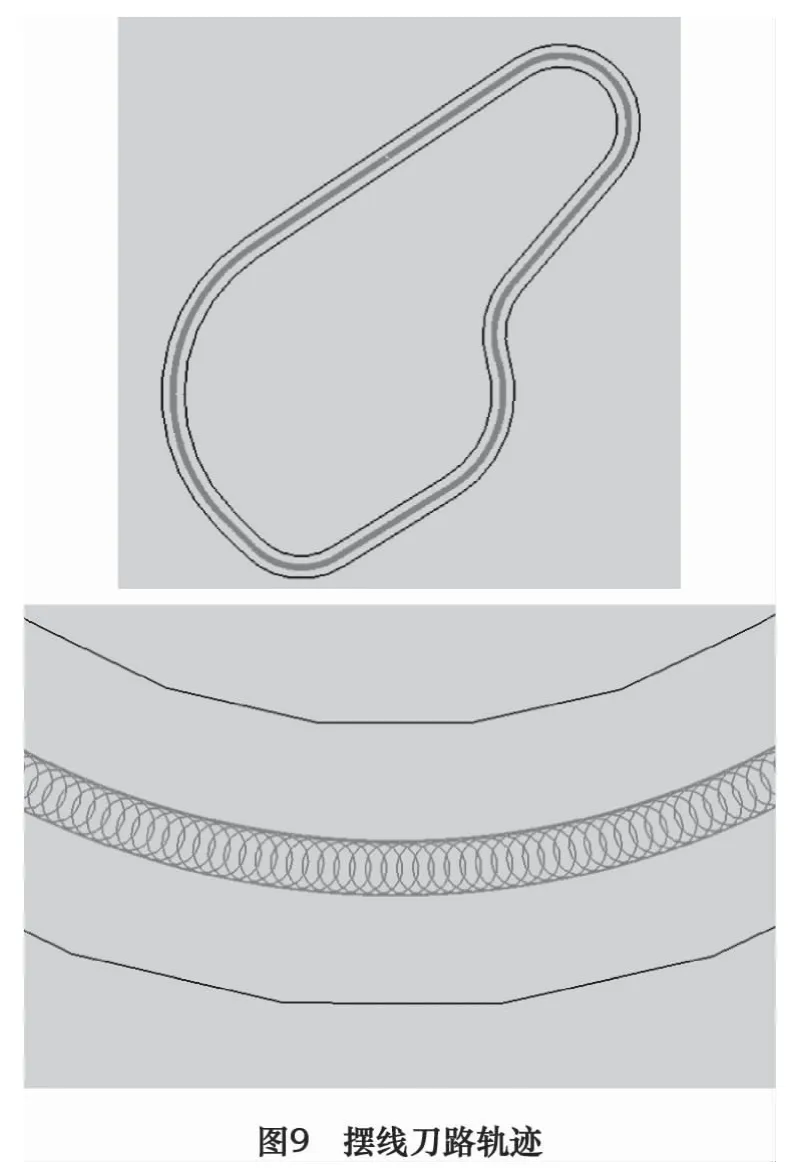
UGCAM 模块中平面铣、型腔铣及面铣削三种工法具有摆线功能,这里使用面铣削进行操作。参数设置详见图8。刀具轨迹如图9 所示。
通过采用“摆线铣”高速加工的粗加工铣削方法进行加工,粗加工的时间从原来的59 min 缩短至10 min,加工效率提升了500%。
4 结语
“摆线铣”由于减小包围角而减小了铣削载荷,所以它适合用于狭窄区域铣削及难加工材料铣削,刀具以圆弧切入切出,允许应用小容屑槽刀具,提高刀具刚性,支持高线速度和进给,在全切削刃铣削,刀具寿命不仅达到最大化,效率也远高于常规加工。

[1]陈大治.UGNX4 高级铣应用技术[M].北京:清华大学出版社,2007.
[2]刘雄伟.数控加工理论及编程技术[M].北京:机械工业出版社,2003.
[3]周泽华.金属切削原理[M].上海:上海科技技术出版社,1984.
