锦屏二级水电站压力钢管加劲环的拼装及焊接施工
2014-04-19卢晓亮
卢晓亮
(葛洲坝集团第二工程有限公司,成都,610091)
1 概述
锦屏二级水电站地下厂房引水隧道压力钢管制作工程,包含钢板下料、卷制、加劲环制作、焊接等工序,总量约为21000t。其中加劲环制作工程量约为3500t。
锦屏二级水电站压力钢管管节设计为3m/节,直径6.5m,板厚20mm~48mm。管节设置3道加劲环,间隔1m,板厚20mm~38mm。
目前水电站压力钢管加劲环组拼,通常采用在钢管管壁母材上点焊三角楔铁作为临时工装,待加劲环安装完毕后将三角楔铁割除,然后用角磨机打磨母材焊疤。该施工方法对压力钢管母材性能有不良影响,同时打磨焊疤也增加了人工和辅材用量,降低了压力钢管制作工效。为此,锦屏二级水电站地下厂房压力钢管制作工程,研制出一种新型的加劲环组拼工装,在组装施工时既可避免在母材上点焊,同时还能有效降低人工和辅材的消耗,有效提高了压力钢管的制作效率。
2 加劲环拼装
2.1 加劲环拼装工装设计
加劲环拼装定位工装利用压力钢管制作后的废弃材料加工,加劲环组拼所需定位工装数量根据压力钢管直径确定,一般为4个以上的偶数数量。压力钢管纵缝焊接完成并经检验合格后,将定位工装安装于压力钢管管节指定位置(一般为加劲环与压力钢管贴合部位串浆孔位置),再进行加劲环的组拼。加劲环组拼完成后,工装从加劲环串浆孔取出,再循环利用。
加劲环拼装工装结构部分见图1、图2。图中各尺寸按单节钢管长3000mm、钢管内径6500mm、布置三层加劲环设计,如单节钢管长度、钢管内径、加劲环数量发生变化,则各尺寸也相应改变。

图1 工装安装平面图

图2 工装安装立面图
下面结合图1、图2对本工装结构4个整体部分进行说明:
(1)上端贴壁连接部分Ⅰ,用于支承第一、二层加劲环和连接下端卸扣,定位平插连接板和间距连接条;
(2)下端卸扣部分Ⅱ,用于第三层加劲环拼装,定位平插连接板和间距连接条;
(3)平插连接板Ⅲ,防止加劲环凸、翘,稳定加劲环平面度;
(4)间距连接条Ⅳ,支撑加劲环,用于增加加劲环和整体工装的稳定性和安全性。
2.2 加劲环组拼程序
2.2.1 定位工装制作。利用压力钢管制作后的废弃材料按附图1、图2加工16个工装,加工工装时,需考虑加劲环板厚尺寸。单个工装中最大单件重量10.6kg,组装后总重量24.8kg。
2.2.2 定位工装安装。钢管纵缝焊接完成,利于人工或现场起重设备将16个工装安装于钢管管节16个加劲环串浆孔位置。先将工装上端贴壁连接部分Ⅰ均布于管节上端口,按图纸具体尺寸进行定位,扭紧上端部调节满丝螺栓,将下端切口部分Ⅱ套入上端贴壁部分Ⅰ的卡槽扣上,然后使加劲环支承三角件全部展开,并用插销锁死,安装平插连接板Ⅲ和间距连接条Ⅳ后便可安装加劲环。
2.2.3 加劲环组拼。利用现场起重设备将加劲环吊放至工装三角件上部,利用千斤顶、大锤等辅助工具按设计和规范要求进行加劲环与钢管的拼装,加劲环拼装到位后与钢管管壁点焊牢固。
2.2.4 定位工装拆除。将三角件下侧插销拔出,将三角件折叠,上端贴壁部分Ⅰ和下端卸扣部分Ⅱ可从加劲环串浆孔取出。
2.2.5 定位工装循环利用。取下工装后,即可进行加劲环与钢管管壁之间的焊接,定位工装随即用于下一钢管加劲环的组拼。
3 加劲环焊接
3.1 焊接参数选择
选定NB-500型CO2气体保护焊机作为正式焊接用设备,要求其设备静、动态特性尽量相同或相近。其焊接参数为:空载电压。76V;电流调节范围。20A~500A;工作电压。15V~45V;送丝速度。2m/min~18m/min。
焊丝选CHW-50C6、φ1.2mm实芯焊丝。
3.2 焊缝坡口形式
焊缝的坡口形式见图3,加劲环、止推环、阻水环角焊缝形式见图4。

