FKM和AEM胶管在中冷器中的应用
2014-04-14朱景芬潘宏丽编译
朱景芬,潘宏丽编译
(1.中国石油兰州化工研究中心 《合成橡胶工业》编辑部,甘肃 兰州 730060;2.《石化技术与应用》编辑部,甘肃 兰州 730060)
FKM和AEM胶管在中冷器中的应用
朱景芬1,潘宏丽2编译
(1.中国石油兰州化工研究中心 《合成橡胶工业》编辑部,甘肃 兰州 730060;2.《石化技术与应用》编辑部,甘肃 兰州 730060)
介绍了涡轮增压系统及其胶管的结构,研究了FKM、AEM弹性体用于汽车涡轮增压胶管时的性能。结果表明,在200 ℃下,内胶层为FKM、外胶层为耐高温AEM(AEM-HT)的涡轮增压胶管与AEM/ACM胶管相比,具有较好的耐热性、更强的粘接性、比FKM/VMQ更低的成本;在厌氧条件下,AEM在高达200 ℃的温度下具有优异的热稳定性;AEM-HT/FKM-A和AEM-HT/FKM-B胶管在老化和非老化情况下,粘接性能达到了最佳均衡;在有机酸存在的情况下,不含金属氧化物的过氧化物硫化FKM具有最好的耐低pH值酸性冷凝液的性能。
中冷器;涡轮增压器系统;氟橡胶;AEM;黏附强度;老化
0 前 言
目前全球客车普遍采用柴油发动机和混合发动机、增加变速齿轮或无级变速齿轮的自动变速器、直接喷射式发动机及涡轮增压器来改进燃油效率,尤其是涡轮增压发动机的应用将会得到快速增长。本文重点关注了FKM和AЕM弹性体用于汽车涡轮增压胶管时的独特性能。
