薄壁件铣削变形及补偿技术研究*
2014-04-06叶建友吕彦明
叶建友 吕彦明 徐 看 宋 灿
(江南大学机械工程学院,江苏 无锡 214122)
随着航空航天领域国际化竟争的愈加激烈,对飞行器、航天器的性能提出了更高的要求。由于薄壁件重量轻、强度高等特点,已被广泛应用于航空航天领域。对于现代飞机、航天器的结构设计制造,降低飞机、火箭等的自身结构重量,就意味着提高了飞行器的机动性、增大了携带负载的能力和飞行距离;而且,随着重量的降低、整体结构强度的提高,可以延长飞行器的服役寿命。但薄壁件结构形状复杂,相对刚度较低,加工余量大,工艺性差,铣削过程受切削力的作用容易产生变形和振动。国内外专家和技术人员对薄壁件在铣削过程中产生的变形做了大量研究。Sutherland[1]等人较早从理论上提出了考虑刀具变形和工件变形的瞬时未变形切屑厚度和表面误差的计算方法。Tang[2]等人基于弹性力学小变形理论建立了薄壁件铣削加工过程中弹性让刀变形的理论模型。Ratchev[3]通过建立切削力-变形模型,实现了薄壁件加工变形的精确预测,基于这个模型,经过优选切削参数和刀具路径补偿,实现薄壁件的精确加工。武凯[4]、董辉跃[5]等人分别采用有限元方法研究了高速铣削过程中薄壁腹板弹性变形规律及其控制方案。王运巧[6]等人研究了辅助支撑的个数及位置对薄壁工件铣削加工局部弹性让刀变形的影响。
本文通过高速铣削试验,采集了加工过程中的铣削力与薄壁件变形信号,对实验中产生变形原因进行了分析,从数控补偿加工、高速切削加工、毛坯初始残余应力的消除与均匀化、适当的装夹等多方面提出相应的变形补偿方法,并提出了一种以冷却液为介质的空化脉冲射流作为薄壁件铣削的随动柔性辅助支撑新的加工方法,有效的解决低刚度工件加工变形的问题。
1 铣削加工变形分析
1.1 试验条件
本试验在德马吉M500 加工中心上进行;工件材料为7075 铝合金;长、宽、高尺寸为130 mm ×130 mm×60 mm,通过铣削使厚板上挖去120 mm ×120 mm×40 mm 的方形块,留下四周壁厚5 mm,底部厚20 mm 的薄壁零件;切削参数为直径20 mm 的机夹圆刀片立铣刀,切削速度为200 m/min,每齿进给量为0.4 mm/齿,切深为2 mm;切削力测量装置包括测力仪、位移传感器、电荷放大器、工控计算机及显示器等。图1 为切削实验现场图,图2 为工件和测力仪有限元模型。

图1 切削实验现场图
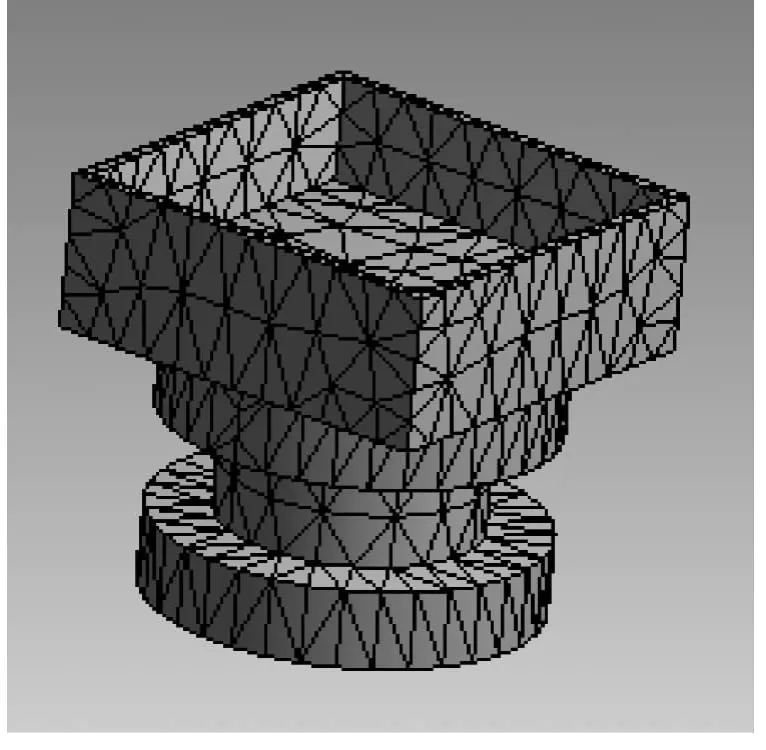
图2 工件及测力仪有限元模型
1.2 薄壁件变形分析
引起薄壁件加工变形的原因很多,与毛坯的材料、工件的几何形状及刚度、以及加工工艺和加工设备等均有关系。经研究分析,薄壁件加工变形的主要因素有以下几个方面:
(1)毛坯件初始残余应力的释放与重分布 在铣削过程中,随着材料的不断去除,毛坯件内部的残余应力得到释放,工件只有通过变形才能达到新的应力平衡。相关研究表明[7]:毛坯初始残余应力的释放和重分布是产生变形的重要原因之一。
(2)刀具对工件的作用 在铣削过程中,刀具与工件的接触部分会发生弹塑性变形,并产生大量切削热,从而使得工件温度不均,因此产生变形。
(3)装夹变形 由于薄壁件自身刚性差,因此在装夹力的作用下工件会发生变形;工件由于在加工过程中弹塑性变形将影响其表面的尺寸精度和形状、位置精度。
