桁架机械手及在柔性加工自动线上的应用
2014-04-09大连连城数控机器股份有限公司辽宁116036权占群张树礼
大连连城数控机器股份有限公司 (辽宁 116036) 权占群 张树礼

大连连城数控机器股份有限公司自动化生产线主管工程师 权占群
桁架机械手作为时尚的一种输送工具,越来越受到青睐。目前,国内外主流的柔性自动线物流系统主要有两种形式:由桁架机械手输送工件组成的全自动生产系统和由机器人搬运系统进行上下料组成自动生产线。在欧美日等发达工业体系,由高速加工中心和桁架机械手组成的敏捷柔性生产系统已经是主流产品,桁架机械手在高空中输送零件,直接把被加工零件从一台机床输送到另一台机床上,桁架机械手兼有工序间运输和自动上下料及物料回转等辅助功能。由于它输送快捷、精准、柔性,结构相对简捷,便于组合。因而,被机床制造商所器重。
桁架机械手的结构与工作原理
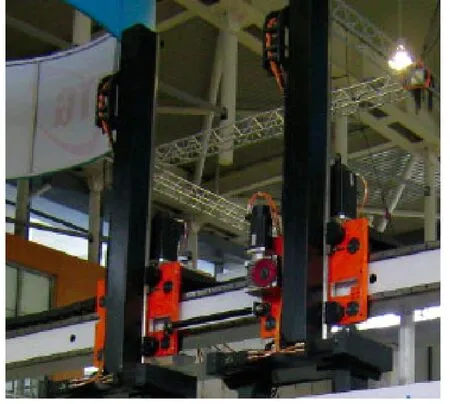
图1
桁架机械手由主体、驱动系统和控制系统三个基本部分组成。按机器人结构分类为直角坐标型,机械手沿二维直角坐标系移动。主体部分通常采用龙门式结构,由y向横梁与导轨、z向滑枕、十字滑座、立柱、过渡连接板和基座等部分组成,z向的直线运动皆为交流伺服电动机通过蜗轮减速器驱动齿轮与y向横梁、z向滑枕上固定的齿条作滚动,驱动移动部件沿导轨快速运动。移动部件为质量较轻的十字滑座和z向滑枕,滑枕采用由铝合金拉制的型材。横梁采用方钢型材,在横梁上安装有导轨和齿条,通过滚轮与导轨接触,整个机械手都悬挂在其上,如图1所示。由于桁架机械手输送的速度快,加速度大,加减速时间短。当输送较重的工件时,惯量大,因此,伺服驱动电机要有足够的驱动和制动的能力,支撑元件也要有足够的刚度及强度。只有这样,才能使伺服电动机满足桁架机械手输送的高响应、高刚度及高精度要求。在选择合适伺服电动机的情况下,根据物料运动的距离和运行节拍,计算出伺服系统的位移和轨迹,对驱动器PID参数进行动态调整。桁架机械手根据接收到的位移、速度指令,经变化、放大并调整处理后,传递给运动单元,通过光纤传感器对运行状态进行实时检测,在高速搬运过程中,运动部件在极短的时间内到达给定的速度,并能在高速行程中瞬间准停,通过高分辩率绝对式编码器的插补运算,控制机械误差和测量误差对运动精度的影响。由于被输送的工件不同,质量也不同,因此,桁架机械手有多种规格和系列。在选择时,根据被输送工件的质量,加工的节拍来选取。但机械手的手臂,夹持方式,则根据被输送工件的形状、结构及机床夹具定夹方式来设计(见图2)。