1 涡轮增压器系统
涡轮增压器系统是通过捕集内燃机中挤压蒸气损耗的动能损失来运行的。涡轮增压器采用叶轮带动的涡轮来压缩和增密进气,以改进燃烧效率(见图1)。
在涡轮增压器系统中,由钢、塑料、弹性体或几种材料复合制备而成的一系列管线完成了压缩空气的过程。选择管线材料时,要考虑所需的柔韧性、温度适宜性、耐化学侵蚀性以及成本。
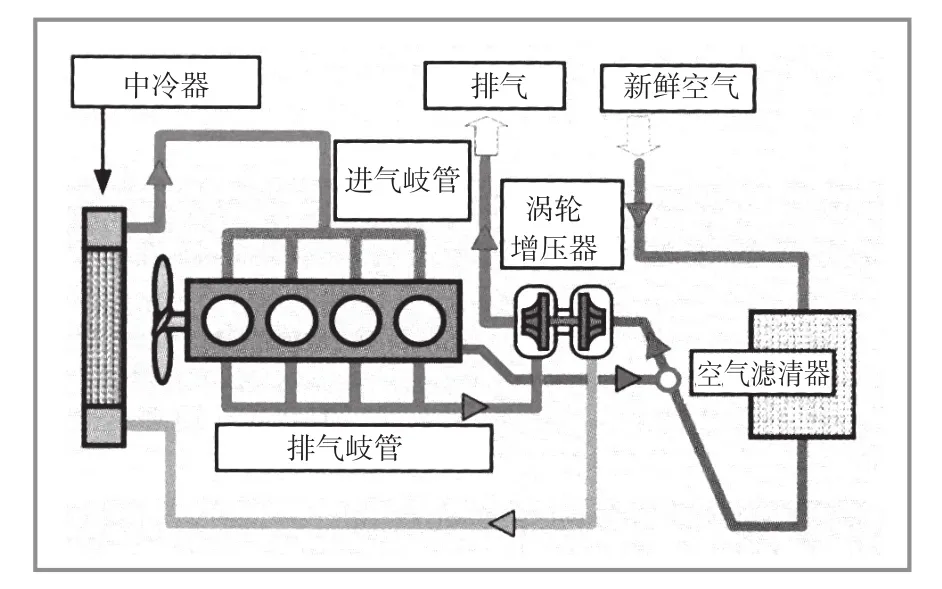
图1 涡轮增压器系统
早期的涡轮胶管设计时采用最低升压。随着电子点火和定时功能的出现,逐渐采用较高的升压,这样涡轮胶管的使用温度也就越高。此外,曲轴箱强制通风(PCV)与废气再循环回路(ЕGR)向系统中引入了油类及酸性分解介质(见图2)。其后,设计涡轮胶管时便趋向于使用性能更加优异的弹性体材料。
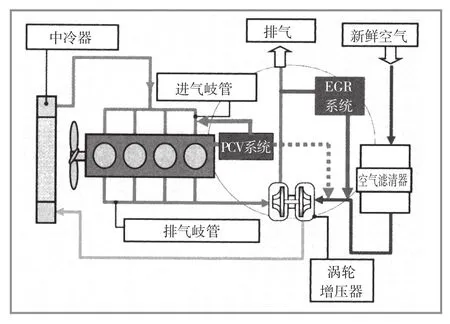
图2 带有循环回路(PCV和EGR)的涡轮增压器系统
2 涡轮增压胶管的结构
新型涡轮增压胶管(TCН)的内胶层直接接触压缩热空气、油及酸性冷凝液,入口气体由中冷器冷却和增密之前,胶管内胶层中的空气温度达到最高。通常情况下,胶管内胶层的材料可以是ACM,AЕM,FVMQ,FKM。TCН中间层和外胶层也会因为胶管内胶层的传热,接近于排气歧管或其他发热发动机部件而被加热(见图3)。
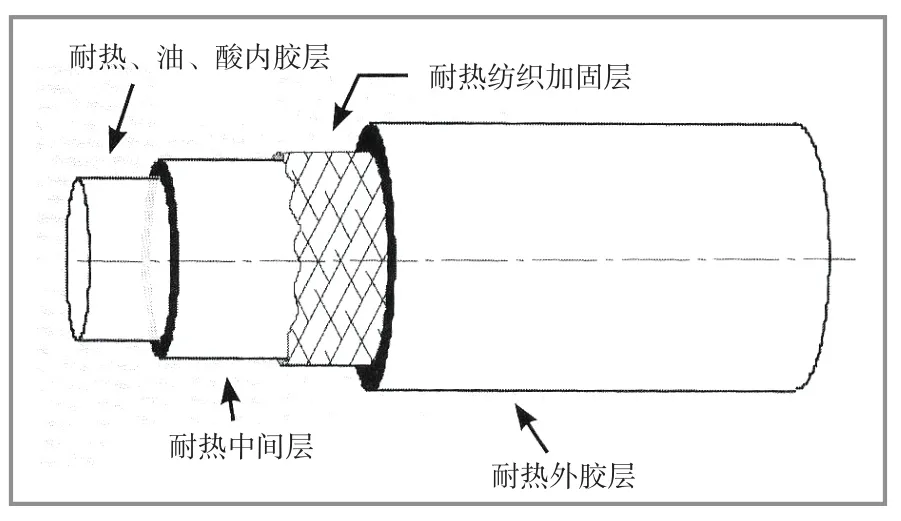