1.3 实验结果分析
由实验测得的切削力波形图不难看出,测量值和理论值相差比较大。理论上应该是单一的周期性锯齿波,实际上是多分量复杂波,沿进给方向还会出现双向振动的波形。产生这些的主要原因是测力仪测得的数据是通过测力仪弹性元件变形间接得到的。切削力激励由工件、测力仪及机床构成的系统,系统发生振动,测力仪弹性元件也发生振动。我们进一步建立了工艺系统模型,利用有限元分析其模态及响应,图3 为工件及测力仪构成系统的三阶振动模态;图4 为其频响曲线,通过分析系统模态及响应,反推实际的切削力;图5 为测量的切削力数据波形。

图3 工件和测力仪前三阶振型

图4 工件和测力仪系统的频响图

图5 薄壁件切削力波形
2 变形补偿方法
通过对薄壁件加工变形的原因分析可知,薄壁件的变形既与切削过程有关,又与工艺系统有关,针对薄壁件变形的特点、产生原因及结合本实验实际情况,提出相应变形补偿方法。
(1)数控补偿加工
在切削力的作用下,工件一方面由于和刀具接触而发生弹塑性变形,材料不断被切除;另一方面工件由于回弹,产生让刀现象,造成薄壁件侧壁上厚下薄。通过分析系统模态及响应,反推实际的切削力,通过ANSYS 有限元分析软件模拟出薄壁件加工过程中变形的大小。在数控编程时让刀具在原有走刀轨迹中按变形程度附加连续偏摆,补偿因工件变形而产生的让刀量,如图6 所示。通过刀具偏摆数控补偿,可以将让刀残余材料切除,一次走刀即可保证薄壁件壁厚精度。
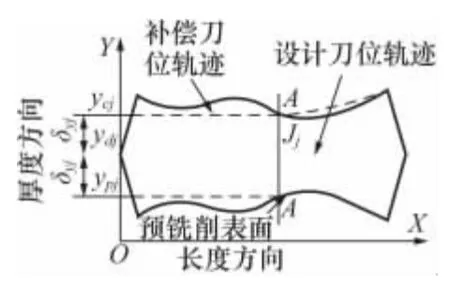
图6 补偿原理示意图
(2)高速切削加工
高速切削加工理论是1931 年4 月由德国的Carl Salomon 博士首先提出的,他认为:在常规的切削速度范围内,切削温度随着切削速度的增大而提高。对于不同的工件材料,存在一个切削速度范围,在这个范围中,由于切削温度过高,刀具材料无法承受而不能进行加工,故该速度区域被称为死区[8]。当切削速度超过死区以后,随着切削速度的增大切削力会减小,切削温度也会降低。高速切削时由于主轴速度高,在相同的切削率下,每齿切削量小,切削力也比较小,工件弹性变形小。高速切削是薄壁低刚度工件加工的有效方法,在一定程度上解决低刚度薄壁工件的加工问题。
(3)毛坯初始残余应力的消除与均匀化
毛坯初始残余应力对工件的整体加工变形的产生有重要影响。工件在加工前,由于受到外力及其他因素导致工件内部产生复杂应力分布,极易引起加工完后工件复杂的变形产生。因此,为了得到较好的工件精度,可以采取相应工艺措施来减小和均匀化毛坯的初始残余应力。对于航空类薄壁件,现行最有效且经济地减小毛坯残余应力的工艺措施是进行深冷处理。深冷技术可以使淬火后的金属材料温度在冷却中达到远低于室温的温度(-196 ℃),从而达到消除和均匀化工件内部的残余应力。经过深冷处理后一方面可以显著减小毛坯的初始残余应力[9],可以使马氏体晶格畸变减小,微观应力减小,从而强化基体组织,并减小加工过程中的变形,提高加工精度;另一方面,毛坯中的残余应力分布将更加均匀,降低了工件的变形潜能,提高尺寸稳定性,使硬度、抗冲击韧性和耐磨性都显著提高。
(4)适当的装夹