图2
机械手能够借助可编程序来处理和执行任务。机械手主要由手臂、回转装置、运动部件及驱动部件组成。通过对工件外形或工件上定位支撑点定位夹持工件。例如,在汽车发动机加工柔性自动线物流输送中,桁架机械手的夹持模块会根据缸体、缸盖、曲轴等工件的外形特点,选取不同的定位和夹持方式。柔性机械手上采用气缸和电机进行定位和夹持模块的切换驱动,一套机械手可完成不同品种的工件搬运工作。夹持定位模块可根据产品质量和外形的大小采用系列化设计,机械手上的夹持定位模块安装方式相同,针对不同系列的工件,只需切换相应的夹持定位模块即可,满足快速切换的需要。这样,当加工不同品种的工件,只须变换夹持模块就可实现,提高了桁架机械手的柔性化。
桁架机械手在柔性加工自动线上的应用
1.自动线桁架机械手输送装置的发展及现状
自动线的发展,经历了刚性自动线和柔性自动线的两个时代。就目前而言,在国内二者均有之。刚性加工自动线的输送分为棘轮棘爪、摆杆、抬起步伐、机动滚道等形式。随着加工中心机床的发展,由其组成的自动线逐步替代组合机床组成的自动线,它以适应小批量多品种的优点,得到市场的广泛认可,并称其为柔性加工自动线。这种以加工中心机床组成的柔性加工自动线,就其输送装置或输送带依然为刚性,这类柔性自动线可谓是准柔性。当今的柔性加工自动线又有了飞跃,输送形式以刚性加柔性(桁架机械手)并存,或纯柔性输送,即输送系统全部由桁架机械手组成,这是真正的柔性加工自动线,即主机柔性,输送系统也柔性。如主机是高速加工中心配以桁架机械手输送,又称之为敏捷柔性加工自动线,是敏捷制造系统的重要组成部分。自动线采用桁架机械手输送后,输送步距可根据机床的配置随意改变,自动线上的机床与机床之间的安装位置不再象刚性输送那样,按照输送步距或步距倍数的要求进行严格的安装,且输送速度也可根据生产节拍及输送的距离而改变。而真正体现柔性输送的重要一面是,当被加工零件的产品改变后,输送部分不会不适应而全部更换,只要改变输送程序和机械手局部结构即可。采用桁架机械手输送更先进的一面是,机床柔性加工自动线整体的自动化、智能化的协调统一。因此,桁架机械手才在当今柔性加工自动线上越来越多地被采用,使整个生产过程通过信息流系统进行控制。在加工和运输过程中,所需各种信息收集、处理、反馈,并通过电子计算机或其他控制装置(液压、气压装置等),对机床或运输设备实行分级控制。信息流系统分为由中央管理计算机、物流控制计算机、单元控制计算机、各数控机床以及信息传送网络组成。目前,汽车制造业中加工发动机缸体、缸盖及曲轴等大批量关键零件的柔性加工自动线,大都采用了桁架机械手输送(见图3)。
2.国内外的差距

图3
当下,我国机床的发展很快,技术水平有了很大的提高,与国外的差距变得越来越小,甚至有些机床与国外相比已经没有什么差距。特别是国家重大科技专项的开展,为我国机床上档次上水平提高了加速度,成绩显而易见。加工中心机床这几年发展的特别快,但柔性加工自动线的技术水平和档次,较国外的差距还很明显,国外采用桁架机械手输送的柔性加工自动线较为普遍,而国内却为数不多,国内庞大的汽车生产市场所采用的带桁架机械手输送的柔性加工自动线,大多从国外进口。如无锡柴油发动机厂的缸体缸盖柔性加工自动线由德国GROB公司总承包,由BZ800加工中心、GROB专机、清洗机、拧紧机、试漏机、压装机在线检具、辅机及珩磨机组成。输送采用空中桁架机械手和机动滚道自动线输送。仅以汽车制造业而言,国内生产的柔性自动线,采用桁架机械手输送的屈指可数。大连机床集团和沈阳机床集团等生产出了该方面的柔性加工自动线,并在生产实际中得到了应用。图4是大连机床集团生产的DKX017缸体加工柔性自动线。加工两种缸体,分别为四缸和六缸,其输送采用空中桁架机械手和自动线两端为机动滚道等形式。桁架机械手两个,一个上料,一个下料。它的成功,标志着我国国产由桁架机械手输送的柔性加工自动线开始向国际水准迈进。
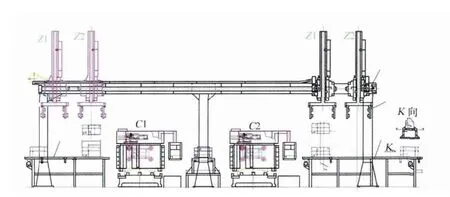
图4
上述提及的只是数量上的比较,其实真正的原因还是国产桁架机械手的技术水平与国外有着一定的差距。早些年,大连机床集团生产的柔性加工自动线采用的桁架机械手,也是从国外进口的桁架机械手。那时,国内还没有专门生产桁架机械手的厂家。如今,国内巨一等一些桁架机械手生产厂家的涌出,为国产柔性加工自动线带来了希望,进而缩小了与国外在生产桁架机械手方面的差距,国产桁架机械手在柔性加工自动线的应用也越来越多,从而打破国产市场被外国人的垄断。
桁架机械手作为柔性输送系统,已成为柔性加工自动线中的重要组成部分,过去未采用桁架机械手输送的自动线中的输送部分称之为输送带或输送装置。而今,用了桁架机械手则称之为输送系统或物流系统。过去的输送带由机床生产厂自己生产,而今则由外部专业生产厂来提供;过去的输送带驱动或是用一个油缸,或是减速机通过链条或机动辊子驱动,各个动作单独来完成,所用时间较长且位置精度较差,而今则由伺服系统驱动,完成多个坐标的复合运动,所用时间短,效率高,且运动位置精准。这些的进步,都缘于技术水平的提高,解决了桁架机械手的关键技术及难点技术。相信,随着国产桁架机械手技术水平的不断提高,桁架机械手在柔性加工自动线上的应用会越来越多,采用桁架机械手的柔性加工自动线将会成为今后的一大卖点,市场前景非常可观,从而带动国产柔性加工自动线有一个质的飞跃。
