聚乙烯电熔焊接新方法及工艺优化研究
2014-04-13郭伟灿施建峰刘仲强
郭伟灿,施建峰,刘仲强
(1.浙江省特种设备检验研究院,浙江 杭州310020;2.浙江大学化工机械研究所,浙江 杭州310027)
0 前言
PE管道连接主要有电熔和热熔两种方式。其中电熔焊接方式,由于施工操作简单,现场设备轻便,焊接速度快,很快得到了发展和推广。由于各种因素的影响,连接接头处不可避免地会产生各种缺陷,使接头成为PE管道系统的薄弱环节[1],给管道的使用带来了安全隐患。研究表明,焊接工艺是决定PE电熔接头强度的关键因素[2-3],影响电熔接头强度的主要焊接工艺参数有输入电压、熔合区单位长度电阻值、电阻丝加热区宽度和焊接时间等。PE 电熔接头焊接工艺试验通常采用一系列的焊接工艺参数组合焊接后,根据实测的接头力学性能结果确定合适的工艺参数。由于焊接工艺参数组合较为复杂,因此需要大量的试样进行力学性能试验才能确定合适的工艺参数。本文通过大量试验研究,采用相控阵聚焦技术和超声扫描成像技术,可以探测到金属丝上方一定距离位置的超声反射信号线,该线的位置会随着焊接条件的改变而规律地改变,从而与电熔接头的焊接程度产生联系[4]。进一步研究表明,在电熔接头焊接过程中超声检测实时录像时,可以根据特征线移动速度以及特征线与电阻丝的距离变化情况,估评电熔接头的焊接工艺是否合适。本文将该方法应用于PE电熔接头新产品开发中,对电熔接头新产品焊接过程中进行超声检测实时录像,通过特征线移动速度判断焊接工艺参数是否合适,根据特征线与电阻丝的距离变化情况判断焊接时间是否足够,并根据录像情况实时调节输入功率和焊接时间,经实测接头力学性能的结果验证了该方法的正确性,从而可大幅降低电熔接头的开发时间和成本。
1 研究方法
PE管道电熔接头如图1所示,电熔接头由电熔套筒以及两侧的PE 管材组成。电熔焊接的基本原理是通过在加热电阻丝两端加一恒定电压,利用电阻丝的焦耳效应发热将套筒与管材壁面附近的PE 熔融并粘接在一起[5]。焊接开始后电阻丝温度迅速升高,在焊接过程中,靠近金属丝的PE 材料温度迅速升高,当温度升高至PE 的熔点附近时,固态PE 晶区开始熔化,并形成熔化区,随着焊接时间的延长,熔化区不断扩大,熔化区与固态的交接交界线按一定规律向套管外壁位移,如图2所示。

图1 电熔接头示意图Fig.1 Sketch of electro-fusion joints

图2 电熔接头焊接过程示意图Fig.2 Sketch of welding process for electro-fusion joints
通过对不同焊接参数的电熔接头进行超声检测实时录像,并用软件测量特征线形成后向外移动的速度。结果表明,在一定的初始焊接功率下,特征线向外的移动速度基本不变。初始焊接功率越大,特征线的移动速度也越快。因此,特征线的移动速度与初始焊接功率存在一定的相关性。进一步研究表明,特征线的移动速度与电阻丝产生的总热流密度存在近似的线性关系,可以用式(1)进行表征。

式中 k1——与PE材料相关的系数,m3/W·s
V——特征线的平均移动速度,m/s
q——电阻丝产生的初始总热流密度,W/m2
电阻丝产生的初始总热流密度可以用式(2)计算。

式中 R——随温度变化的电阻值,Ω
U——为焊机输出的恒定电压,V
lc——电阻丝加热区宽度,m
rc——电阻丝布线半径,m
结合式(1)、(2),可以得出特征线的平均移动速度与电熔接头焊接参数之间的关系式:

本文设计一种软件可以测得超声检测实时录像时特征线的平均移动速度,通过比较正常焊接参数条件下测得的特征线的平均移动速度和试验条件下测得的特征线的平均移动速度,从而评估试验条件下焊接参数是否合适。具体方法按以下方法实现:
1)对每类的PE材料,用超声实时录像确定已经过验证的正常焊接参数条件下电熔接头焊接过程中特征线的平均移动速度V0;
2)对待测电熔接头同样进行超声实时录像,测得电熔接头焊接过程中特征线的平均移动速度V′;
3)根据测得的V0和V′代入公式:

式中 X—总热流密度比值
2 理论分析
本文通过应用传热学理论,综合考虑了PE 比热容、密度和热导率,电阻丝与PE 间的接触热导以及焊机输入功率等因素随温度变化的影响,建立了PE 管道电熔接头一维非稳态整体传热模型[6]。通过建立电熔接头焊接的传热模型,分析计算焊接过程中电熔接头各点温度随加热时间、电功率、环境温度的变化规律,并从理论上分析熔化区与固态交接线随时间的变化规律。利用该模型,可计算熔化区与固态交接线随时间的变化规律。计算实例中,以浙江中财管道科技股份有限公司生产的公称直径为90mm(DN90)的PE80级电熔接头为例:管外径为90mm 、壁厚度8.1mm 、套管外径108mm、壁厚14mm,PE80级材料的熔融温度为130 ℃左右,针对上述的给定条件当输入电压为30.0、35.0、39.5V 以及45.0V 时,通过该理论模型,计算的熔合线随时间的变化规律如图3,从图中可以看出,针对每一给定的初始焊接电压,固液交界线与热源中心的距离和时间存在近似线性的关系,图中曲线的斜率与给定的初始焊接电压存在着确定的关系,因此可以通过交界线移动速度,估评特定类型电熔接头的焊接工艺状态。
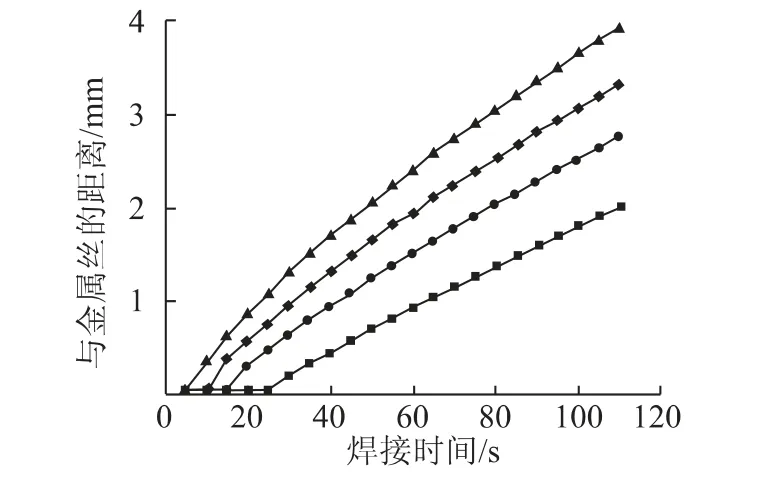
图3 不同功率下特征线随时间的变化规律Fig.3 Law of eigen-line changing with time
3 结果与讨论
试验材料为浙江中财管道科技股份有限公司生产的用于PE 管道的DN90电熔套筒,电熔焊机为Thermoplast电熔焊机,该焊机为电压控制型,可以调节焊接时间和焊接电压。采用超声检测实时成像系统,该系统采用B扫描实时成像技术,并能进行超声成像实时录象。通过对不同焊接工艺条件下DN90管道及套筒的焊接过程进行实时录像,并用软件算出不同焊接工艺条件下特征线移动的平均速率,其结果见表1,从表1 的结果中得出,可以用特征线的移动速度,根据式(4)估评电阻丝产生的总热流密度比值,在特定条件下进而估评电熔接头的焊接功率,其误差在6%以内。
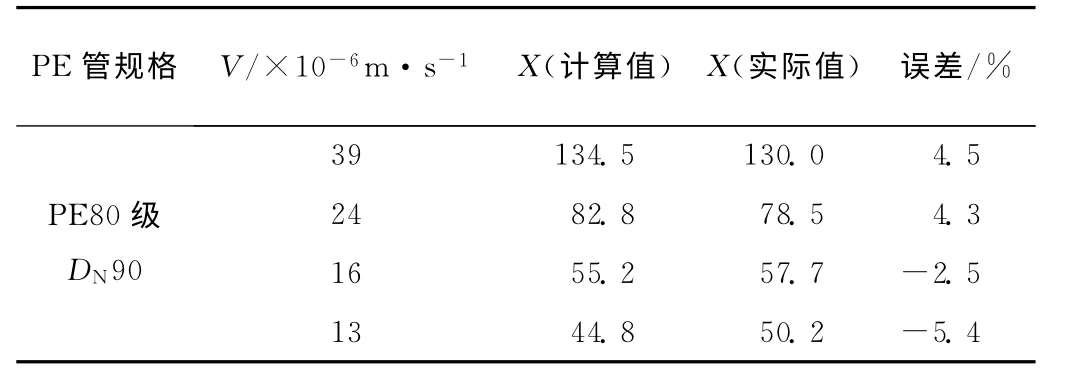
表1 电阻丝产生的总热流密度Tab.1 Heat flow density produced by resistance wire
本文采用超声检测实时录像对焊接工艺进行监测和优化,通过测得超声检测实时录像时特征线的平均移动速度,评估试验条件下焊接参数是否合适。具体按式(4)所述方法进行。在电熔接头焊接时超声检测实时录像中观察到,一旦切断电源,特征线便停止移动,在超声检测实时录像中可以实时监测到特征线与电熔接头表面的距离,通过换算可以得到特征线与金属丝的距离,结合本文在前期研究中提出的冷焊特征线检测方法,根据特征线与金属丝的距离为参数对冷焊程度进行评价,从而判断电熔接头焊接时间是否足够。
本文以DN90电熔套筒为例介绍电熔接头工艺优化过程。图4为优化前后DN90电熔接头焊接温度场,图5为优化后的电熔焊接过程温度场,由图中可以看出,优化后其电阻丝的最高温度略大于250 ℃,而电阻丝周围的温度在220 ℃左右,明显低于优化前的温度。表2给出了优化前后的各个参数对比,优化前后电熔套筒均能保证熔焊面在熔融温度以上维持600s以上,但是优化后电阻丝的最高温度及焊接界面的最高温度都明显降低,并且使焊接功率减小。