工件在装夹过程中由于夹紧力的作用会伴随一定的变形,影响工件加工的质量。由于相变材料的柔性夹具夹紧体可以自由布置,为工件夹紧力的优化提供了条件,如加工图7 所示工件的表面。如用通用精密虎钳装夹,只能在一个方向夹紧,平行于钳口方向的限制是靠虎钳与工件的摩擦力,为保证工件装夹稳定,需有足够大的摩擦力,则必需加大夹紧力,实际上夹紧力是实际使用需要的近10 倍,使工件变形。利用相变材料的柔性夹具就可以通过多布置夹紧体,使夹紧力更有效,减少最大夹紧力,减小工件的变形,如图8 所示。
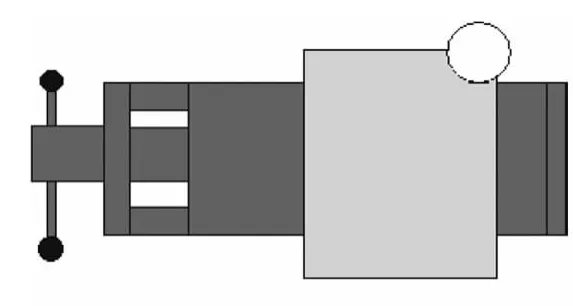
图7 平口钳装夹示意图
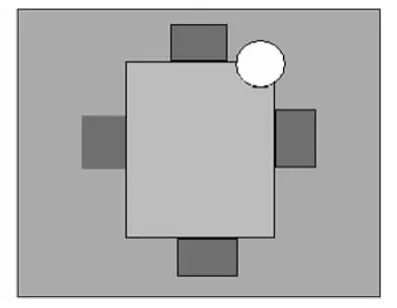
图8 柔性夹具装夹示意图
3 薄壁件铣削新方法
目前,关于解决薄壁件弹性变形问题,主要通过对薄壁件加工系统弹性变形模型分析,补偿刀具走刀路径,从而实现薄壁件高质量加工,在某些具体应用中可以取得比较理想的效果。但切削工艺系统复杂,工件结构千变万化,建模比较复杂,往往需要用有限元分析,对每个刀位点都进行计算修正,再加上刀具和工件变形互耦时的反复迭代,不仅要考虑刀具、工件变形对切削量的反馈影响,而且还考虑材料去除引起的工件刚度变化对各种变形的影响等耦合效应,分析计算工作量巨大;加之刀具路径补偿,由于变形复杂,往往不单是位置变化就能实现完全补偿,刀具姿态也要发生变化,由原来三轴加工变成五轴加工,编程复杂化;可能出现补偿路径突跳不光顺,实际加工质量变差等问题,较难推广到一般的应用。国内外专家在不断尝试研究薄壁件切削的新方法。江南大学吕彦明教授团队提出了应用冷却液为介质的空化脉冲射流作为薄壁件铣削的随动柔性辅助支撑的加工方法,提高系统刚性,减小工件弹性变形、减小和抑制工艺系统振动。现有薄壁件的支撑技术,主要是加注低熔点合金、石蜡等[10-11]。对于网格状筋板类工件加工,效果毋庸置疑。但是需要增加中间工序,加注支撑材料、回收支撑材料和清理支撑材料,比较费时。关键是只有个别类型低刚度工件能使用这种方法,对于形状复杂的薄壁件很难运用这种方法。目前,射流技术已经非常成熟,该技术已广泛应用于石油钻井、煤矿采煤、工业切割等领域,以如何有效地破坏加工对象为主要研究目标,产生的冲蚀压力和破坏作用越大越好。用作辅助支撑的空化脉冲射流产生一个和切削力波形相位差180°的冲击波形。由此提高工件的工艺刚性,减小工件变形和抑制工艺系统振动。相比机械支撑,射流支撑具有下列优点:
(1)脉冲射流作用的有效距离长,在8~14 倍喷口直径范围内,即在这个范围内冲击压力保持不变,不会将支撑部位的误差映射到工件上,方便安装布置,可以布置到主轴上,避免和刀具及工件的干涉;随动控制简单,超出喷距才需要调整距离,对不同工序只需控制喷距、压力、脉冲频率、喷射角度。
(2)控制射流冲击力抵消切削力可以减小工件的变形。
(3)控制射流脉冲频率可以利用有源降噪的原理抑制工艺系统的振动。
(4)作为冲击射流的切削液本身具有冷却、润滑和清洗作用。
(5)射流冲击可以类似喷丸作用消除工件应力。
目前国内外尚未有针对射流作为辅助支撑的研究,研究人员设计的叶片类工件铣削脉冲射流辅助支撑实验装置如图9 所示,主要由射流发生装置、位移传感器、切削力测量装置及夹具装置等组成。通过相关基础理论分析和初步试验证实了该方法的可行性和实用性,在铣削过程中可提高工件的工艺刚性,减小工件变形,减小和抑制工艺系统的振动,有效地解决低刚度工件的高效高精度加工的瓶颈问题。