图3 压力钢管加劲环对接焊缝坡口形式
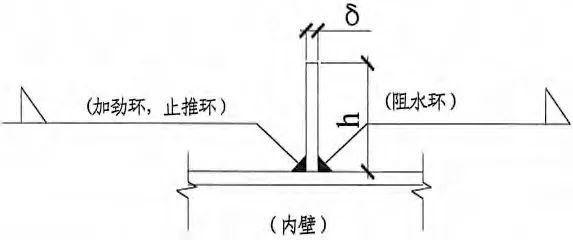
图4 加劲环、止推环、阻水环角焊缝
3.3 焊前准备及要求
(1)凡参加压力钢管焊接的焊工,均应按DL/T5017-2007的规定通过考试,并取得相应的合格证;
(2)焊前应了解被焊工件的施工要求、钢材牌号,并据此确定焊接方法、焊接材料、规格等;
(3)施焊前,应将坡口及其两侧10mm~20mm范围内的氧化物、熔渣、油垢、水迹清除干净;
(4)检查定位焊缝是否符合规定要求,定位焊上的裂纹、气孔、夹渣等缺陷均应清除;
(5)检查焊缝的边口是否平整,如果错边量大于规定值,则通知装配工返工,将板列做平;
(6)检查焊缝的间隙,如发现不符合要求,应及时返修,否则不得施焊。
3.4 焊接技术要求
(1)焊接环境出现下列情况时,应采取有效的防护措施,无防护措施时,应停止焊接工作:①风速大于2m/s;②相对湿度大于90%;③雨雪环境;④环境温度-10℃以下;
(2)加劲环安装时,每条角焊缝应同时对称进行施焊;
(3)焊缝(包括定位焊缝)焊接时,应在坡口内引弧、熄弧,熄弧时应将弧坑填满,多层焊的层间接头应错开25mm以上;
(4)定位焊缝长度在50mm以上,厚度不大于8mm,其间距约为400mm;
(5)正面焊接后,将反面焊缝采用碳弧气刨进行清根,打磨干净并认真检查,保证无缺陷后再进行焊接。对需预热后焊接的钢板,应在清根前预热;
(6)每条焊缝应一次连续焊完,不得中断,层间温度控制在150℃~230℃范围内。因特殊情况必须中断焊接时,应采取焊缝保温及其他防止裂纹的方法与措施。在重新焊接前,应将表面清理干净,确认无裂纹后,方可按原工艺继续施焊。
3.5 焊接主要控制要点
(1)全自动CO2气体保护焊工必须具有相当的电弧焊理论知识和手工焊基础,经专业培训考核取得相应的资质,并根据平时焊绩状况决定本人的工作范围;
(2)保证坡口角度和坡口直线度,应保证坡口角度不小于60°,坡口直线度≤1mm/m;
(3)保证焊缝对装质量,坡口错牙应小于0.5mm,间隙为3mm~4mm;
(4)保持正确的焊枪行走角,焊丝轴线相对于焊缝中心线的角度和位置会影响焊道的形状和熔深,焊丝轴线与焊缝中心线的夹角称为焊枪行走角,此角度一般应为60°~80°;
(5)整个焊接过程中必须保持脉冲焊接方式;
(6)保证气体的纯度和比例。一般CO2气体纯度应不低于99.5%,Ar气体纯度应不低于99.99%,气体比例为:20%CO2+80%Ar,Ar气体比例可适当提高;
(7)在使用CO2前最好将CO2瓶倒置2h以上,然后放掉水份再使用;
(8)焊接位置采用立焊位,焊缝预热温度为120℃~150℃,预热区的宽度应为焊缝中心线两侧各3倍板厚且不小于100㎜,其温度测量在距焊缝中心各50㎜处对称测量,每条焊缝测量点间距不大于2m,且不少于3对;
(9)焊后立即进行后热处理,后热温度为150℃~200℃,保温时间不少于1h小时。
3.6 焊接工艺参数
焊接工艺参数见表1、表2、表3、表4。
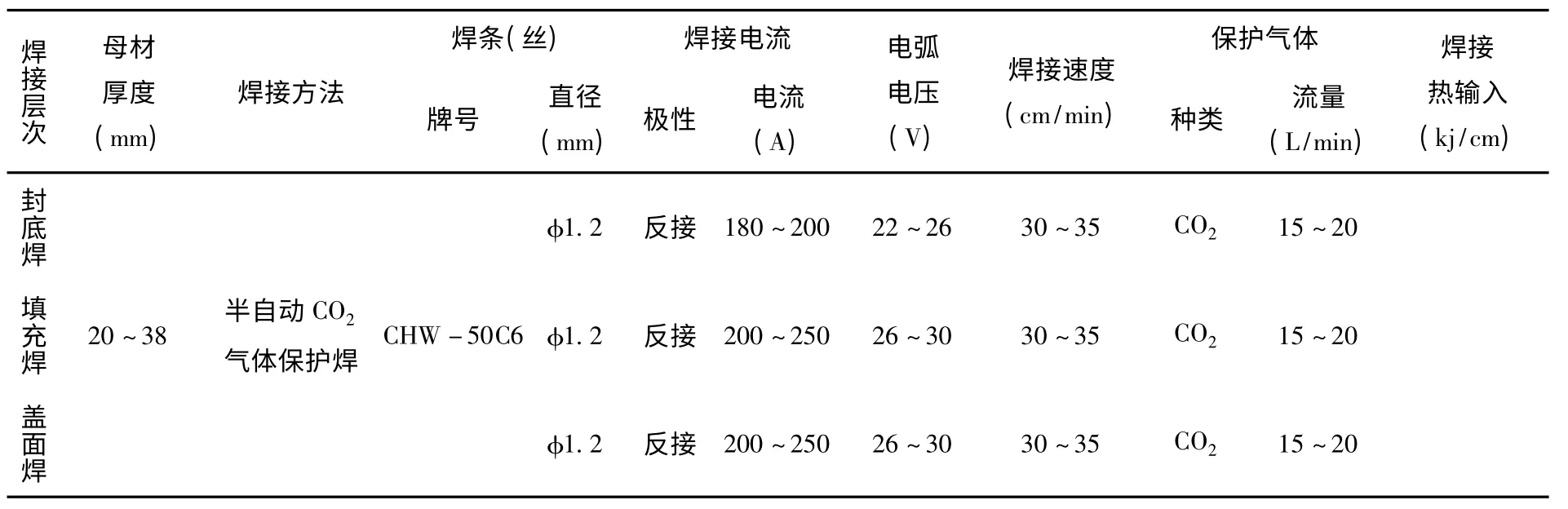
表1 加劲环(16MnR)对接平焊(1)