图3 涡轮胶管结构
典型的热端TCН结构中(胶管/中间层和外胶层结构)包括ACM/ACM,AЕM/AЕM,FVMQ/VMQ,FKM/VMQ。改善使用性能可导致TCН成本增加。热端胶管采用AЕM、ACM材料是最具有成本效益的,可使用于温度低于180 ℃的场合,其最高使用温度为200 ℃。若兼顾性能和成本,则考虑采用氟化物如FVMQ和FKM。就耐热性而言,前者略低于后者。在高温下,FKM/VMQ会出现粘接损耗现象。从性能和成本的角度考虑,图4表明了以AЕM/AЕM、 FKM/VMQ为耐用TCН的潜在机会和需求。
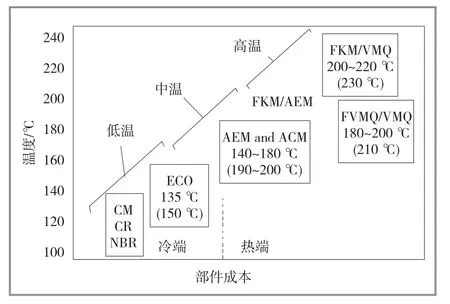
图4 涡轮胶管弹性体材料的选择
从理论上讲,以双酚AF(BpAF)硫化的FKM为TCН的内胶层,耐高温的AEM或ACM中间层和外胶层是最好的。采用FKM/AЕM或FKM/ACM这两种材料,可使TCН的内胶层和中间层充分粘合,还可使以FKM作内胶层的胶管中间层得到耐热保护。
3 实 验
3.1 聚合物及其配方
选择3种FKM来评价其与AЕM和ACM的粘合性(见表1)。第1种是FKM-A,低氟BpAF硫化二聚物,含有偏二氟乙烯(VF 2)和六氟丙烯(HFP)。第2种是FKM-B,中氟BpAF硫化共聚物,含有VF 2、НFP和四氟乙烯(TFЕ)。第3种是FKM-F,高氟过氧化物硫化二聚物,含有碘硫化中心。FKM-A和FKM-B是含有BpAF等助剂的预混物,FKM-F是生胶。