图9 叶片类工件铣削脉冲射流辅助支撑示意图
4 结语
薄壁件已被广泛应用于航空航天领域,由于薄壁件结构形状复杂,相对刚度较低,加工余量大,工艺性差,容易产生切削变形被认为是机械加工中的难题。本文针对薄壁件铣削过程中产生变形进行了分析;对当前应用于减小和抑制薄壁件变形的措施等进行了系统的归纳和介绍;同时提出了一种新的加工方法,该方法以冷却液为介质的空化脉冲射流作为薄壁件铣削的随动柔性辅助支撑,可以减小和抑制低刚度工件变形和振动,有效地解决低刚度工件的效率低质量难以保证的难题。
[1]Sutherland J W,Devor R E.An improved method for cutting force and surface error prediction in flexible end milling systems[J].Transactions of the ASME Journal of Engineering for Industry,1986,108:269 -279.
[2]Tang Aijun,Liu Zhanqiang.Deformations of thin-walled plate due to static end milling force[J].Journal of Materials Processing Technology,2008,206(1 -3):345 -361.
[3]Ratchev S,Liu,S,Becker,A A.Error compensation strategy in milling flexible thin-wall parts[J].Journal of Materials Processing Technology,2005,162/163:673 -681.
[4]武凯,何宁,廖文和,等.薄壁腹板加工变形规律及其变形控制方案的研究[J].中国机械工程,2004,15(8):670 -674.
[5]董辉跃,柯映林,杨慧香.博壁板高速铣削加工过程中的让刀误差预测[J].浙江大学学报,2006,40(4):634 -637.
[6]王运巧,梅中义,范玉青.薄壁弧形件装夹布局有限元优化[J].机械工程学报,2005,41(6):214 -217.
[7]王秋成,柯映林.航空高强度铝合金残余应力的抑制与消除[J].航空材料学报,2002,22(3):59 -62.
[8]Dewes R C,Aspinwall D K.A review of ultra high speed milling of hardened steels[J].Journal of Materials Processing Technology,1997,69:1 -17.
[9]Davis J R,Davidnson G M,Lampmans R.Heat treating of aluminum alloys[M].ASM Hand-book,1995:841 -879.
[10]车现发,周燕飞.辅助支撑对薄壁件加工变形影响的数值模拟[J].机械制造,2011(5):58 -60.
[11]葛茂杰,孙杰,李剑峰.石蜡辅助加固钛合金薄壁件铣削稳定性研究[J].山东大学学报,2011(2):71 -76.
