A feasibility study of using two-component polyurethane adhesive in constructing wooden structures
2014-04-20MohammadDerikvandGhanbarEbrahimiMehdiTajvidi
Mohammad Derikvand • Ghanbar Ebrahimi • Mehdi Tajvidi
Introduction
Gluing of wood is among the most effective joining techniques for building wooden structures (Smardzewski 2002). Different types of adhesives are commonly used in constructing wooden structures but polyvinyl acetate (PVAc) has been among the most popular woodworking adhesives for more than five consecutive decades. PVAc based adhesives have many advantages in comparison with other kinds of adhesives used in the furniture industry; namely, low cost, ease of use, simplicity of application, and minimal harmful environment effects (Qiao and Easteal 2001). However, it is well known that PVAc adhesives do not have good water resistance, heat resistance and creep resistance under a heavy loads for long periods, and these deficiencies limit its wider usage (Qiao and Easteal 2001). Therefore, PVAc adhesive is not generally recommended for wooden structures and joints subjected to high temperature or high humidity (Sellers et al. 1988). In many developing countries, there is still no proper replacement for PVAc adhesive in manufacturing wooden structures for outdoor use under atmospheric conditions. Generally, a proper wood adhesive with an outdoor application should have special characteristics of good water resistance, stability against ultraviolet (UV) and weathering resistance. In these cases, polyurethane adhesives seem more appropriate because of their specific waterproof properties and weathering resistance. There are different kinds of one- and two-component polyurethane (PUR-1K and PUR-2K) adhesives, many of which are waterproof and, if these adhesives show a reliable performance on wood materials, can be used for wood products for outdoor application. However, finding an adhesive appropriate for use in constructing outdoor wooden structures needs comprehensive studies on its bond strength and durability, harmful environment effects, and additional costs for manufacture; specifically, estimation of the adhesive bond strength is the first step in determining a specific adhesive for wood products. In previous studies (Altinok et al. 2011; Keskin et al. 2009; Konnerth et al. 2006; Örs et al. 2004; Qiao and Easteal 2001; Raftery et al. 2009; Serrano 2004; Vick and Okkonen 1998), shear strength was used as a reliable parameter for the evaluation of adhesive bond strength in solid wood, because it is the most common interfacial stress under service conditions (Pizzo et al. 2003). It was demonstrated that in the radial and tangential surfaces of Calabrian pine (Pinus brutia Ten.) wood, the specimens bonded with PVAc adhesive produced higher shear strength compared to those glued with one-component PUR adhesive (Burdurlu et al. 2006). In a test of resistance to deformation under static loads, one-component PUR bonds withstood extreme exposures of temperature and relative humidity for 60 days without deformation (Vick and Okkonen 1998).
So far, limited studies have been performed to determine the shear strength of one-component PUR adhesives on wood materials (Keskin et al. 2009; Konnerth et al. 2006; Beaud et al. 2006; Örs et al. 2004; Serrano 2004), and shear strength of two-component PUR adhesive on wood has not been documented. This study is the first to determine the feasibility of using two-component PUR adhesive in constructing outdoor furniture and wooden structures by evaluating the shear strength and adhesion qualities of PUR and PVAc (as a control) adhesives on the most commonly used wood species in furniture industry.
Materials and methods
Wood materials
Oriental beech (Fagus orientalis L.), poplar (Populus deltoides Bartr.), white oak (Quercus alba L.), fir (Abies alba Mill.), sycamore (Platanus orientalis L.) and white walnut (Juglans cinerea L.) were utilized in construction of test specimens (Table 1). Since wood defects, such as knots and slope of grain, may negatively affect the accuracy of shear strength measurements of the adhesive, the specimens used in the study were cut from straight grain defect-free wood with nominal 12% moisture content.
