一种立式丝锥磨方机的设计研究
2014-04-06张青龙严从勋
高 荣 罗 刚 张青龙 严从勋
(①成都工业学院,四川 成都 611730;②重庆富川机电有限公司,重庆 401329;③成都光明光电股份有限公司,四川 成都 610100)
1 丝锥柄部四方的加工工艺分析
本专用机床需对丝锥刀柄上的四方进行加工,加工工件规格范围为M8~M22,如图1 所示。工件的长度L 范围为60~158 mm,所磨四方厚度a 的范围为5.00~14.00 mm,L2的范围为8~18 mm,d1的范围为6.30~18.00 mm。
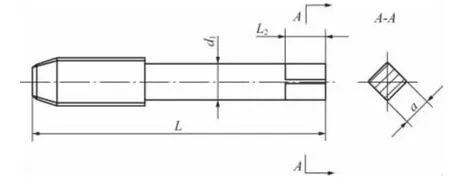
图1 丝锥结构及尺寸
丝锥四方在丝锥工作时用于传递扭矩,同时也作为丝锥的安装定位基准[1]。对丝锥四方的加工,要有一定的形状、尺寸、表面粗糙度及形位误差要求。加工丝锥方头常用的加工方法是铣削或磨削。如用铣削的加工方法,加工后通常还需要安排其他工序(如热处理、磨削等)来保证丝锥四方的精度和表面质量等方面的要求;而采用直接磨削的方法来加工丝锥四方,其精度和表面质量可以在一次加工中得到保证,而且磨削方法还可以加工经过热处理的高硬度丝锥刀柄,因此磨削加工四方,通常还可以安排为该种丝锥加工的最后一道工序[1-2]。对磨削量较小的小规格丝锥加工,生产效率高的优势更加明显。该专机所加工丝锥四方头的每方加工余量为0.65~1.75 mm,加工余量小,故特别适用磨削加工。
2 丝锥磨方机的运动分析及运动分配方案
磨削丝锥刀柄四方时,需保证四方的长度L2和四方的厚度a。其中,长度L2可以用砂轮厚度直接保证,厚度a 可用砂轮做径向进给保证。该机床需要五个运动,一是砂轮的旋转主运动n,二是砂轮的径向进给运动fr,三是工件的横向进给运动fa,四是工件的四方分度运动na,五是适应不同长度工件加工及修整砂轮时工作台的纵向移动fb。该运动方案的传动原理图如图2 所示。
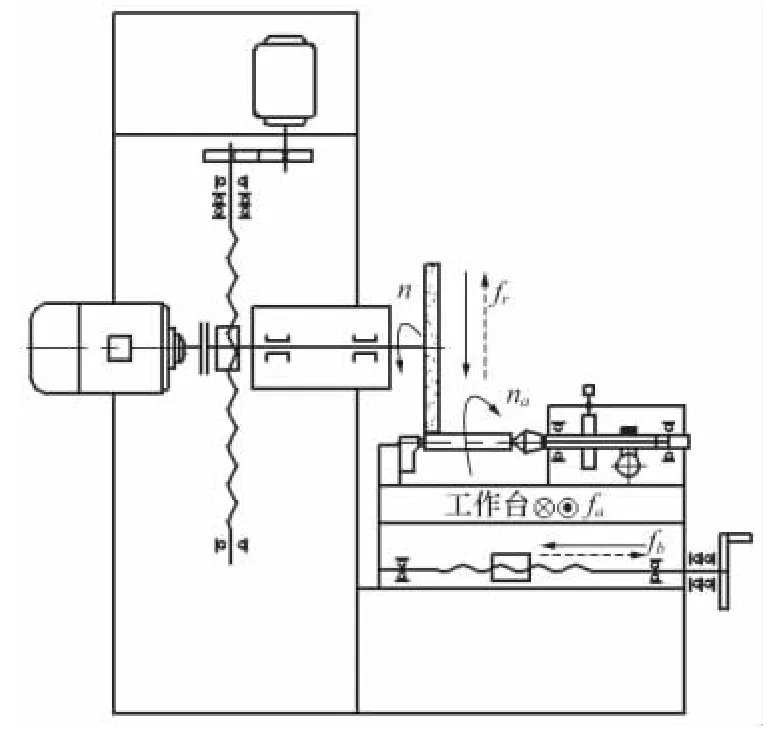
图2 丝锥磨方机传动原理图
分配机床运动时,应考虑在满足加工要求的前提下,简化机床的传动系统和结构,便于操纵,降低成本,缩小机床占地面积等[3]。通过对各种运动分配方案的分析比较,最后确定主运动n 由电动机通过联轴器传给砂轮架完成,纵向运动fb和横向运动fa由工作台带动工件完成,分度运动na由分度头带动工件完成,径向运动fr通过砂轮架沿立柱导轨上下运动完成。
3 机床的总体设计
3.1 传动形式的选择
