振动时效工艺在会兰庞雅水电站消除钢岔管焊接残余应力中的应用
2014-04-19仲秀风
仲秀风
(葛洲坝集团第二工程有限公司,成都,610091)
1 概述
老挝会兰庞雅水电工程项目,压力钢管的钢岔管为“Y”分岔结构,采用WDB620钢焊接制作,岔管壁厚48mm、月牙肋厚100mm,岔管主管直径2048mm,支管直径1448mm。岔管水压试验的设计静压力为4.3MPa。
由于钢岔管结构复杂、管壁厚,焊接工艺复杂,在制作安装过程中会产生严重的残余应力。根据规范要求,需要采用合理工艺(如振动时效消应工艺)消除钢岔管的加工残余应力。
2 振动时效工艺原理
振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
经过振动处理的构件,其残余应力可以被消除、减少、均化,机械性能显著提高,一次可以提高使用强度和疲劳寿命,降低应力腐蚀。
该方法适用于采用Q235、Q345、Q460、WDB620等具有良好金属延展性材料制造的各种球形、贴边式、月牙肋式和卜形、Y形、三岔形等钢岔管,能有效地消除减少或均化它们的焊接残余应力。
3 工艺流程及操作要点
3.1 施工(试验)工艺流程
钢岔管振动时效消除焊接残余应力的工艺流程见图1。

图1 钢岔管振动时效消除焊接残余应力工艺流程
3.2 操作要点
3.2.1 焊缝外观质量检查
钢岔管所有焊缝应按表1规定进行严格外观质量检查。
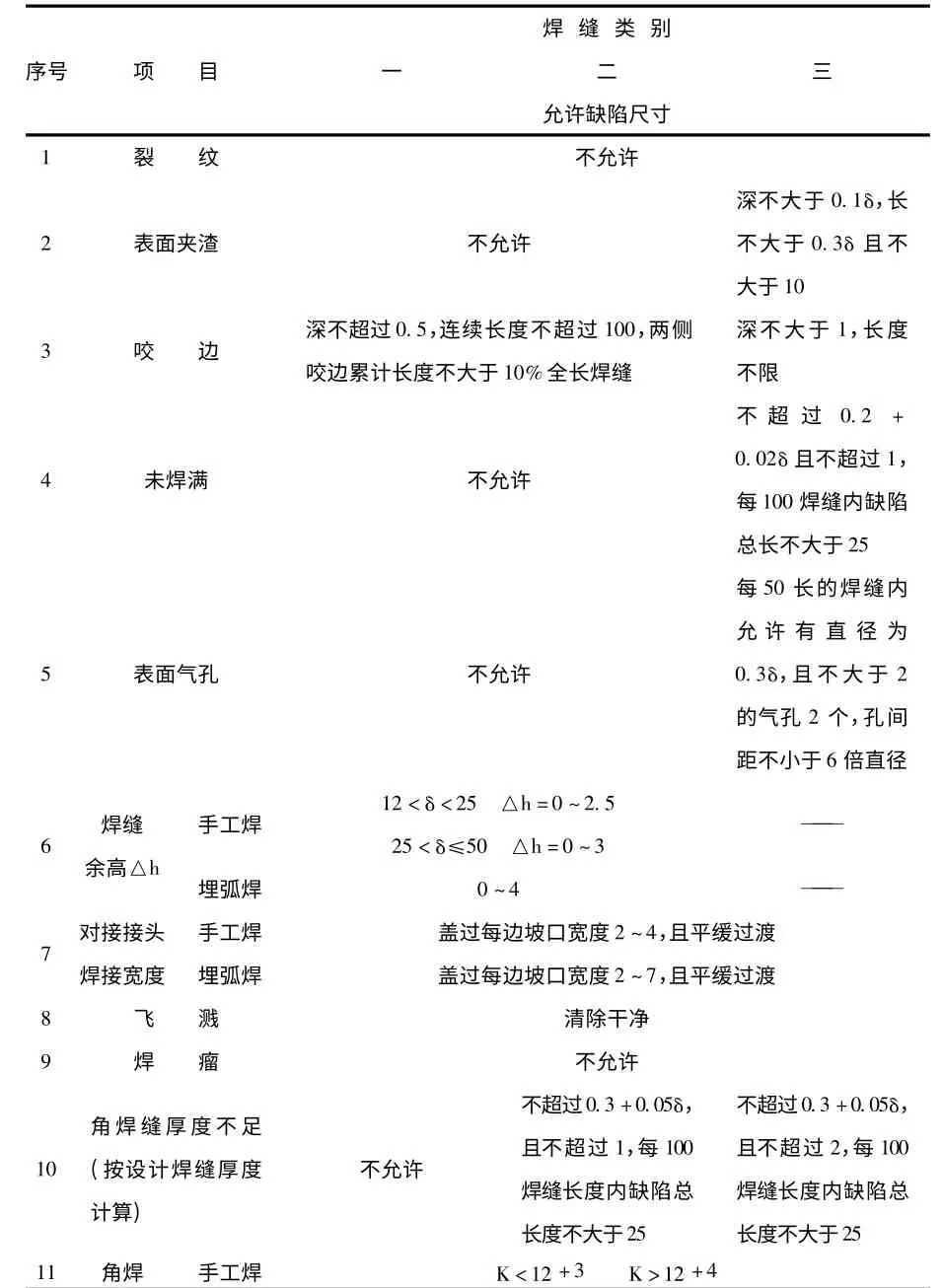
表1 焊缝外观质量规定 单位:mm
当外观检测怀疑有表面裂纹但难以确定时,采用磁粉探伤方法或表面渗透探伤方法进行探伤检查。
3.2.2 焊缝内部缺陷探伤
焊缝内部缺陷无损探伤应在焊接完成48h以后进行。按照DL5017规范的规定,本次钢岔管焊缝应进行100%超声波探伤(UT)。
超声波探伤(UT)按GB11345《钢焊缝手工超声波探伤方法和探伤结果的分级》标准评定,一类焊缝BⅠ级合格,二类焊缝BⅡ级为合格。
磁粉探伤(MT)按JB/T6061-2007《无损检测焊缝磁粉检测》;渗透探伤(PT)按JB/T6062-2007《无损检测焊缝渗透检测》。
焊缝内部或表面发现有裂纹时,应进行分析,找出原因,制定相应处理措施。在施工方对缺陷缝进行修复后,应用超声波探伤复查。
裂纹等扩展性缺陷的判别,一般采用射线探伤方法进行复核验证;当不能采用射线探伤方法复验检测时,应采用更精密的仪器和探头,并由高级别或同级别且经验丰富的探伤人员施加超声波探伤方法复核验证检测。
4 振动时效消应试验的技术要求