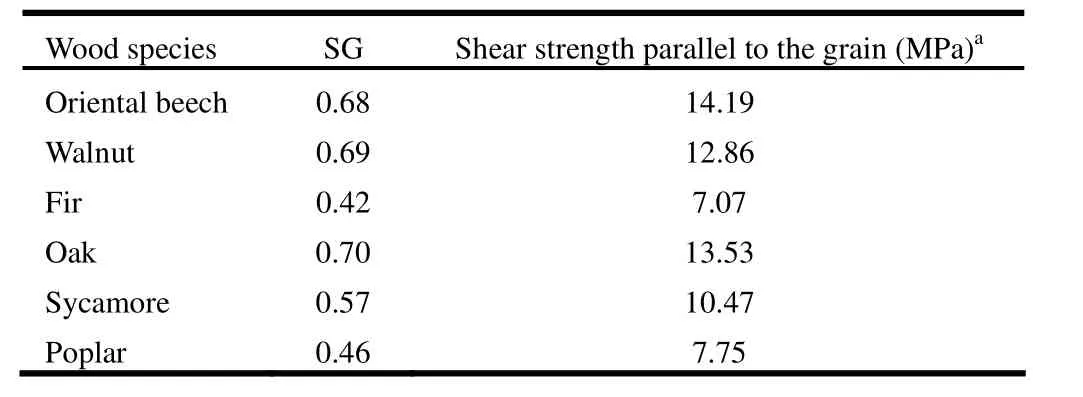
Table 1: Specific gravity and shear strength parallel to the grain of woods used in the study (Derikvand et al. 2013)
Test adhesives
PVAc and two-component PUR adhesives were used to produce the specimens (Table 2). We seleted PVAc to serve as the standard adhesive in this study because it is widely used in the furniture industry and, therefore, provides a useful basis for comparison with the shear strength and adhesion quality of PUR adhesive. PVAc adhesives are known as contact glues, while the PUR adhesives cure by chemical reaction between their components. The PUR adhesive, used in the study, was completely waterproof and did not contain components affecting the swelling of wood.

Table 2: Properties of PUR and PVAc adhesives used in the study
Preparation of the specimens
Fabrication and testing of block-shear specimens used in the study were performed in accordance with the principles of ASTM D-905. The size of test specimens affects the accuracy of measurement of adhesive bond strength (Custódio et al. 2009), so that the stress distribution in test specimens tends to be more uniform as the size of the connection decreases (Serrano 2004). Therefore, dimensions of the specimens used in the study were selected from ASTM D-4680. Although dimensions of the D-4680 specimen are smaller than those of the D-905 specimen, its configuration is quite similar to the D-905 specimen. In the first step of constructing the block-shear specimens, wood blocks, of suitable size (ASTM D905), were prepared at dimensions shown in Fig. 1a. The adhesive was applied to the blocks in accordance with the recommendations of the adhesive manufacturer. The glue-coated blocks were assembled and then pressed (7×105MN·m-2) for 24 hours, so that thin glue lines (< 0.1 mm) were achieved. The block-shear specimens were then cut such that the grain direction was parallel to the direction of loading during the tests (Fig. 1b). Ten replicates of each adhesive were constructed from each wood species. The block-shear specimens were then kept in the climatic chamber at relative humidity of 65% ± 3% and a temperature of (20±2) °C for three weeks. After this conditioning period, adhesive achieves its full strength (Altinok et al. 2009; Maleki et al. 2012; Derikvand et al. 2013).
Description of tests
Using a standard shear-testing device (Fig. 2), 120 block-shear specimens were tested on a computer-controlled Instron (4486) testing machine. Loading speed was 5 mm·min-1during the tests. The maximum force applied to the specimens was recorded.
Shear stress values that occurred at the shear area of test specimens under uniaxial compression load were then calculated using following formula:

where. τ is the maximum shear strength (N·mm-2), Pmaxis the maximum load at failure point (N), and A is the shear area (645.16 mm2).
After performing the tests, the percentage of wood failure in tested specimens was also estimated to the nearest 5% of shear area according to the principles of ASTM D-5266.
Data analysis
Data were analyzed using analysis of variance (ANOVA) and Duncan’s test was used to determine the significance of differences between groups.
