60kg/m钢轨30号道岔病害原因分析及整治措施
2014-04-11徐小龙上海铁路局南京桥工段
徐小龙 上海铁路局南京桥工段
60kg/m钢轨30号道岔病害原因分析及整治措施
徐小龙 上海铁路局南京桥工段
自60kg/m钢轨30号道岔铺设以来,除出现了滑床板断裂、尼龙套管失效等其它型号的提速道岔常见病害以外,还出现了咽喉间隔铁螺栓折断、直尖轨侧磨等病害。着重分析了此两种病害的产生原因,并提出整治预防措施及实施效果。
60kg/m钢轨30号道岔;病害分析;整治措施
2007年-2010年期间,在京沪线永宁镇、兴卫村、高里等站先后铺设了60kg/m钢轨30号道岔(图号为CZ2527)。多年来的现场使用及养护维修实践证明,该型号道岔除出现了滑床板断裂、尼龙套管失效等病害以外,还出现了咽喉间隔铁螺栓折断及直尖轨侧磨的病害。
1 咽喉间隔铁螺栓折断病害
经统计,全段14组60kg/m钢轨30号道岔在2007年-2011年间共发生了7次咽喉间隔铁螺栓折断,其中永宁镇站2号3次,兴卫村站1号2次、高里站128号2次。咽喉间隔铁螺栓折断,易导致转辙部位开口变化或道岔信号无表示,危及行车安全。
1.1 折断的原因分析
咽喉间隔铁路螺栓折断原因有养护维修也有道岔自身设计方面的原因。
(1)列车在运行过程中会产生横向水平力,造成翼轨外倾,咽喉间隔铁螺栓要承受横向水平力,同时,直股翼轨在列车动荷载作用下的挠曲力等因素的影响下,还会产生纵向水平力,在纵向水平力的作用下,直股翼轨会产生纵向位移,而曲股翼轨却相对稳定。在横向水平力与纵向水平力的综合作用下就有可能导致间隔铁螺栓折断。
(2)如果道岔内及道岔前后的线路上存在轨距、方向不良、水平三角坑等病害,则上述几何不平顺会加剧列车通过道岔时的横向水平力,间隔铁螺栓折断的概率增大。
(3)在对兴卫村站1号道岔连续2次发生咽喉间隔铁螺栓折断分析原因时发现∶在136号与137号枕间咽喉间隔铁的结构设计上,咽喉间隔铁为单螺栓设计,螺栓杆直径仅为27mm,安全储备系数不大。
1.2 加固装置的设计与安装
我们在不改变道岔结构设计的基础上,设计了一种加固装置,能有效地杜绝间隔铁螺栓的折断(见图1)。
(1)加固装置的设计
采用轨距卡卡住两翼轨,并用长杆螺栓将其连接,把两翼轨牢牢固定住,两翼轨轨底之间设一卡铁,相当于在咽喉部位又安装了一套间隔铁,提高咽喉部位的强度。
①卡铁材质选定为30号精密铸钢,并设计3mm的斜度,使其与翼轨轨底完全吻合。
②轨距卡材质选定为45号精密铸钢,开口量22mm,与翼轨轨底完全吻合。
③长杆螺栓材质选定为40号圆钢,直径确定为30mm。④防松防脱螺母材质为35号精密铸钢,内径为30mm。
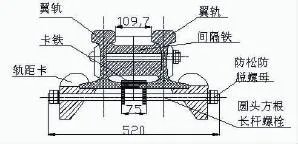
图1 可动心轨咽喉加固装置设计示意图(单位∶mm)
(2)加固装置的安装
为了使加固装置成为第一受力点,把加固装置安装在来车方向咽喉间隔铁前端的位置(见图2)。
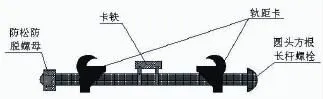
图2 可动心轨咽喉加固装置的安装结构
