车铣复合加工中心故障分析与维修案例
2014-04-09许昌烟机公司河南461000盛丽华
许昌烟机公司 (河南 461000) 万 鹏 盛丽华
车铣复合加工中心故障分析与维修案例
许昌烟机公司 (河南 461000) 万 鹏 盛丽华
1.存在的问题
MA2AKE420H型车铣复合加工中心是集机电液气一体化的高技术设备,由于在试切过程中,B轴刀具和A轴发生碰撞,导致B轴径向跳动超过0.08 mm,侧母线倾斜,实际测量有0.18 mm,设备不能正常使用。
公司设备部经过和厂家服务中心联系,需要把B轴拆下送回日本修理,修理费用合人民币50万元。调整B轴侧母线需要5万元人民币,而且周期长。最后经设备部和分厂领导协商,决定把这个修理任务交给分厂维修组来完成。
2.故障分析
经过反复测量找到原因:B轴径向跳动超差是因为B轴刀具和A轴撞击,造成B轴锥孔里面有突起的部位;B轴侧母线倾斜是由于底座撞斜引起的。
3.解决措施
(1)研磨B轴 找出原因后,首先做了3根研磨棒,并分别在3根研磨棒锥面上用气动小砂轮开出6道槽,分粗研、半精研、精研B轴。粗磨6道槽深2 mm,宽2 mm;半精研槽深1 mm,宽1 mm;精研槽深0.5 mm,宽0.5 mm。研磨棒形状如附图所示。
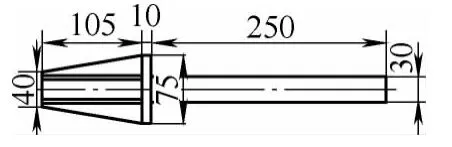
研磨棒
具体做法是:粗研磨用120目研磨膏,研磨膏用50%的机油和50%的煤油调制;半精磨用180目研磨膏,研磨膏用70%机油和30%的煤油调制;精研磨用240目研磨膏,研磨膏用纯机油调制。这样调制的原因是粗研磨时量比较大,煤油多便于研磨,精研磨时量比较小,用纯机油更容易研磨光。
粗研磨时,先找准高点,用记号笔作记号,把研磨膏均匀地抹在研磨棒的道槽里,左手抓住研磨棒的前端,右手抓住研磨棒的后端,研磨棒的力量要往高点使的力大一些,研磨2~3遍后,用无毛布蘸煤油把锥孔清洗干净,再用校棒测量一次,便于下一次研磨。这样反复研磨、反复测量,直到测量有0.04 mm跳动时,完成粗研磨进入下一阶段,用半精磨棒研磨B轴,进行半精磨。直到用校棒测量根部有0.015 mm跳动时,开始用精研磨棒研磨,这样做的目的是因为研磨量小,便于提高锥孔的表面粗糙度质量,一直研磨到用300 mm长的校棒测量跳动,校棒根部跳动为0.05 mm,校棒中间部位跳动0.01 mm,外端跳动0.02 mm就完成研磨工作,达到了设备出厂的技术参数。
(2)调整B轴侧母线 首先,把机床后面的钣金拆掉。松开导轨上的4个滚动体上面的24个固定螺钉。再松开丝杠螺母上的6个固定螺钉。B轴上吸千分表,表头打着校棒外端,调整导轨侧面上的2个调整螺钉。调整到校棒和导轨的垂直度在0.01 mm以内就合乎要求了。
4.结语
经过此次机床维修,机床精度完全达到出厂技术要求,为公司节约了大量的维修费用,而且缩短了维修时间,为维修类似机床故障提供了参考。
20131225)