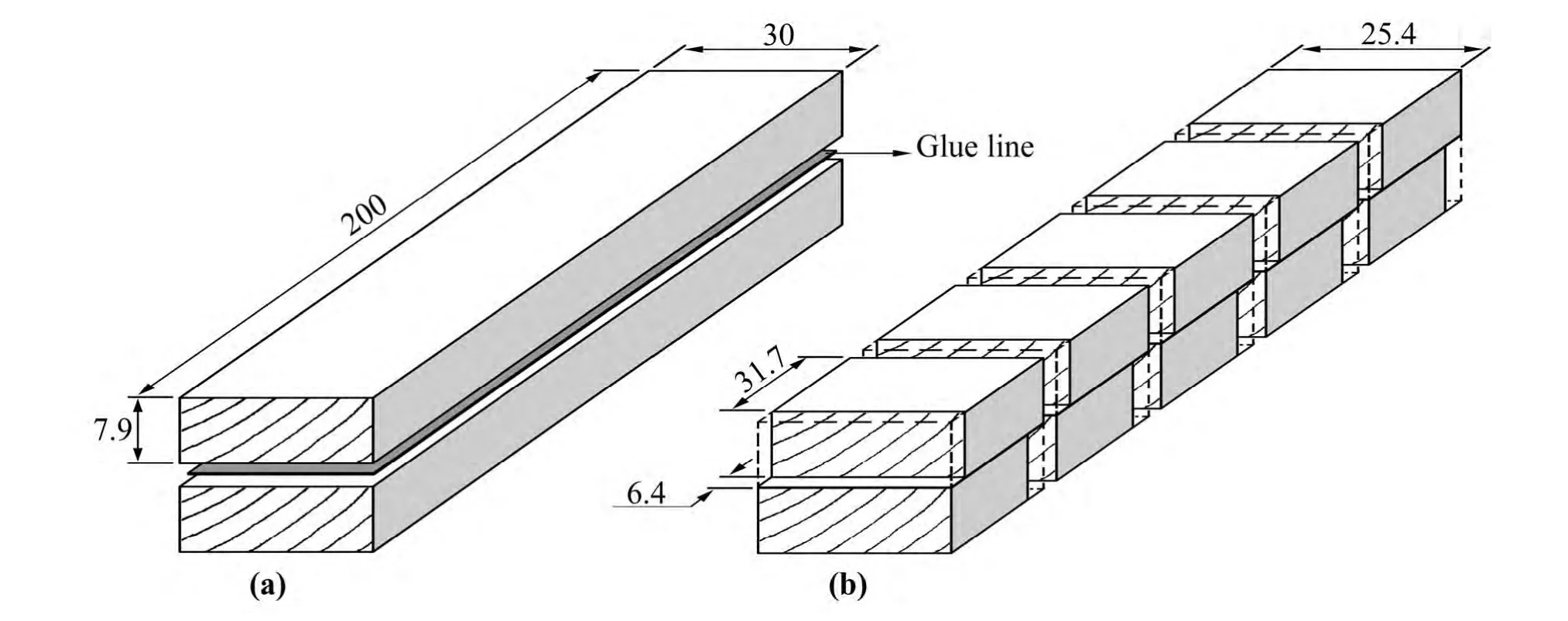
Fig. 1: Shear test specimen configuration (mm), before (a) and after (b) cutting

Fig. 2: Shear-testing device used in the study
Results
Shear strength of PUR and PVAc adhesives
ANOVA for shear strength of PUR and PVAc adhesives and percentage of wood failure in tested specimens are given in Table 3. The differences between the shear strength values were highly significant in terms of adhesive type, wood species and the interaction between the wood species and type of adhesive (p <0.001).
Average values of the shear strength of the PUR and PVAc adhesives along with the percentage of wood failure in tested specimens and results of the Duncan test for identification of significant differences between groups for each wood species are given in Table 4. The highest shear strength values for both adhesive types were obtained in beech specimens, while the lowest shear strength values were recorded in specimens constructed of fir. For PUR adhesive, no significant difference was observed between the shear strengths of specimens constructed of beech and oak. There was also no significant difference in the shear strength of the PUR adhesive in specimens constructed of fir and poplar. Likewise, in the case of PVAc adhesive, no significant differences were observed in the shear strength of walnut, oak and sycamore specimens.
Generally, the shear strength of PUR adhesive was 16.50% higher than that of PVAc adhesive. In specimens constructed of beech, the shear strength of PUR adhesive was 15.52% higher than that of PVAc adhesive, while the differences were 27.44% and 40.56% in the case of specimens constructed of walnut and oak, respectively. However, for specimens constructed of fir and sycamore, the shear strength of PUR adhesive was approximately 14.71% and 4.18% higher than for PVAc adhesive, respectively. In the case of poplar specimens, the shear strength of PUR adhesive was 6.58% less than that of PVAc adhesive.
Percentage of wood failure in tested specimens
Percentage of wood failure differed significantly by wood species (p <0.001) (Table 3). There was no significant difference in percentage of wood failure by adhesive type (p >0.05). The interaction between bilateral different groups was statistically significant (p <0.05).