1.3 加固装置的实施效果
2011年7月,在兴卫村站1号道岔安装了第一套咽喉加固装置,至今未发生咽喉间隔铁螺栓折断的设备故障。实践证明,安装加固装置还有以下几方面的优点∶
(1)为可动心道岔增添了一个强化项目,能确保可动心提速道岔辙叉咽喉部位开口不发生变化。
(2)增强了道岔结构设计的强度,同时安装后又不影响道岔结构,不会妨碍道岔作业。
(3)从根本上了解决了可动心提速道岔咽喉部位因间隔铁螺栓折断而引起的设备故障。
2 直尖轨侧磨病害
60kg/m钢轨30号道岔尖轨采用60AT钢轨制造,为半切线型弹性可弯尖轨,长度为28m,可动部分为25.305m,有6个牵引点,采用分动钩型外锁闭装置和6机牵动,动程分别为160mm、132mm、110mm、87mm、65mm、40mm。
2.1 侧磨的几何特征分析
下面我们以兴卫村站1号岔直尖轨侧磨为例(见图3)。
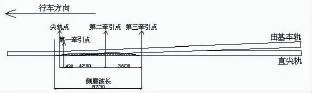
图3 道岔侧磨情况示意(单位∶mm)
(1)转辙部位直股(直尖轨所在的一股)钢轨作用边形成一个连续的侧磨波形,侧磨量由小变大,再由大变小,而其对股(直基本轨)无侧磨。
(2)每个侧磨波形中磨耗量(幅值)最大处的位置相对固定∶为转辙机第二牵引点(以下简称二动)至曲基本轨弯折点。
(3)侧磨波形长度相对固定∶为8.73m。
2.2 产生侧磨的原因分析
(1)竖切不密切对侧磨的影响。
若尖轨二动部位尖轨与基本轨静态不密贴值为4mm,在列车通过时,动态下二动部位"被迫"密贴,则动态下尖轨在二动位置有4mm的横向位移S尖。
根据曲线半径、弦长和正矢的关系:
F=C2/8R,推出R=C2/8F。
假定第三牵引点与基本轨密贴,该道岔第三牵引点到第二牵引点位置L=3.6m,F=S尖=4mm=0.004m,
则R=(3.6×2)2/(8×0.004)=1620m。
这样,尖轨形成了一个半径约为1620m的“曲线”。
当列车进入道岔前,列车运行相对平稳,进入后经过转辙部位这个曲线时,轮缘挤压摩擦尖轨。
因此得出结论1:竖切不密切是造成直尖轨侧磨的原因之一。
(2)轮轨关系的不匹配对侧磨的影响。
由于道岔导曲线内的垫板有1:40的轨底坡,而尖轨则是采用的1:40的轨顶坡,必然在尖轨跟端处有轨底坡向轨顶坡的过渡。建立运动模型如下(见图4、图5)。
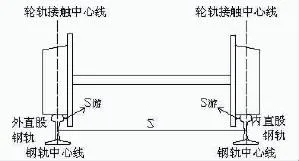
图4 正常轮轨关系接触示意图
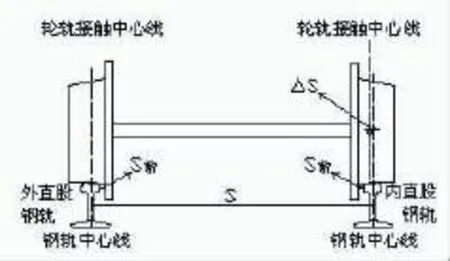
图5 “不等效锥度”轮轨关系接触示意图
图4、图5的运动模型说明了轮对在通过尖轨跟部时出现了左右轨对的“不等效锥度”,即产生了“轮径差”。
当图5的运动模型经过约20m左右的运行后即产生了如下图6的运动模型。
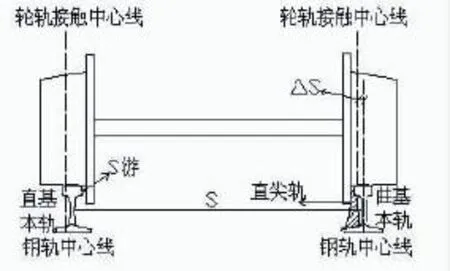
图6 直尖轨侧磨部位轮轨关系接触示意图
