FANUC 系统主轴特殊刚性攻丝实现方法
2014-04-23裴俊朋韩丽伟
裴俊朋 韩丽伟
(①山东永华机械有限公司,山东 兖州 272100;②三角轮胎股份有限公司,山东 威海 264200)
1 刚性攻丝控制原理
对数控机床而言,大部分数控机床都配置伺服主轴,能够获得极好的加工切削性能,并能够实现高精度的刚性攻丝效果。FANUC 系统的刚性攻丝功能是以主轴的旋转和攻丝轴的进给总是保持同步的方式进行位置控制,并进行高精度攻丝加工的一种功能。
2 通常实现刚性攻丝几种方式
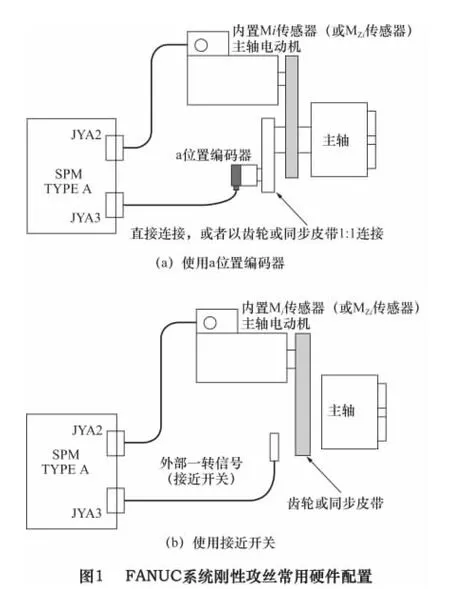
FANUC 数控系统刚性攻丝功能需要软件功能和硬件相互配合才能够实现。常用实现刚性攻丝功能硬件配置有图1 所示两种方式。
上面两种方式都能够实现刚性攻丝功能,配置a位置编码器的结构价格要高于使用接近开关方式,因此很多机床厂家都采用接近开关方式来实现攻丝功能。本文将介绍一种不使用a 位置编码器和接近开关的主轴刚性攻丝实现及调整方法。
3 主轴特殊刚性攻丝功能实现
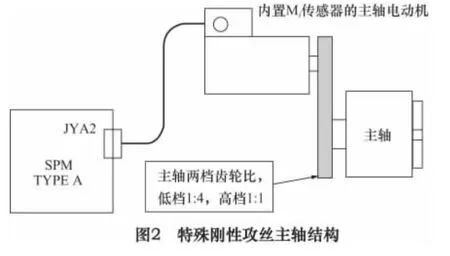
刚性攻丝在系统执行过程中严格执行主轴和攻丝轴(本文中以Z 轴为例)的同步,其同步的执行由系统软件来保证,对于外部一转信号并无要求。但是在某些深孔攻丝中,其攻丝动作往往分几次执行,以保证排屑完全,不影响孔牙的精度和丝锥的寿命,对于这种执行功能,要求在攻丝前,首先执行定向,然后进行攻丝动作。