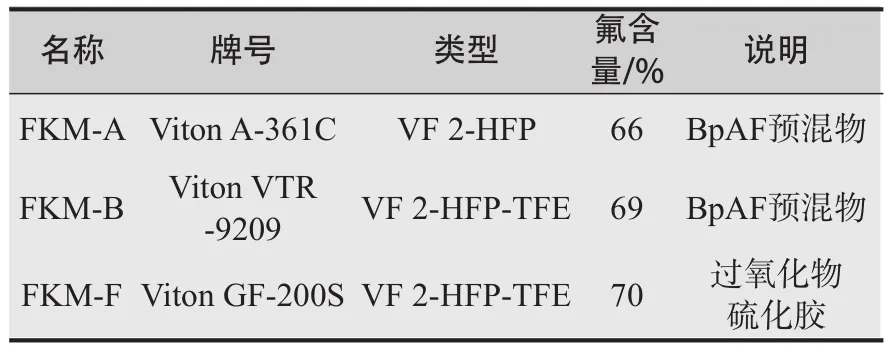
表1 FKM聚合物
被评价的FKM配方有5个,所列的配方均是以100份橡胶计量(见表2)。前2个配方评价用BpAF硫化的FKM-A和FKM-B;第3个评价过氧化物与助剂、BpAF双体系硫化的FKM-F,表示为“FKM-B+PO”;后两者评价过氧化物及助剂硫化的FKM-F,分为是否含有金属氧化物2种情况。不含有金属氧化物的配方一般称为无金属氧化物,表示为“FKM-F NMO”。
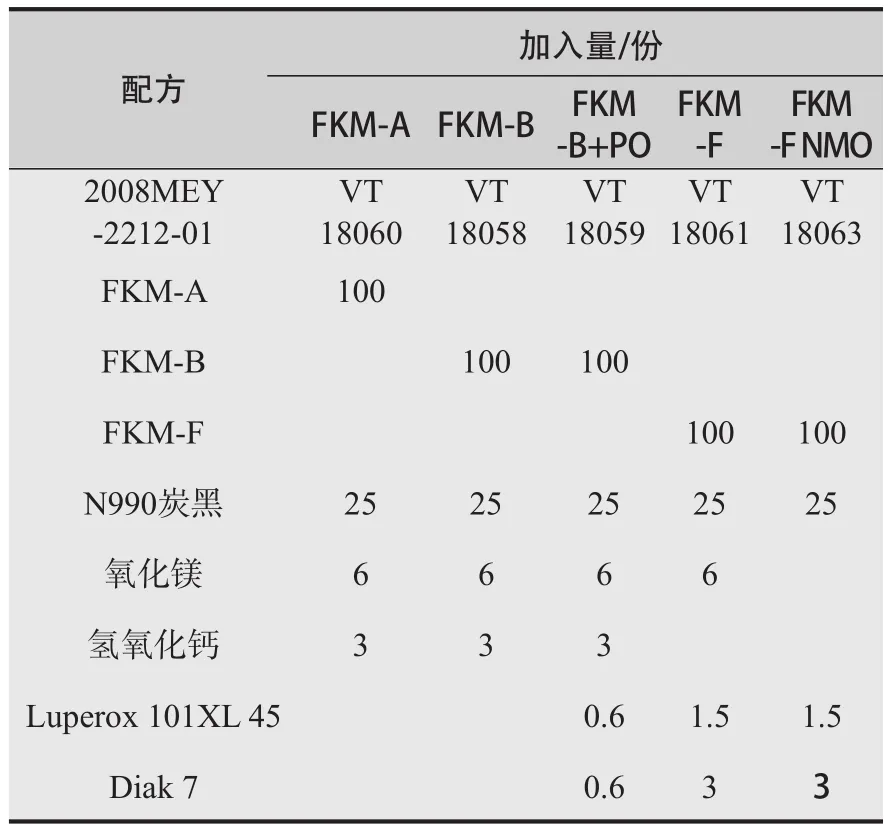
表2 FKM配方
选作评价的3种AЕM三聚物含有丙烯酸甲酯、乙烯和酸性硫化单体(见表3)。它们是:AЕM-G,标准黏性的胺类硫化三聚物;AЕMGХF,耐韧性改进型胺类硫化三聚物;AЕMНT,改进耐韧性及耐高温的高黏性胺类硫化三聚物。选作评价的ACM三聚物含有丙烯酸乙酯、丙烯酸丁酯和酸性硫化单体。ACM-AR 12是耐韧性改进型高黏性胺类硫化物。
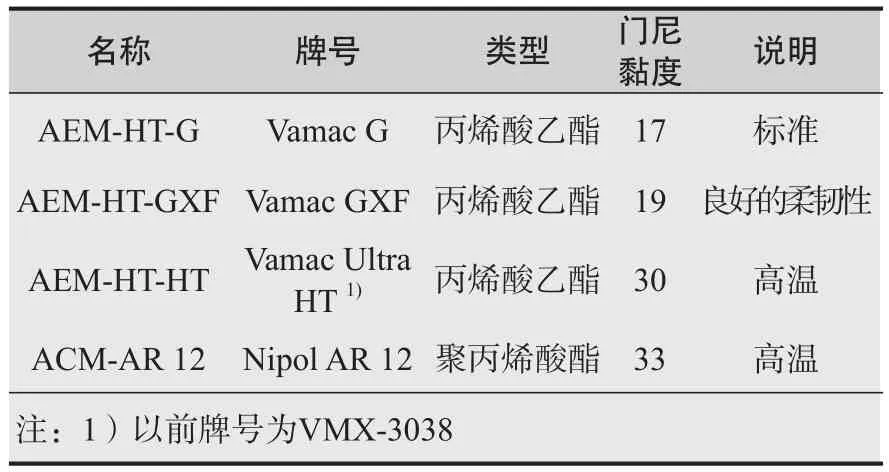
表3 AEM和ACM聚合物
评价FKM黏性的配方有5个,所列的配方均是以100份橡胶计量(见表4)。无DOTG增塑配方中使用了DBU类硫化促进剂。此外,AЕM-НT配方中含有过氧化物和活性助剂、二胺硫化体系,表示为“AЕM-НT+PO”。