通过图6发现,作用于曲基本轨的轮缘背已磨损直尖轨,轮缘背与钢轨已没有游间,这样的轮轨作用与轮对在曲线上的运行原理模型完全相同,这是由图5的左右轮对“不等径运动”造成的。
当图6的运动模型在运动至曲基本轨第一弯折点时将会撞击曲基本轨,这是因为曲基本轨第一弯折点相对这一曲线来说,为曲线头的反弯点。
在撞击曲基本轨第一弯折点后轮对又回到图4的运动模型。因此,在动态添乘时经常会出现尖轨跟端与尖轨尖端的剧烈摇晃。
因此得出结论2:轮轨关系的不匹配是造成道岔直尖轨侧磨的另一原因。
2.3 侧磨的整治和预防措施
(1)加强道岔几何尺寸的控制。及时消灭提速道岔前后100m范围存在的轨道原始不平顺,如连续小轨向和钢轨硬弯等,同时要定期开展工电联整,消除工电结合部的病害。
(2)提高焊接打磨的质量。对尖轨跟端的焊接接头在不同时期要分别进行预打磨、预防性打磨和修理性打磨。即在焊接后线路开通前进行接头平顺性打磨、运营2-3天后根据光带的变化进行预防性打磨及在后期的线路保养中要定期开展修理性打磨。
①打磨的范围:尖轨跟部前后各1m以上,以确保轨底坡向轨顶坡过渡有足够的顺坡长度;
②打磨的方法:打磨时对直尖轨跟端的外侧及导曲轨的内侧进行打磨,即"非对称性打磨",确保导曲线内的光带与尖轨跟的光带在一条直线上,修正轨底坡与轨顶坡的平顺性;
③打磨的质量:光带在尖轨跟部不能产生突变,即钢轨中心线与轮轨接触中心线始终在一条直线上,打磨后接触光带应居中,且宽度为20mm~30mm;焊缝的平顺性应符合轨顶面0~+0.3(mm/2m)(“+”表示凸出);轨头内侧工作面+0.3~0.3(mm/2m)(“+”表示凹进)。
(3)改善轨底坡的过渡。由于在1:40的轨底坡向轨顶坡的过渡过程中,无论是人工机械打磨还是大机养路机械打磨,都很难把握打磨的角度及顺坡长度,因此,可以对尖轨跟端48号-57号枕采用1:20的楔型胶垫过渡,以实现轨底坡向轨顶坡过渡的平顺性。
2.4 实施效果
2011年下半年,我们在兴卫村站1号道岔采用上述方法开展了侧磨整治,通过整治实践,取得了很好的效果。
(1)产生了良好的社会效益。通过开展整治,基本杜绝了直尖轨、曲基本轨的侧磨,同时也减少了因道岔直尖轨侧磨而造成的机车摇晃,消灭了整治前的DF4D机车添乘仪水平加速度两波(尖轨跟、尖轨尖)0.20g以上的报警及人体感觉不良,大大提高了列车运行的平稳度,
(2)产生了较好的经济效益。2011年11月份在兴卫村站1号岔因侧磨更换直尖轨曲基轨后,我们采取了上述的整治措施,到2013年12月份已通过总重达2.2Mt,尚未出现侧磨的迹象,基本实现了与道岔同寿命的使用。而在2009年-2011年间,该道岔每通过0.8Mt吨左右即要进行因侧磨过大或严重摇晃而必须更换直尖轨与曲基本轨,大大延长了设备使用寿命,节约了工务生产成本。
[1]新轨道力学.中国铁道出版社.2001.
[2]关学生邵长胜丁文庆.可动心轨提速道岔咽喉间隔铁螺栓折断原因分析及预防措施.铁道建筑技术.2007[增].
[3]左玉良重载快速区段固定型提速道岔转辙部位直股钢轨侧磨的研究.铁道标准设计.2005(1).
责任编辑:宋飞 龚佩毅
来稿时间:2014-1-23
