加热炉炉温PID模糊控制方法的研究
2014-04-16柴琳
柴 琳
(武汉科技大学 信息科学与工程学院,湖北 武汉 430081)
1 引言
高炉喷吹煤粉是炼铁工艺最主要的节能降耗措施。但随着煤比的提高,制粉所需的热值消耗越来越大,热风炉废气所提供的热值已不能满足生产需要,这时必须使用烟气加热炉来加热废气,以提供足够的热值。然而,烟气加热炉炉温控制等存在一些问题,成为阻碍喷煤比提高的瓶颈。
2 系统描述
烟气加热炉系统工艺流程如图1所示。烟气加热炉是煤粉制备的重要设备,也是一个燃烧低热值燃气的特殊设备。其安全连续运行对生产过程起着举足轻重的作用,因此对它的工作可靠性、准确性提出了很高要求。

图1 烟气加热炉系统工艺流程图
图中A、C及虚线为传统的“小闭环控制”系统,B、D为新的炉温控制系统。传统系统把加热炉出口温度点A作为PID调节的主控点,这种模式没有把磨机出口温度参数引入控制系统参与温控。这看似合理,但当热风流量和压力发生变化时,系统无法把这种变化产生的温度扰动反馈到调节系统中去,系统也就无法对流量和压力进行调节和补偿。若供气管道中的燃气压力不正常,手动阀及控制阀的设定不正确等,容易引起设备故障,表现为磨机温度控制失调,磨机内的O2、CO超标等。因此磨机温度控制十分重要,直接影响制粉的质量和产量。为此本文改用一种新的更为合理的调节方式,即以磨机出口温度为主进行PID调节,以烟气加热炉出口温度作安全联锁。烟气加热炉炉温控制系统流程框图如图2所示。

图2 炉温控制系统流程框图
由于煤粉制备是一个理化反应过程而且加热炉炉温具有非线性、纯滞后、随机干扰等特点,要建立其最优控制数学模型是相当困难的[1]。常规PID调节器不能满足系统对参数的自整定要求,影响了控制效果的进一步提高[2]。针对上述烟气加热炉温度调节的特点,本文采用PID模糊控制技术调节烟气加热炉系统各工作区的温度。
3 PID模糊控制器的设计
PID模糊控制技术是PID控制和模糊控制的结合。即在常规PID调节器的基础上,应用模糊理论建立参数KP、KI、KD与偏差绝对值E和偏差变化率绝对值EC间的二元函数关系为KP=f1(E,EC),KI=f2(E,EC),KD=f3(E,EC),的控制器。并可根据不同的E和EC在线自整定参数KP、KI、KD。这种新型的控制方法不依赖于对象的模型,设计简单,容易编程,可用最简单的计算机做控制器,而且采取非线性控制[3][4]。
在烟气加热炉生产过程中,入口炉温和出口炉温是衡量生产是否稳定,产品质量优劣的重要参数,另外,加热炉尾气中的CO含量是衡量煤粉是否燃烧充分的重要指标。因此设计模糊控制器的输入变量为实际运行中加热炉入口温度、CO实际值与工艺设定值之间的偏差E及偏差变化率E C,输出变量为磨机的出口温度。PID模糊控制器的原理图如图3所示。
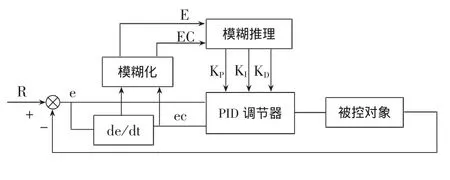
图3 PID模糊控制器原理图
PID模糊控制器的具体构成如图4所示。

图4 PID模糊控制器结构图
根据图4可知,偏差E及偏差变化率E C作为输入量,磨机出口温度作为输出量。根据工艺,会对系统炉头入口温度和CO含量设定一个工艺期望值,磨机出口温度有一个工艺设定值。设入口温度的工艺期望值为T1,CO含量的期望值为Q,设磨机出口温度的期望值为T2,实际运行中的各参数实际值为T1′、Q′,实际值与工艺设定值之差为ΔT1,ΔQ。取PID模糊控制器的输入变量偏差的基本论域为(-6℃,6℃),模糊子集为(负大、零、正大),偏差变化的基本论域为(-6℃,6℃),模糊子集为(负大、零、正大)。输出量磨机出口温度的基本论域是(82℃,88℃)。
根据下列规则建立模糊规则:

模糊推理规则是把输入模糊变量映射到相应的输出模糊变量上。这些规则是系统的知识库,是根据工艺操作和操作人员的经验总结、抽取而建立起来的。
输入量的隶属函数为钟形。
用加权平均法去模糊,输出量的表达式为:

