聚晶金刚石复合片数控激光切割机床的研究*
2014-04-06惠相君陈水明马宇峰
柯 良 惠相君 陈水明 马宇峰
(①浙江工业职业技术学院,浙江 绍兴 312000;②同济大学机械与能源工程学院,上海 201804)
聚晶金刚石复合片(Polycrystalline Diamond Compacts,PDC)是一种新型超硬材料,通过在高温高压条件下将金刚石微粉与用作催化剂的金属均匀混合并烧结在硬质合金基体上制备而成[1]。PDC 以其极高的硬度、耐磨性以及良好的焊接性能而被广泛应用于切削加工、地质钻探、石材加工等领域的工具制备[2]。随着数控加工技术的快速发展,普通高速钢、硬质合金刀具在很多场合已无法满足高切削速度、高刀具耐用度及低加工成本的要求[3],PDC 刀具以硬度高、摩擦系数小、热变形小、加工精度高、使用寿命长的优势在精密切削等领域应用逐渐增多。但是,由于PDC 本身的高硬度和高耐磨性,使其切割加工非常困难,传统的加工方法无法对其加工。
目前,切割PDC 的主要方法有电火花线切割、磨料水射流切割和激光切割[4]。国内对电火花线切割研究较多,但在使用电火花线切割加工PDC 时,由于放电强度难以控制,会对PDC 材料表面造成损伤[5],不仅影响了切削面质量,增加了刀具刃磨余量,同时也影响刀具的寿命,而且电火花线切割速度要比激光切割慢几个数量级,效果不甚理想。磨料水射流切割耗材多、运转费用高、工艺复杂、精度低。相比之下,激光切割是一种无接触式加工,具有切缝小、效率高、热影响区域小、切缝边缘无机械应力等优点,被认为是切割PDC 的一种理想方法。
1 PDC 的激光切割机理和工艺
PDC 刀具的制造过程如图1 所示,主要包括两个阶段:
(1)PDC 的制造:PDC 是由天然或人工合成的金刚石粉末与结合剂按一定比例在高温、高压下烧结而成。
(2)PDC 刀片的加工:PDC 刀片的加工主要包括复合片的切割、刀片的焊接、刀片的刃磨等步骤。
PDC 的切割加工是PDC 刀片加工的第一步,切割面的完整性和表面质量直接影响刀片焊接的效率和PDC 刀具整体的质量。
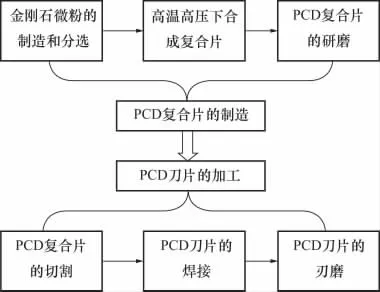
图1 PDC 刀具制造过程[6]
激光切割PDC 时,激光器发射出的激光束,经外电路系统,聚焦成高功率密度的激光束,高功率密度的激光束通过光学元件的传导照射到PDC 表面上,激光束的能量分配如图2 所示,R、A、T 分别代表工件表面反射、工件内部吸收和通过工件传导的能量分量。每个能量分量都是工件材料、工件温度和激光辐射波长的函数。
反射率R 可用下式估算:

图2 激光能量分配

式中:n 和k 分别是复数折射率的实数和虚数部分。用Nd:YAG 固体激光器加工聚晶金刚石时,反射率R小于20%,大部分激光能量被吸收,并且吸收的能量随工件的温度上升而增加,效果优于CO2激光器。
工件内部吸收的激光束能量分量AI0迅速转化成热能,使照射斑点区域的温度上升,由于聚焦后的激光束能量密度极高,中心部位温度可达10 000~20 000℃,瞬间的高温使PDC 局部迅速熔化以至汽化并形成孔洞,再辅之以一定的激光束和工件之间的相对运动,便可使PDC 形成切缝,最终将PDC 切割成要求的形状。

图3 激光加工中主要影响的工艺因素
图3 是激光通过透镜后在工件表面上聚焦的情况,它反映了在激光加工过程中,对切割工件质量有影响的各主要因素[7]:
(1)不同的激光波长和透镜焦点距离会产生大小不同的斑点尺寸;
(2)激光束的强度和斑点直径决定工件表面上的能量密度;
(3)工件的材质、表面状态和激光波长决定反射率的变化和输入能量的吸收率,以及由此影响表面温度;
(4)工件的传导率和热扩散率影响热量在工件内部的传递。
因此,需要通过实验,对激光切割的各项工艺参数进行优化,主要包括激光功率、光路、切割速度、焦点位置、辅助气体及切割路径等。通过实验优化参数后,能使激光切割PDC 的切缝宽度小于0.08 mm,切割速度达到50 mm/min。
2 光学系统的研究与开发
光学系统的主要功能是将激光输送到加工部位,通过调整辐射参数,构成高功率密度的光束。光路系统原理设计如图4 所示,可分为激光束参数变换系统和观测定位光学系统两大部分。