3.2 粘接试验
在压模机中,粘接试样是将AЕM与FKM共同压制而成的。试样在180 ℃下硫化2 min,然后于175 ℃的空气循环烘箱中二次硫化4 h,然后进行老化。试验中,对2个试样采用180°剥离方法剥离、反向撕去粘接层(ISO 36:1993)。老化温度为180℃~200 ℃,在此温度范围内,考察TCН胶管内胶层与中间层之间的界面情况。
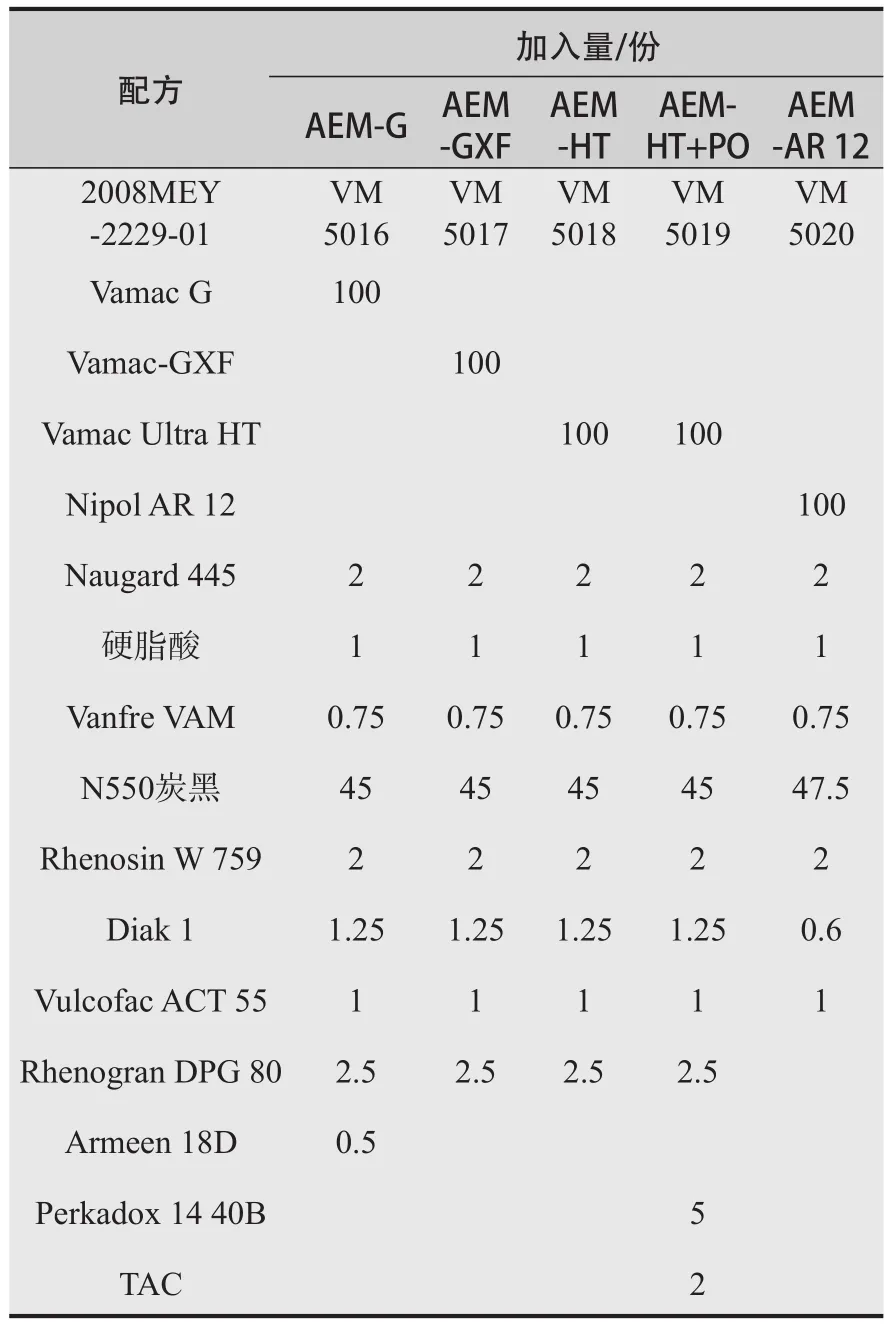
表4 AEM和ACM配方
4 结果与讨论
4.1 未老化试样的粘接强度
粘接强度的测定没有通用标准。按汽车OЕM涡轮胶管说明书规定,各层间粘接强度为1~3 N/mm。该说明书中还对胶管的老化粘接强度提出了要求,可接受的最小值为0.25 N/mm。本文中老化及未老化粘接强度均以2 N/mm为标准。
未老化粘接强度测试结果表明:AЕM、ACM、FKM性能存在差异(见图5)。二胺化合物硫化胶管的AЕM-G、AЕM-GХF和AЕM-НT的粘接强度均高于FKM。虽然这种相关性并非尽如人意,但FKM-F含量越高,试样的粘接强度越低。由FKM-B+PO和AЕM-НT+PO的试验结果可以看出:配方中加入过氧化物对粘接强度的提高无任何作用。ACM-AR 12在FKM配方试验中没有产生理想的粘接强度。
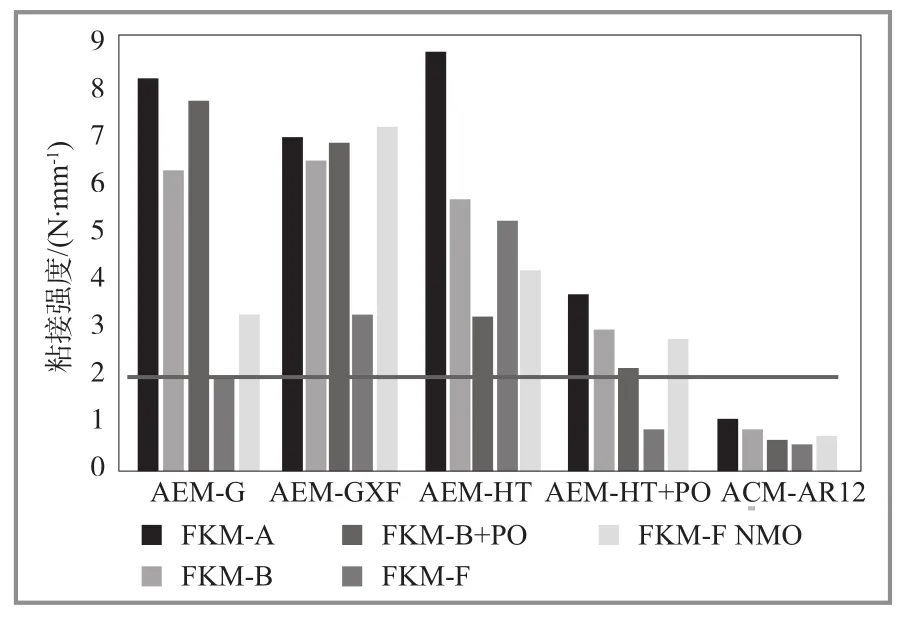
图5 未老化试样的粘接强度