机床的传动有机械、液压、气动、电气及综合等多种形式。选择机床传动形式的基本要求是:(1)实现所需运动;(2)满足运动性能要求;(3)经济效益高[3-4]。
加工工件的尺寸对横向进给运动fa没有精度方面要求,但fa的进给量大小不但影响着加工表面的表面质量,而且自动化程度要求较高,故此运动的传动形式选择液压传动。而纵向进给运动fb是修整砂轮或加工不同规格工件时调整丝锥L2长度的进给运动,精度要求较高,但自动化程度要求不是很高,因此此运动的传动形式选为丝杠螺母传动。相比之下,径向运动fr的精度决定着丝锥刀柄四方的厚度a 的尺寸和精度,要求较高,而且自动化程度决定着生产率的高低,故要求也较高,因此选择步进电机驱动滚珠丝杠副的传动形式,此滚珠丝杠传动的优点有[5]:
(1)传动效率高,一般可达95%以上,传动效率是滑动丝杠的2~4 倍;
(2)运动平稳,摩擦力小,灵敏度高,低速无爬行现象;
(3)可预紧,消除丝杠副的间隙,提高轴向的接触刚度;
(4)使用寿命较长,一般为普通滑动丝杠的4~10倍,甚至更高;
(5)定位精度和重复定位精度高。
3.2 支承形式的选择
机床中常用的支承件有床身、底座、立柱、横梁等,这些支承件单独或组合使用,构成卧式或立式机床的基础件。
卧式机床和立式机床各有优缺点。立式机床占地面积小,且立式机床的执行部件可在纵向、横向和垂直3 个方向运动,而卧式机床的执行部件一般只能在纵向和横向两个方向运动。操作立式机床时,操作者可以站在机床的前面、左面或右面,而操作卧式机床时,一般只能站在机床的前面。但加工工件要求机床上下移动量较大时,则立式机床重心位置较高,机床易于产生振动。
因为加工丝锥四方时,径向加工余量较小,故垂直方向的移动量较小,因此选用立式支承形式时机床重心不会很高,机床抗振性较好,加工丝锥四方需要纵向、横向和垂直3 个方向的运动,故机床的支承形式选择为立式,具体布置为:工作台装在床身上,带动工件作横向及纵向进给,立柱支承磨头部件作垂直径向进给。本来此支承形式可以在一次装夹时同时完成多个工件的加工,但因受到空间和分度头结构的限制,本机床选择了一次装夹后同时加工两个工件的方案。其结构简图如图3 所示。
3.3 操纵部件的布置
机床总体布局应保证操作者与工件之间有合适的相对位置,以便于装卸工件、调整刀具、观察加工情况以及测量工件尺寸等,常用的操纵手柄、手轮、按钮、数显表等应尽可能布置在操作者近身处,使操作方便、省力。有时为了简化机床结构,允许将不常用的手柄就近布置在被操作部件上[3-5]。本机床的操纵部件布局依据是操作者视觉的观察范围和人手的工作区域特点[6],取机床手轮的高度为800 mm,装料高度为1 100 mm,按钮箱的高度为1 300 mm,这些高度的选择能很好地满足操作者的肢体舒适度要求。
