数控机床螺纹铣削技术的应用研究
2014-04-09徐州重型机械有限公司江苏221004
徐州重型机械有限公司(江苏 221004) 李 云
近年来,螺纹铣削技术大量应用于我公司起重机及消防车产品中,提高了加工效率和产品质量,起到了降本增效的作用。由于可以加工相同螺距的任意直径的螺纹,这样就免去了采用大量不同类型丝锥的必要性。经过不断总结,并通过现场试验得出了一些应用技巧。
1.OKUMA系统数控机床上铣螺纹技术的应用
公司某大吨位全地面起重机转台座圈面有68个均布的M48螺纹孔,加工难度大,据工人介绍此处攻螺纹时机床功率不足,后来经改进,采用一把瓦格斯TM4SC40W42-120-3U螺纹铣刀 (见图1),刀具直径为42mm,加工出的螺纹质量很高,很好地解决了这个问题。
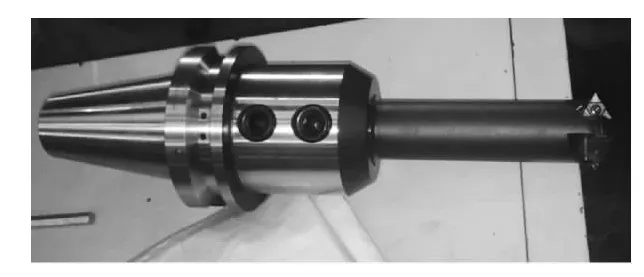
图1
数控系统为大隈OKUMA数控系统,数控机床为动梁定龙门式五面体加工中心。
铣螺纹前,先将底孔加工到φ42.587mm(M48螺纹孔的底孔是φ42.587mm)。再用螺纹铣刀加工螺纹。加工的难点在于程序的编制,这里用宏程序编程,设置了三个变量解决这一问题。三个变量中VC1是起始点的位置,VC2是孔的角度,VC3是螺距。由于 M48螺纹孔的螺距为 5mm,所以设置VC3=VC3-5,即每次往下铣一个螺距,采用三轴联动的方式铣削螺纹。两个IF循环的宏程序保证铣完一个螺纹孔后紧接着就能铣下一个孔的螺纹。如图2所示,D是内螺纹的基本大径,D1是内螺纹的基本小径,D2是内螺纹的基本中径,P是螺距,H=。查标准GB/T196—2003可知,M48的螺纹孔D1的值为42.587mm,从图中可以看出,螺纹最深处的直径D3=D1+2× (6H/8),由于刀具直径D4为42mm,可以计算得出螺纹铣刀在机床XY平面内圆弧插补的半径为R=(D3-D4)/2,经计算得出R=3.5mm。实际现场加工的时候,可以先加工出两扣螺纹,用M48的螺纹塞规检查,检查合格之后,再进行下一步的加工。如果不合格,则需要对该R值进行修正,避免出现工件报废的情况。转台底板简图如图3所示。

图2
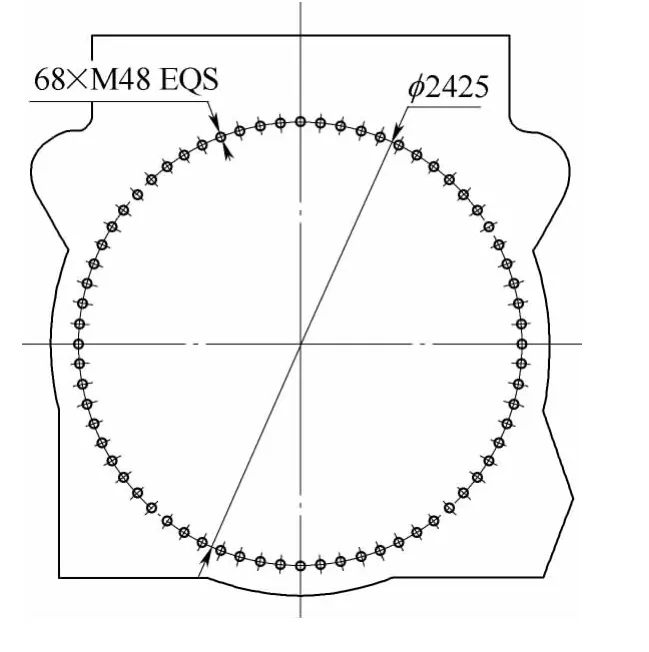
图3
螺纹铣削的程序:(OKUMA系统)

FANUC数控系统与OKUMA数控系统大部分的功能是一样的,只是部分功能有区别,所以这里不再赘述。上述OKUMA系统的程序用G92指令设置螺纹孔圆心为工件坐标系零点。如果是FANUC系统,可以用G52指令建立局部坐标系,将零点偏移到要加工的孔的圆心,完成均布螺纹孔的铣削加工 (SIEMENS系统用TRANS偏移工作坐标系零点)。
2.SIEMENS系统数控机床上铣螺纹技术的应用
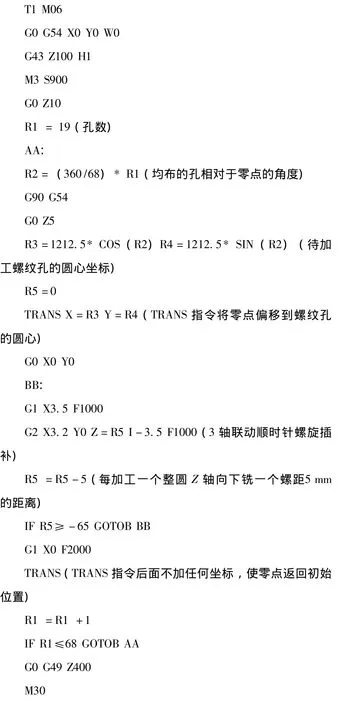
目前西门子公司最新的SINUMERIK840DSL数控系统,没有提供铣削内螺纹方面的固定循环,因此需要用户手工编程。可以运用TRANS指令将工件坐标系零点偏移到要加工的孔的圆心,完成均布螺纹孔的铣削加工。
螺纹铣削的程序:(SIEMENS840D系统)
3.结语
加工大直径螺纹孔的时候,用螺纹铣刀具有较大的优势,相对于攻螺纹这种传统的螺纹加工方法,螺纹铣刀功能更强大,能有效地解决排屑困难、功率不足等方面的问题。当遇到硬度较高的特殊金属时,铣削螺纹也能很好地完成加工。本文对比了OKUMA、FANUC和SIEMENS三种数控系统上铣螺纹技术的应用,体现了不同的系统编程时在指令、变量、跳转方式等方面的差异,有助于读者理解、掌握相关技术。