对于这种情况,就需要外部一转信号。此时,机床在主轴结构上必须满足下面要求(图2):(1)主轴及主轴电动机间减速比必须为整数,本文中主轴两档齿轮比分别是低档1∶4,高档1∶1。(2)主轴电动机的编码器必须使用MZi传感器。
4 相关参数设置
为实现刚性攻丝需要在FANUC 数控系统中设置刚性攻功能相对应的系统参数数据,参数设置与主轴配置a 位置编码器参数设置基本类似,本文中不加以详细说明。
刚性攻丝基本参数如表1 所示。
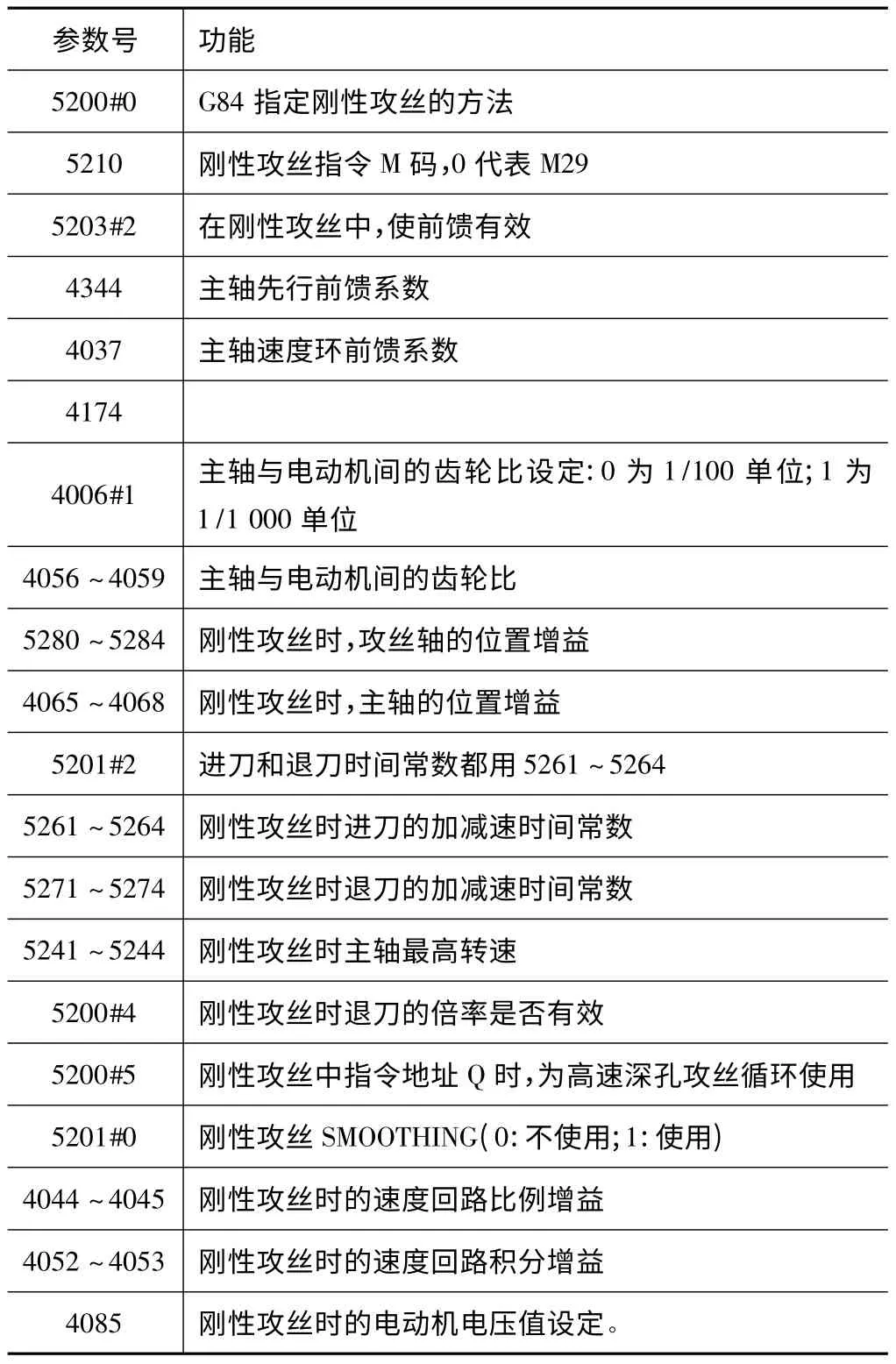
表1 刚性攻丝基本参数
刚性攻丝到位误差、攻丝精度方面的参数如表2所示。
(1)调整特殊说明
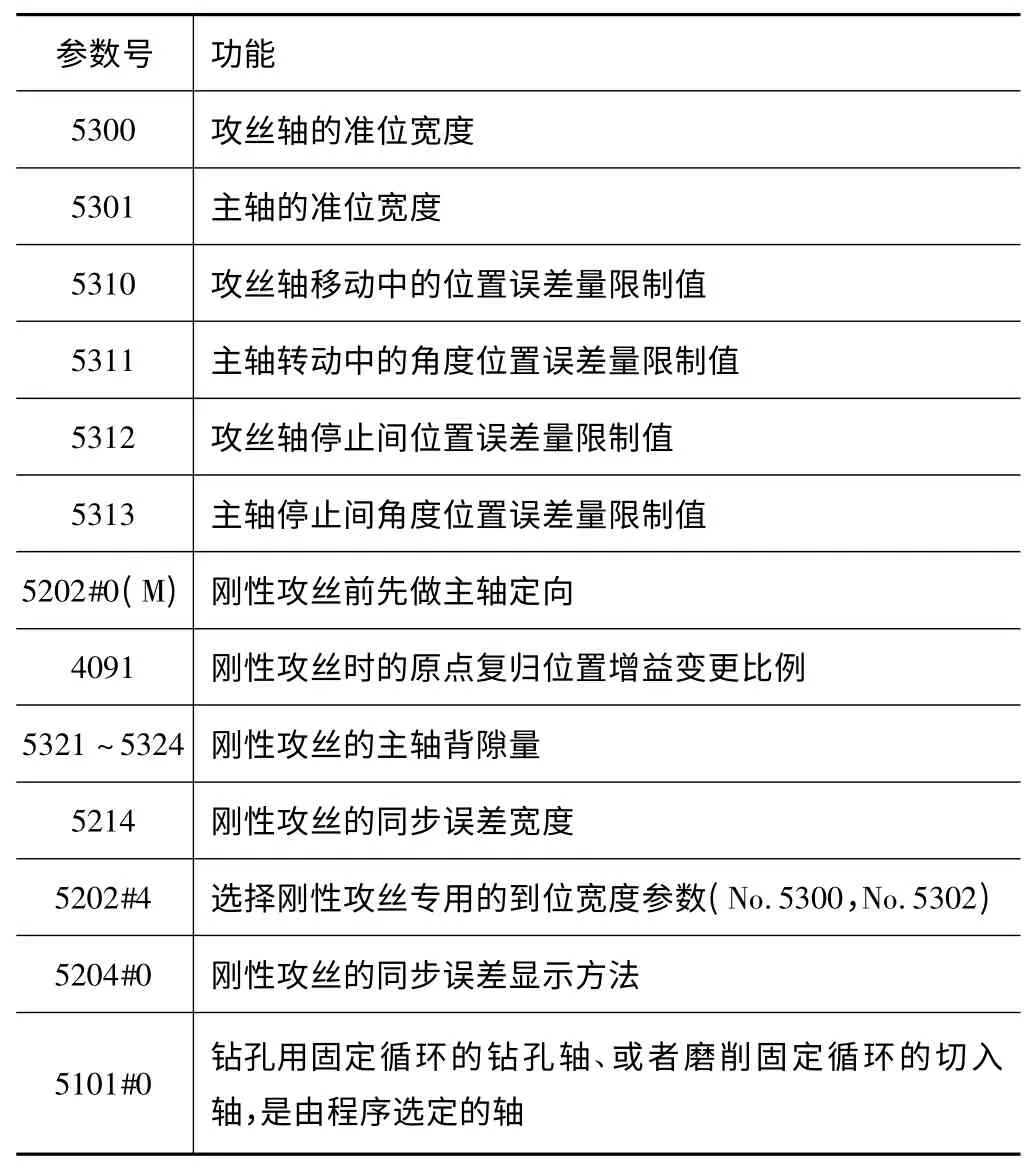
表2 刚性攻丝到位误差、攻丝精度参数
对于上述结构,必须正确设定4056(本文设置400),4057(本文设置100)。
按上述参数设置,并在主轴低档条件下进行测试,我们旋转主轴时,会发现主轴转速没能正确显示,这是由于参数4171 及4174 没有正确设置,参数4171 应设置4,参数4172 应设置1。参数更正后,重新测试主轴转速显示,在高及低档位均能正确显示。
此时需要注意:按照FANUC 说明书中的描述,参数4171~4174 只有在使用外部接近开关时才需要设定,而使用此种结构必须进行该参数设置。
(2)攻丝调整