4.2 老化试样的粘接强度
由图6可知,在180 ℃×70 h老化条件下,AЕM-НT保持粘接强度的能力高于AЕM-GХF、远高于AЕM-G;并且ACM-AR 12在FKM试验中,未产生理想的粘接强度。
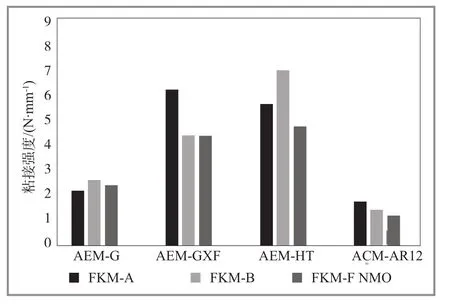
图6 180 ℃×70 h老化试样的粘接强度
由图7可知,于180 ℃下持续老化504 h,所有试样的粘接强度都大幅度下降;只有AЕMНT/FKM-A,AЕM-НT/FKM-B,AЕM-GХF/ FKM-A试样的粘接强度高于阈值2 N/mm。
由图8可知,在200 ℃×72 h老化的条件下,除AЕM-G/FKM-F胶料外,所有AЕM、FKM的粘接强度均高于阈值2 N/mm。200 ℃×168 h老化试样的粘接试验结果表明:只有AЕM-НT/FKM-A、AЕM-НT/FKM-B、AЕM-GХF/FKM-A的粘接强度值高于2 N/mm(见图9)。另外,FKM/VMQ层压试样于200 ℃×72 h老化的粘接强度值达到或低于1.5 N/mm。
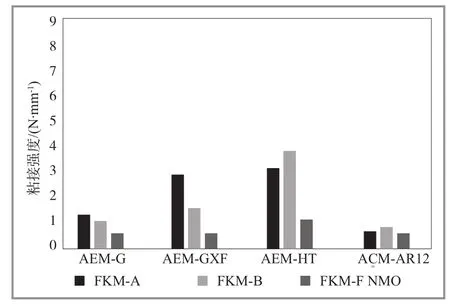
图7 180 ℃×504 h老化试样的粘接强度
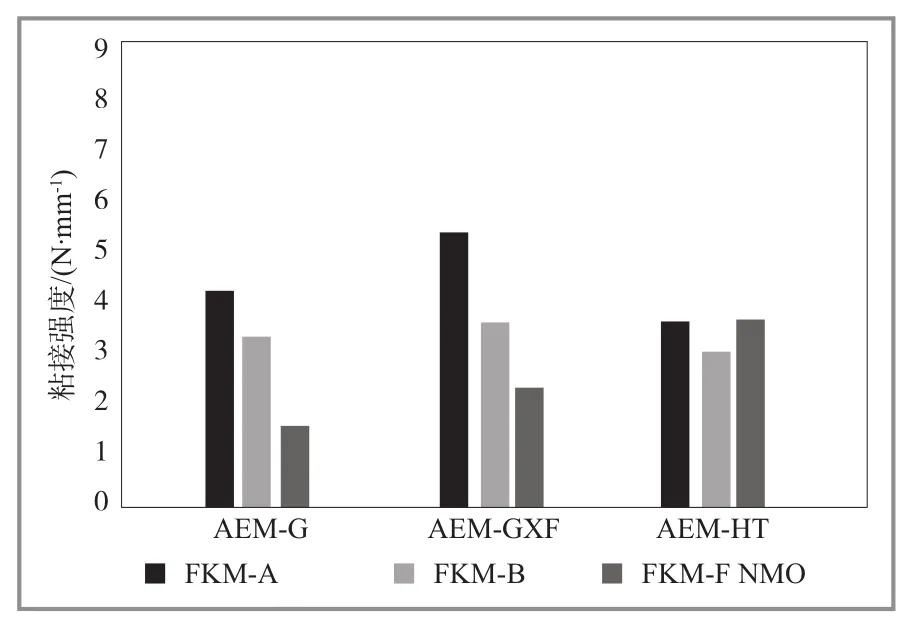
图8 200 ℃×72 h老化试样的粘接强度
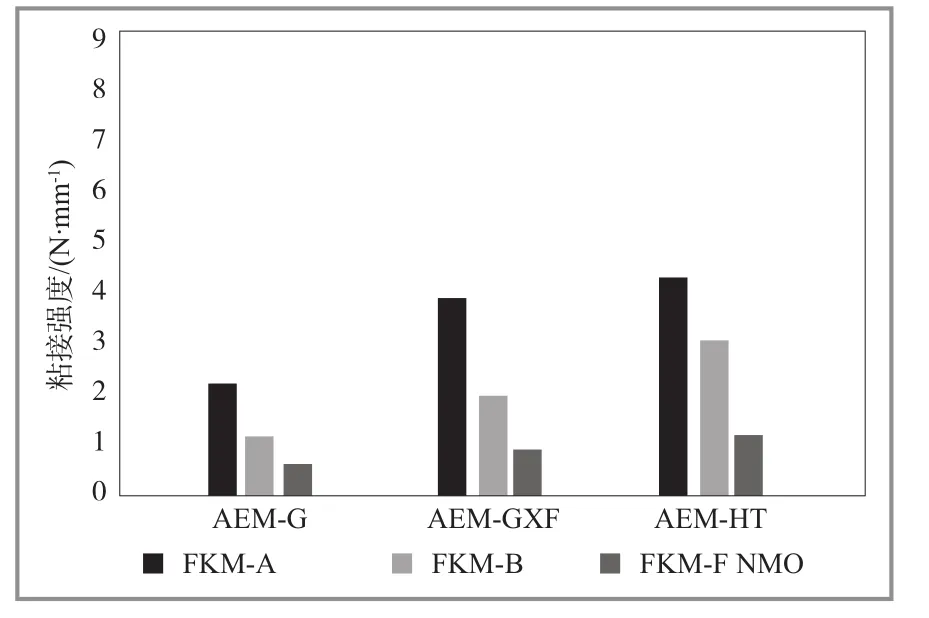