4.1 振动时效工艺试验
采用岔管悬臂支撑方式振动时效工艺方案(见图2),支撑方式为三点支撑,即钢岔管主管及两个支管下部均采用枕木支撑。
急救科普工作,因为是急诊科医护人员自发组织的,医院管理层并不了解。罗杰2008年升任院长一段时间以后,他了解到科普小分队的存在,鼓励医院上下多多支持。

图2 岔管悬臂支撑方式振动时效工艺处理及残余应力测点(布置)方案
时效工艺,采用“单点双频”或“双点双频”两次振动时效(根据现场振动时效效果确定)。“单点双频”激振点选择月牙肋,选择两个振动频率进行两次10min~15min左右的“强迫共振”时效;“双点双频”激振点分别选择月牙肋和岔管主管口上部,选择两个振动频率进行两次10min~15min左右的“强迫共振”时效。
振动时效试验时,钢岔管应整体置于可靠的基础之上。为避免引起基础共振事故,宜采用土石夯实基础或混凝土基础。如采用钢结构支撑基础,应确保钢结构支撑的稳定牢固,隔垫所用的枕木应用“蚂蟥钉”或绑扎方式固定牢固。
钢岔管振动时效工艺处理试验,按JB/T10375《焊接构件振动时效工艺参数选择与技术要求》进行,并应用工艺曲线初步判别消应的效果。此外,必须在振动时效工艺实施前后进行残余应力的测量对比分析,确切地验证消应的效果。
4.2 残余应力测量
采用钻孔应变释放法(即盲孔法)残余应力测量。根据钢岔管设计图纸、制作焊接工艺及振动时效工艺方案,本次测量点如下:
①主管与支管分岔部位(月牙肋)的组合焊缝;
②主管(大口)环缝与纵缝的“丁字接头”;
③支管(小口)环缝与纵缝的“丁字接头”;
残余应力测量工况选择:
①在振动时效工艺实施前,测量焊缝原始残余应力;
②在实施振动时效工艺后,测量原测点残余应力的变化;
通过对比分析,验证振动时效工艺对消除残余应力的效果。
测量线路及防潮处理。应变片获取信号后利用屏蔽电缆传递至应变仪,实现远距离测量。测量桥路采用半桥外部接线“多点公共温度补偿”,设温度补偿片。应变片采用绝缘性瞬间固结粘結胶粘贴,经充分固结和干燥后,采用环氧树脂进行防潮密封处理,以保证应变片具有良好的绝缘度。
5 总结
经过振动处理的构件其残余应力可以被消除20%~80%左右,高拉应力区消除的比低应力区大,因此可以提高构件的使用强度和疲劳寿命,降低应力腐蚀;可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的发生;可以提高构件的变形能力,稳定构建的精度,提高机械质量。振动试验只需少量时间即可进行下道工序,可节省很多能源和时间,节省大量成本。