4 丝锥磨四方加工流程
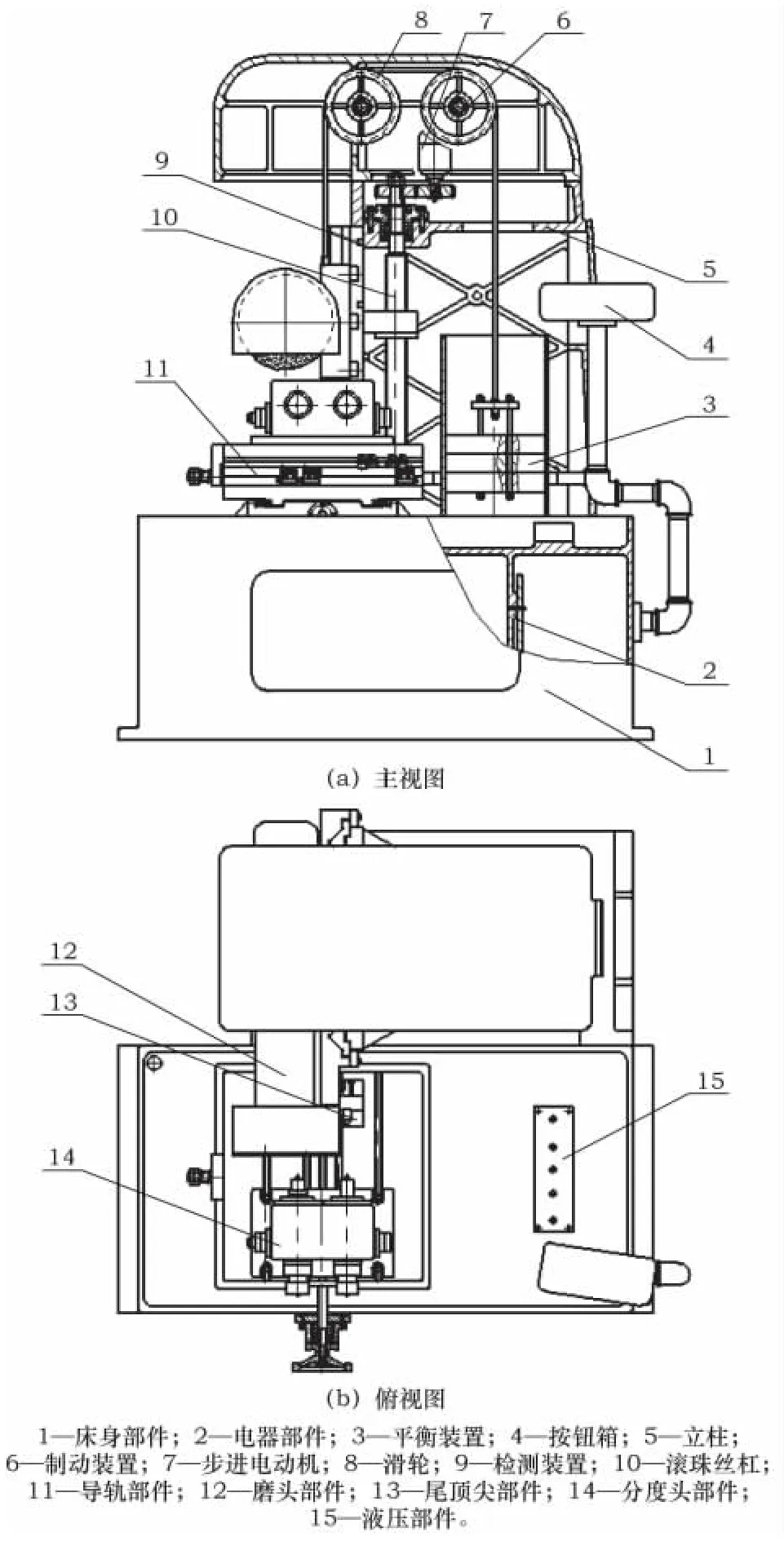
图3 丝锥磨方机结构简图
装卸工件时,按下按钮箱上的装卸按钮,此时装卸液压缸通过进出压力油来带动分度头上的两个顶尖前后移动,以此来夹紧或松开工件。
工件装夹后,按下启动按钮,磨头部件在立柱上作等差间歇进给,对工件进行粗磨、半精磨、精磨加工。工作台采用了滚柱交叉导轨,在进给液压缸的带动下作横向往复进给。当一个方加工完成时,由立柱上的检测装置发出信号,磨头部件回到安全位置。磨头部件回到安全位置后,再由立柱上另一个检测装置发出信号,分度头在分度液压缸的带动下自动拔销、分度、插销以完成分度动作,由分度头上的检测装置发出信号,之后,磨头部件继续作等差间歇进给,工作台件作横向往复进给,以此循环。
当四方中的每一方都加工完成后,由分度头上的检测装置发出信号,磨头部件回到初始位置,工作台停止进给,完成一个工作循环(即完成两个丝锥四方的磨削)。
5 结语
针对丝锥四方头的加工特点,采用磨削加工工艺来加工丝锥四方,设计了该立式丝锥磨方机。同原来的丝锥四方加工机床相比,该专用机床加工精度和表面质量高,能同时加工两个工件,且能实现自动分动,自动检测,提高了生产效率,减轻了操作者的劳动强度。磨头部件在立柱上通过步进电机带动滚珠丝杠作等差间歇进给,进给量大小可调,因此本专用机床能够对工件进行粗磨、半精磨、精磨加工,工件的精度、表面质量和生产效率有了很大的提高。工作台采用了滚柱交叉导轨副和液压驱动,运动更加平稳,发热量小,精度保持性好。在操纵部件的布置上遵循了机床宜人学,为操作者提供了良好的工作条件和环境,以保证操作者能够高效率、高可靠性地操作机床。
[1]陆剑中,孙家宁.金属切削原理与刀具[M].北京:机械工业出版社,2011.
[2]郑修本.机械制造工艺学[M].北京:机械工业出版社,2011.
[3]许晓旸.专用机床设备设计[M].重庆:重庆大学出版社,2003.
[4]顾维邦.金属切削机床概论[M].北京:机械工业出版社,1999.
[5]隋秀凛,高安邦.实用机床设计手册[M].北京:机械工业出版社,2010.
[6]陈心昭.现代实用机床设计手册[M].北京:机械工业出版社,2006.