表2 加劲环(16MnR)对接平焊(2)

表3 加劲环(16MnR)对接仰焊

表4 加劲环(16MnR)与管壁间平角焊
4 焊接质量检测
4.1 外观质量检测
所有焊缝焊完后,均由焊工本人自检。Ⅰ、Ⅱ类焊缝自检合格后,应在焊缝两侧距接头50mm范围内打上该焊工代号,并做好记录。外观自检标准见表5。

表5 焊缝外观检查项目及标准
焊缝焊完后,焊工应将所有焊道上异物清除干净。所有焊缝完成后,应由专职质检员作表面检查,并作好记录。
4.2 内部质量检测
内部质量检测标准(见表6),

表6 内部质量检测标准
4.3 焊接缺陷处理
(1)焊件表面被电弧、碳弧气刨及气割损伤处和焊疤应修磨平整;
(2)当焊缝有不允许缺陷时,应按下列要求进行返修:
①焊缝有不允许的表面缺陷,允许焊工自行返修,但对表面裂纹不得擅自处理,应及时报告焊接技术人员和焊接质量检查人员;
②内部缺陷、表面裂纹返修前,应认真分析原因,制定切实可行的返修方案,经技术主管审批并经监理人同意后,方可进行返修;
③焊缝缺陷应采用焊缝气刨、风铲、砂轮或其它机械方法清除,清除长度应比缺陷范围两端各长50mm。严禁用电弧或气割火焰熔除;
④低合金钢同一部位返修次数不得超过两次,高强钢不宜大于1次。如超过规定次数,应找出原因,制定可靠的技术措施,报送监理人批准后实施,并作好记录。
5 结语
锦屏二级地下厂房压力钢管制作加劲环拼装、焊接,已完成的单元工程质量评定均为优良,合格率100%、优良率均达到96.7%。其中,焊接一、二类焊缝经第三方(水利部郑州质检中心)超声波无损探伤检测,一次合格率100%,返修率0,三类焊缝全部合格。
锦屏二级水电站地下厂房压力钢管制作于2009年6月初正式开始生产,于2012年底结束生产,所有管节现场安装均已完成,期间未出现质量缺陷,节约了大量人、材、机成本。