为测试这种配置的攻丝效果如何,我们编写下面的攻丝测试程序,程序编写内容如下:

通过FANUC 数控系统上的诊断功能发现:攻丝程序启动时刚性攻丝误差较大为200 μm 左右,但在攻丝过程中,同步误差在10 μm 以内。而在实际攻丝完成后,丝孔精度检测是合格的。并经过多个位置攻丝测试后,测得的丝孔精度均合格。
5 特殊说明
(1)在刚性攻丝时,编程指定主轴转速S400,但是实际加工时,反馈速度显示为340(在主轴速度模式下,速度显示正确),F 显示400,但是没有影响攻丝精度。
(2)主轴在低档时有1:4 减速比,实际调试发现:如果设定参数5281~5284、4065~4068 主轴和攻丝轴相同增益的话,同步误差反而大,原因主要为低档时,主轴1:4 的减速比,放大了主轴的刚性,所以在调试有换档机构的主轴刚性对需要注意。
(3)带有主轴档位比时,需要正确处理CTH1A(G70.3)CTH2A(G70.2)信号。
6 结语
此种系统硬件配置、主轴机构及参数设置已经在笔者公司多台龙门机床上使用,在客户使用过程中刚性攻丝功能均能实现高精度的要求。此种配置及调整方法为笔者公司创造了较大的经济效益。
[1]FANUC 公司.FANUC AC SPINDLE MOTOR ai series 参数说明书[Z].
[2]FANUC 公司.FANUC Series 0i-MODEL D 参数说明书[Z].
[3]FANUC 公司.简明联机调试资料[Z].
[4]山东永华机械有限公司.产品检验合格证[Z].