其中uci为使μB(uci)取最大值的点,它一般也就是隶属度函数的中心点。显然:

这种控制的特点是模糊控制器作为基本控制器与被控过程形成闭环,完成实时控制、PID协调及在线实时检测,根据系统性能在线调整控制器的参数,从而根据具体对象有效地进行调节,使控制系统具有很强的鲁棒性[5]。
4 PID模糊控制器实际应用
将上述PID模糊控制器直接应用到烟气加热炉的温度控制系统中,由PID在线实时调节参数,能得到满意的效果。
以磨机出口温度作为烟气加热炉PID调节主控点,把烟气加热炉出口温度作安全联锁,能够合理利用热风炉烟气、烟气加热炉、尾气,实现在不同制粉能力下(给煤量),都能确保磨机出口温度控制在85±3°C的合理范围内,达到了保证制粉质量的目的。同时,烟气加热炉温度控制曲线比较稳定,基本上消除了因烟气加热炉温度控制不稳而造成的点不着火或者点火后熄灭的故障,其它各类故障次数也明显减少。
通过调节输入量O2,CO配比也可以作为加热炉调节控制依据,通过采集不同流量下温度、O2和CO等相关数据,对热风炉出口烟气中的O2含量和CO含量的监测,可建立合理的燃烧配比模型,以期达到控制含量在O2<10%、CO<2000ppm 的安全生产范围内,再用模型指导系统对空气与燃气调节阀进行控制以实现目标。
5 燃气/空气燃烧配比模型建立
由于现场对高炉煤气和助燃空气流量测量存在一定的误差,按理论计算的λ值进行调节时燃烧效果并非最佳。但以理论值为基础进行试验,通过监控烟气加热炉炉温的变化过程,测试加热炉出口O2和CO含量,以及人工观测孔观察炉内燃烧火焰的变化情况等措施,可以逐步细调燃气/空气配比参数(λ值),建立配比模型。研究发现燃气/空气配比并非线性,而是与流量检测值、调节阀的开度非线性有很大的关系,因此对采集的数据进行统计分析对比,归纳其中的规律后,最终采用分段线性化方法得到了实际的燃气/空气燃烧配比模型。燃气/空气燃烧配比模型如图5所示。
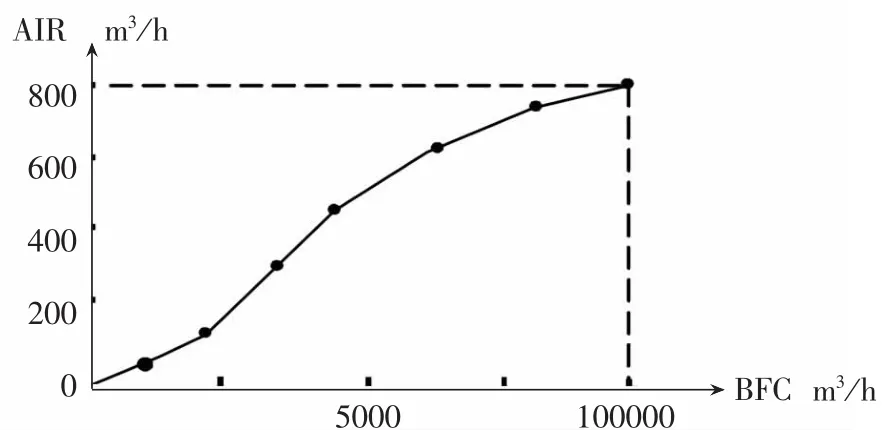
图5 燃气/空气燃烧配比模型
6 结束语
PID模糊控制器在烟气加热炉炉温控制系统中的实际运行效果证明,通过PID模糊控制器建立的控制系统,确保烟气加热炉出口温度控制在合理范围内,磨机出口温度稳定,O2、CO控制在允许的安全生产范围内,喷煤比有了明显提高,提高了产品质量,增强了系统的稳定性。
本文采用PID模糊控制技术,将磨机出口温度作为主控点,突破了把烟气加热炉出口温度作为主控点的传统控制模式,建立了更合理的燃气/空气燃烧配比模型。
[1]陈 峰,潘海鹏.基于专家模糊控制的电阻炉温度控制系统[J].微计算机信息,2008,24(10).
[2]张建民,王 涛,王忠礼.智能控制原理及应用[M].北京:冶金工业出版社,2003,60-64.
[3]W X Xie,S D Bed rosian.An Information Measure for Fuzzy Sets[J].IEEE Trans.System,man and cybemetics,2004(14):1.
[4]许 力.智能控制与智能系统[M].北京:机械工业出版社,2006.
[5]曾光奇,胡均安,王 东,刘春玲.模糊控制理论与工程应用[M].武汉:华中科技大学出版社,2006.