图4 光路系统设计原理图
2.1 激光束参数变换系统
Nd:YAG 激光器输出的1 064 nm 波长的激光极易被金刚石材料吸收,且峰值功率高、热影响区小、结构紧凑,非常适合PDC 的切割加工。本文选择Nd:YAG 固体激光器作为PDC 数控激光切割机床的激光发生器,工作物质选用为φ8 mm ×180 mm 的特优级Nd:YAG 晶体棒,谐振腔腔长为330 mm,腔型为平凹腔,选用氙灯泵浦,聚光腔为双椭圆柱腔。
一般激光切割机床都采用单极激光器输出,产生的激光功率密度较低,切割PDC 的最大厚度只能达到2~3 mm,且切割速度较慢,无法完全满足刀具制造企业的要求。为了增大输出激光的功率密度,本文提出了一种“一级震荡,一级放大”结构的两级激光输出技术,如图4 所示。通过震荡YAG 激光器调节激光脉冲宽度、光束发散角等模参数,由放大YAG 激光器调节脉冲能量或功率,由两级激光器输出的激光束,经过扩束镜将激光束的直径扩大,通过反射镜将扩大后的光束引导至聚焦镜表面,经聚焦后,在被加工件表面得到满足加工使用要求的激光功率密度和光斑直径。
采用两级激光输出技术,可大大提高激光的输出功率,其功率可达到一般激光切割机床的2~3 倍,并使激光具有更好的光斑模式,光束发散角小于0.8 mrad,从而使激光切割PDC 的最大厚度从3 mm 提高到5 mm 左右,同时极大提高PDC 的切割效率。
2.2 观测定位光学系统
激光切割PDC 时,操作人员可在观测定位光学系统的协助下定期观察PDC 的成形情况,同时实时调整激光瞄准定位。观测定位光学系统包括高清CCD、监视器和监控软件。激光束照射到PDC 表面上,可见光被加工表面反射,并通过聚焦镜、反射镜、物镜进入CCD 摄像机,操作者便可通过观察屏幕装置,实时观察PDC 激光切割过程,并可按切割情况实时调整设备的工作状态,避免产生废片,保证切割的质量。
3 激光切割数控机床结构设计
为了对PDC 进行激光精密切割,必须确保机床床身有足够的刚度、不易受环境温度影响,同时还需能精确定位,准确进给的精密工作台与之配合。机械传动链必须满足运动灵活、传动平稳、系统精度高等要求。PDC 数控激光切割机床的机械结构如图5 所示,主要包括机床床身、数控工作台、Z 轴调焦系统、激光器支架等部件。

图5 PDC 数控激光切割机床的设计
3.1 机床床身
根据PDC 切割精度及光路系统要求对机床床身机械结构进行设计如图5 所示,确保整机实现精确定位、平稳运行和高可靠性[8]。
3.2 数控工作台
在激光切割机床对PDC 材料进行激光切割时,数控工作台可以实现工件精确定位和切割加工。数控工作台采用高精度导轨、小螺距丝杠,确保各轴运动的平行度、直线度及垂直度。通过机床专用的工控计算机对电动机进行精确控制,保证激光光束与材料的精确相对位置和加工线条的流畅性。
3.3 Z 轴调焦系统
配备激光头升降系统,采用可调节高度的Z 轴结构设计。在PDC 激光切割过程中,根据工件不同的厚度和加工要求,调节Z 轴调焦系统,使激光的焦点处于最佳位置。
4 数控激光切割系统
激光切割的优点之一就是便于与数控系统整合,易于实现加工自动化,使机床具有更好的加工柔性。用户只需将PDC 形状、光斑直径、切削参数以及辅助功能按照规定的图形或数据格式输入到数控系统中,数控激光切割自动编程软件系统就能自动编写加工程序单,控制激光的运动路径、激光器的开关、激光功率的大小、辅助气体的压强和冷却系统的开关等等。使加工过程完全实现自动化,提高了加工精度和生产效率,保证了产品质量的稳定性,满足将来大规模工业生产的要求。
5 结语
本文对PDC 数控激光切割机床进行了研究和开发,实现了对PDC 的高精度激光切割。提出了一种“一级振荡、一级放大”的两级激光输出技术,其功率可达到一般激光切割机的2~3 倍,提高了激光切割PDC 的最大厚度,同时提升PDC 的切割效率。根据高精度切割要求,设计了数控激光切割机床的整体结构,并开发了适用于PDC 切割的数控系统,保证了机床的自动、精确、平稳的运行。
[1]Lin T P.Material characterization of polycrystalline diamond compacts[D].Berkeley:University of California,1992.
[2]张高峰,邓朝晖.聚晶金刚石复合片的电火花线切割机理与形貌[J].中国机械工程,2007,18(6):671 -675.
[3]汪冰峰,杨扬,王绍斌,等.聚晶金刚石复合片车削花岗岩的磨损规律[J].中南大学学报:自然科学版,2009,40(6):1557 -1562.
[4]吴煜,张高峰.聚晶金刚石的Nd:YAG 激光切割与电火花线切割损伤分析[J].中国机械工程,2010,21(9):1034 -1038.
[5]张远平.慢走丝线切割制作PCD 刀具[J].金属加工:冷加工,2009(23):36 -37.
[6]白清顺,姚英学,Grace Zhang,等.聚晶金刚石(PCD)刀具发展综述[J].工具技术,2002,36(3):7 -10.
[7]张建华.激光加工聚晶金刚石初探[J].安徽工学院学报,1990,9(3):22 -26.
[8]高虹,王斌.提升数控机床工作可靠性的方法[J].制造技术与机床,2013(8):134 -138.