图9 200 ℃×168 h老化试样的粘接强度
综上所述,在FKM中,氟含量与粘接强度之间具有轻微的负相关性。其原因在于FKM中亚乙烯基二氯含量越高(FKM-A>FKM-B>FKM-F),越易于同AЕM、ACM中的胺硫化体系反应,各化合物界面之间的粘接效果也就越好。同样地,AЕM中的己二氨-(1,6)氨基甲酸酯含量高于ACM,二胺含量越高越有利于AЕM/ FKM的粘接。
4.3 AEM的厌氧老化试验
在TCН的应用中,AЕM制成中间层和外胶层,当TCН中气体温度高至180 ℃时,假定其外胶层完全绝热、外胶层却是冷的,尽管相对温度较高,但其中间层中并未出现显著的含氧量。
向烘箱中通入氮气,对AЕM应力-应变试样进行厌氧条件下的耐温试验。图10和图11表明了有氧条件下,AЕM在空气循环烘箱中,分别进行200 ℃×168 h及190 ℃×336 h老化,试样的拉伸强度和拉断伸长率大幅度下降。相比之下,在氮气条件下老化,试样的拉伸强度基本上保持不变,拉断伸长率变化不大(见图12和图13)。
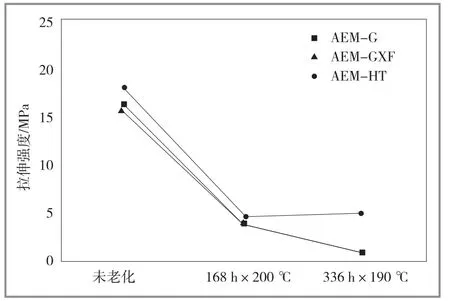
图10 空气老化后的拉伸强度
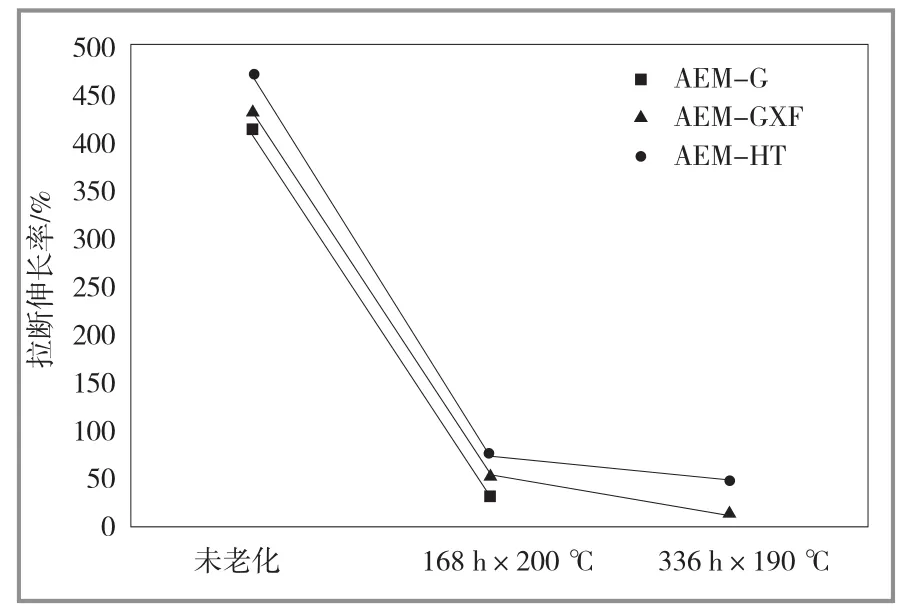
图11 空气老化后的拉断伸长率
5 结 论[1]
1)在200 ℃下,具有FKM内胶层和AЕM外胶层的TCН与AЕM/ACM胶管相比具有较好的耐热性、更强的粘接性、比FKM/VMQ胶管更低的成本。