Table 3: Results of ANOVA for amounts of shear strength and percentage of wood failure
NS: Not significant; ❋❋❋ Highly significant with probability less than 0.001; ❋ significant with probability less than 0.05

Table 4: Average shear strength of PUR and PVAc adhesives along with percenrage of wood failure values on different wood species
The highest percentage of wood failure for PVAc adhesive was recorded for specimens fabricated of poplar. No significant differences in the percentage of wood failure were recorded for specimens constructed of sycamore, fir, and poplar (Table 4). The lowest percentage of wood failure was obtained in specimens constructed of beech. There was no significant difference between percentage of wood failure in beech and walnut specimens. In the case of PUR adhesive, maximum percentage of wood failure was recorded for specimens constructed of fir. There were no significant differences between percentages of wood failure for specimens constructed of sycamore, fir, and poplar. The lowest percentage of wood failure was recorded for specimens constructed of oak and no statistically significant difference in the percentage of wood failure was observed between specimens constructed of oak and beech. Generally, the percentage of wood failure increased with increase in the shear strength of test adhesives, so that the percentage of wood failure in specimens constructed with PUR adhesive was approximately 5.5% higher than for those of specimens made with PVAc adhesive. However, oak specimens showed an inverse behavior so that the percentage of wood failure in oak specimens constructed with PUR adhesive was 19.5% less than for oak specimens fabricated with PVAc adhesive. Overall, ANOVA results showed that there was no statistically significant difference between percentage of wood failure in specimens made with PUR and PVAc adhesives.
Discussion
Although shear strength and adhesion quality of an adhesive directly depends on its formulation and chemical properties, physical-mechanical properties of wood used in construction of our test specimens had a significant effect on the shear strength of test adhesives. These results for the PUR and PVAc adhesives support those reported by Altinok et al. (2011) for the shear strength of PVAc and urea-formaldehyde (UF) adhesives on various wood species. Overall, the shear strength of PUR adhesive was significantly higher than that of PVAc adhesive. However, in the case of poplar specimens, unlike the other wood species, PVAc adhesive showed higher shear strength than did PUR adhesive. This unusual instability in the results obtained from poplar specimens was probably due to weak shear strength parallel to the grain of wood. In fact, in the case of poplar, sycamore, and fir specimens, the shear strength values of tested adhesives were higher than shear strength parallel to the grain of wood; hence, failures occurred mostly in the test blocks rather than at the adhesive line in specimens constructed of these three wood species (Fig. 3). Differences in specific gravity, pore diffusion, extractive and surface roughness of wood are the main reasons for differences in shear strengths and adhesion qualities of a given adhesive on different wood species. Shear strength parallel to the grain of wood directly affected the accuracy of the bond line strength measurement: when the shear strength of wood was lower than the shear strength of the adhesive, test specimens were destroyed before the adhesive line could achieve its final strength under loading such as the modulus of failure in poplar, fir, and sycamore specimens (Fig. 3). Thus, the results obtained from poplar, fir and sycamore specimens did not provide a good comparison of the shear strength of the test adhesives. In contrast, beech, walnut and oak specimens yielded more reliable comparisons of differences between shear strength values of the PVAc and PUR adhesive, specifically, because of their high density and shear strength parallel to the grain.

Fig. 3: Some failure modes of block-shear specimens (a: fir, b: poplar, c: sycamore)
Conclusions
Shear strength of the PUR adhesive used in this study was significantly higher than that of the conventional PVAc adhesive.
Generally, with the exception of oak specimens, there was no significant difference between percentage wood failure in specimens constructed with PUR and PVAc adhesives.
The PUR adhesive with perfect waterproof properties can be recommended as a replacement for PVAc adhesive in constructing furniture for outdoor use under atmospheric conditions. However, we assessed only shear strength and adhesion performance of the PUR adhesive. Other factors that might influence the choice of an adhesive include harmful effects on human health and durability of the adhesive under different temperature and humidity conditions. Such factors should be assessed in future studies to enable confident recommendation of PUR adhesive for use in the furniture industry.
The accuracy of the shear strength measurements of different wood adhesives directly depends on wood species used in constructing test specimens.
Beech, walnut and oak species can be recommended for use in future studies to achieve a reliable comparison between shear strength of different wood adhesives. This is because of their high density, low percentage of wood failure, and high shear strength parallel to the grain.
Altinok M, Atar M, Keskin H, Korkut S, Kocaturk I. 2011. Determination of bonding performance of several modified wood adhesives. International Journal of the Physical Sciences, 6(2): 294-300.