图4 优化前后DN90套筒焊接温度场Fig.4 Temperature field of sleeve welding before and after optimization

表2 优化前后焊接效果对比Tab.2 Comparison of welding effect before and after optimization
4 结论
(1)采用相控阵聚焦技术,并采用合适的检测工艺参数,可以探测到PE电熔接头金属丝上方一定距离位置的超声反射信号线,即特征线;
(2)理论和试验结果表明,特征线的移动速度与电阻丝产生的总热流密度存在近似的线性关系;
(3)在电熔接头焊接过程中进行超声检测实时录像,可以根据特征线移动速度以及特征线与电阻丝的距离变化情况,估评电熔接头的焊接工艺是否合适;
(4)在电熔接头新产品开发中采用超声检测实时录像,通过特征线的移动情况对焊接工艺参数进行优化,从而可大幅降低电熔接头的开发时间和成本。
[1] 罗 艺,姜稳庄.聚乙烯燃气管道接口的质量控制[J].城市燃气,2004,7(11):3-6.Luo Yi,Jiang Wenzhuang.Quality Control of PE Gas Pipe Welding[J].Urban Gas,2004,(11):3-6.
[2] Bowman J.A Review of the Electro-fusion Joining Process for Polyethylene Pipe System[J].Polymer Engineering and Science,1997,37(4):674-691.
[3] 高立新.聚乙烯压力管道连接与熔接接头质量检查[J].特种结构,2005,22(3):21-24.Gao Lixin.Joint Method and Technology Requirement and Inspection of Polyethylene Pipeline[J].Special Structures,2005,22(3):21-24.
[4] 郑津洋,郭伟灿,施建峰,等.聚乙烯电熔接头冷焊缺陷的超声检测方法[J].焊接学报,2008,(9):1-4.Zheng Jinyang,Guo Weican,Shi Jianfeng,et al.Ultrasonic Inspection to Detect Cold Welding in Electro-fusion Joint of Polyethylene Pipes[J].Transactions of The China Welding Institution,2008,(9):1-4.
[5] 师春生,李家俊,王玉林.新型聚乙烯管道电熔焊接方法[J].焊接学报,2002,23(1):23-26.Shi Chunsheng,Li Jiajun,Wang Yulin.New Electrofusion Welding Method for Polyethylene Pipe[J].Transactions of The China Welding Institution,2002,23(1):23-26.
[6] 郑津洋,施建峰,郭伟灿,等.聚乙烯管道电熔接头焊接过程温度场研究[J].焊接学报,2009,30(3):5-9.Zheng Jinyang,Shi Jianfeng,Guo Weican.et al.Analysis on Temperature Field in Electrofusion Joint for Polyethylene Pipes[J].Transactions of The China Welding Institution,2009,30(3):5-9.