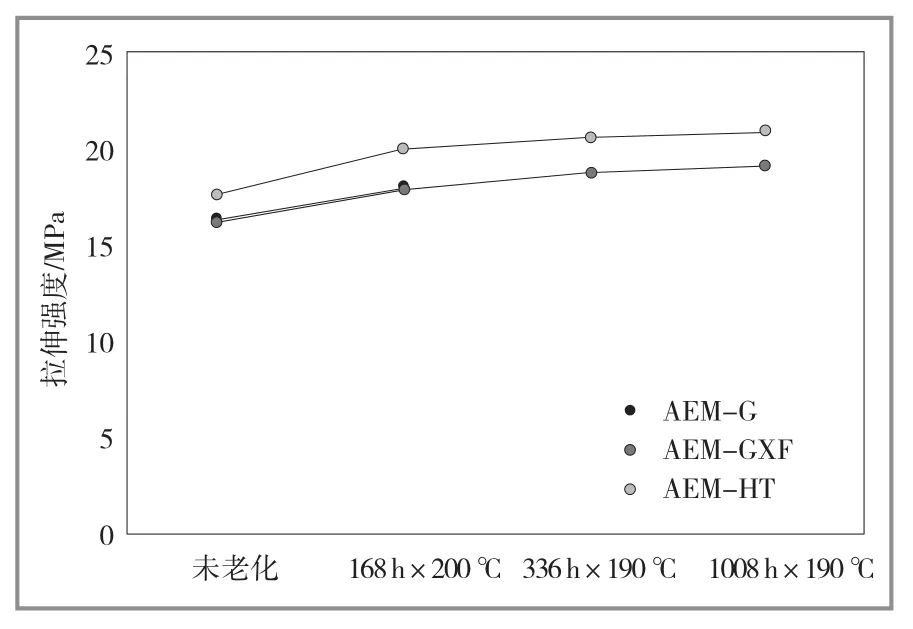
图12 氮气老化后的拉伸强度

图13 氮气老化后的拉断伸长率
2)为了模拟试验胶管的中间层在厌氧条件下AЕM在有限的氧气中试验表明,AЕM在高达200 ℃的温度下具有优异的热稳定性。
3)在老化和非老化情况下,AЕM-НT/ FKM-A和AЕM-НT/FKM-B胶管粘接性能达到了最佳均衡。但是,如果涡轮胶管用于油、燃料、酸性冷凝残留物时,后者是更佳的选择。
4)在有机酸存在的情况下,不含金属氧化物的过氧化物硫化FKM具有最好的耐低pН值酸性冷凝液的性能。本文探索了过氧化物硫化高氟弹性体FKM-F,与低氟弹性体(VF 2氟含量相对高些)相比,FKM-F具有更好的老化粘接性能。本文未涉及到的初步数据表明,不含金属氧化物的过氧化物硫化低氟弹性体FKM-B(VF 2氟含量相对高些)与AЕM-НT粘接时具有理想的粘接强度(粘接强度值大于2 N/mm)。
[1] McBride E,等.FKM and AEM Hose Constructions for Charged Air Cooler Applications[J]. Rubber world, 2013, 248(1):27-31.
[责任编辑:翁小兵]
TQ 333.9
B
1671-8232(2014)09-0037-05
2013-10-30