Altinok M, Taş HH, Sancak E. 2009. Load carrying capacity of spline joints as affected by board and adhesives type. Scientific Research and Essays, 4(5): 479-473.
ASTM D-4680. 1998. Standard test method for creep and time to failure of adhesives in static shear by compression loading (Wood-to-Wood). The American Society of Testing and Materials, USA.
ASTM D-5266. 1999. Standard practice for estimating the percent wood failure in adhesive joints. The American Society of Testing and Materials, USA.
ASTM D-905. 1998. Standard test method for strength properties of adhesive bonds in shear by compression loading. The American Society of Testing and Materials, USA.
Beaud F, Niemz P, Pizzi A. 2006. Structure–property relationships in one-component polyurethane adhesives for wood: sensitivity to low moisture content. Journal of Applied Polymer Science, 101(6), 4181-4192.
Burdurlu E, Kiliç Y, Elibol GC, Kiliç M. 2006. The shear strength of Calabrian Pine (Pinus brutia Ten.) bonded with polyurethane and polyvinyl acetate adhesives. Journal of Applied Polymer Science, 99(6): 3050-3061.
Custódio J, Broughton J, Cruz H. 2009. A review of factors influencing the durability of structural bonded timber joints. International Journal of Adhesion and Adhesives, 29(2): 173-185.
Derikvand M, Smardzewski J, Maleki S, Dalvand M, Ebrahimi G. 2013. Withdrawal force capacity of mortise and loose tenon T-type furniture joints. Turkish Journal of Agriculture and Forestry, 37: 377-384.
Keskin H, Atar M, Akyildiz MH. 2009. Bonding strengths of poly (vinyl acetate), Desmodur-VTKA, phenol-formaldehyde, and urea-formaldehyde adhesives in wood materials impregnated with vacsol azure. Materials and Design, 30(9): 3789-3794.
Konnerth J, Gind W, Harm M, Müller U. 2006. Comparing dry bond strength of spruce and beech wood glued with different adhesives by means of scarf- and lap joint testing method. Holz als Roh- und Werkstoff, 64(4): 269-271.
Maleki S, Derikvand M, Dalvand M, Ebrahimi G. 2012. Load carrying capacity of mitered furniture corner joints with dovetail keys under diagonal tension load. Turkish Journal of Agriculture and Forestry, 36: 636-643.
Örs Y, Atar M, Keskin H. 2004. Bonding strength of some adhesives in wood materials impregnated with imersol-aqua. International Journal of Adhesion and Adhesives, 24(4): 287-294.
Pizzo B, Lavisci P, Misani C, Triboulot P, Macchioni N. 2003. Measuring the shear strength ratio of glued joints within the same specimen. Holz als Roh- und Werkstoff, 61(4): 273-280.
Qiao L, Easteal A. 2001 Aspects of the performance of PVAc adhesives in wood joins. Pigment & Resin Technology, 30(2): 79-87.
Raftery GM, Harte AM, Rodd PD. 2009. Bond quality at the FRP-wood interface using wood-laminating adhesives. International Journal of Adhesion and Adhesives, 29(2): 101-110.
Sellers JR, McSween JR, Nearn WT. 1988. Gluing of eastern hardwoods: A review. New Orleans, LA: U.S. Department of Agriculture, Forest Service, Forest Product Laboratory.
Serrano E. 2004. A numerical study of the shear-strength-predicting capabilities of test specimens for wood-adhesive bonds. International Journal of Adhesion and Adhesives, 24(1): 23-35.
Smardzewski J. 2002. Technological heterogeneity of adhesive bonds in wood joints. Wood Science and Technology, 36: 213-227.
Vick CB, Okkonen EA. 1998. Strength and durability of one-part polyurethane adhesive bonds to wood. Forest Products Journal, 48: 71-76.
杂志排行

Journal of Forestry Research的其它文章
- Carbon sequestration in Chir-Pine (Pinus roxburghii Sarg.) forests under various disturbance levels in Kumaun Central Himalaya
- Regional differences of water conservation in Beijing’s forest ecosystem
- Spatial modeling of the carbon stock of forest trees in Heilongjiang Province, China
- Spatial heterogeneity of factors influencing forest fires size in northern Mexico
- Community ecology and spatial distribution of trees in a tropical wet evergreen forest in Kaptai national park in Chittagong Hill Tracts, Bangladesh
- Diversity, regeneration status and population structure of gum- and resin-bearing woody species in south Omo zone, southern Ethiopia