热轧精轧机交叉辊控制
2014-04-02上海宝信软件股份有限公司王敏杰
上海宝信软件股份有限公司 王敏杰

0 引言
随着社会的发展和生活质量的提高,用户对各种带钢产品的需求量显著增加,对钢铁产品质量、品种、性能方面的要求也越来越高。板形精度是热轧带钢的一项主要的质量指标和决定产品市场竞争力的重要因素。由此板型控制对于热轧线来说是至关重要的,本文主要介绍PC轧机在基础自动化方面的板型控制——交叉辊的控制方案。包括正常轧制时,交叉角根据L1/L2设定值自动定位功能;换辊时,结合换辊步骤打开/关闭3mm功能;维护时,单动或联合点动交叉头功能;换辊前或轧制零调时,自动归0功能;以及测量交叉头间隙功能;并结合现场实际情况实现单侧打开/关闭3mm。
1 概述
某热轧精轧机组F2~F7采用PC轧机,成对轧辊交叉,即上支撑辊与上工作辊作为一对,下支撑辊和下工作辊作为一对,交叉角控制范围0~1.5。。上下交叉头各由一个电机控制,入口或出口交叉头可单独动作,依靠对应离合器和抱闸的开闭实现。上下两对辊组轴线的垂直面相交成一个很小的角度,从而得到很大的辊凸度。偶数机架交叉辊始终往带钢轧制正方向交叉,奇数机架的交叉辊始终往带钢轧制反方向交叉。

图1 交叉辊布置
轧辊交叉系统的主要目的是改变辊缝形状,使距轧辊中心越远的地方辊缝越大。这种设计的板凸度控制功能与采用带凸度的工作辊相同,通过调整轧辊交叉角度即可对凸度进行控制。凸度与交叉角关系式:
式中,b为带钢宽度,mm;θ为交叉角度。D w为工作辊直径,mm。
交叉辊的主要控制设备有2个电机(上交叉辊电机、下交叉辊电机);4个离合器(上入口离合器、上出口离合器、下入口离合器、下出口离合器);4个抱闸(上入口抱闸、上出口抱闸、下入口抱闸、下出口抱闸)。位置反馈有4个PLG;紧急限位8个,每个交叉头设置入口和出口紧急限位。交叉头动作时随动设备有入口回拉缸、出口回拉缸,交叉追随,出口上切水板、出口下切水板。
1.1 PC轧机控制方案
1.1.1 模式说明
交叉头工作模式共分四种:①A模式:(自动状态)处于轧制或轧机运转状态下,且PC未处于运转状态;②B模式:(运转状态)出侧交叉动作;③C模式:(运转状态)入侧交叉动作;④D模式:(手动状态)换辊状态或手动状态。
交叉头模式模式切换后,对应回拉缸、交叉追随、出口上切水板和出口下切水板状态也发生变化;
1)回拉缸控制。方案如图2所示。

图2 回拉缸控制方案

图3 交叉追随、出口切水板控制方案
2)交叉追随、出口切水板控制。方案如图3所示。
1.1.2 位置与角度转换
目标凸度与交叉角角度存在一定关系,因此L1/L2 对交叉辊的设定值为角度;而L1控制对象及位置检测都是位置;角度与位置的转换关系如下:
式中:
θ为交叉角角度;a为轧机中心线与交叉头中心的距离,mm;S为交叉角平均位置,

1.1.3 交叉角设定
交叉角设定主要用于正常轧制时,根据L1/L2设定值通过APC进行交叉角动作,完成角度自动定位,见图4。
主要有以下几个步骤:
1)A/B/C/D模式切换指令: 切至B模式(TO DEL)或C(TO ENT)模式;
2)所有离合器高力矩;
3)所有抱闸打开;
4)上下交叉头动作;
5)A/B/C/D模式切换指令:切至A模式;
6)所有抱闸关闭。
1.2 交叉头打开/关闭3mm
交叉头的开闭在换辊时使用,结合换辊步骤打开/关闭3mm,在辊座与交叉头之间留出足够的间隙,见图5。
打开3mm步骤:
1)A/B/C/D模式切换指令: 切至D模式;
2)离合器指令:上出口离合器高力矩,下出口离合器高力矩;
3)抱闸:上出口抱闸打开,下出口抱闸打开;
4)交叉头动作:上出口和下出口交叉头向设定3mm位置动作;

图4 交叉角设定控制方案
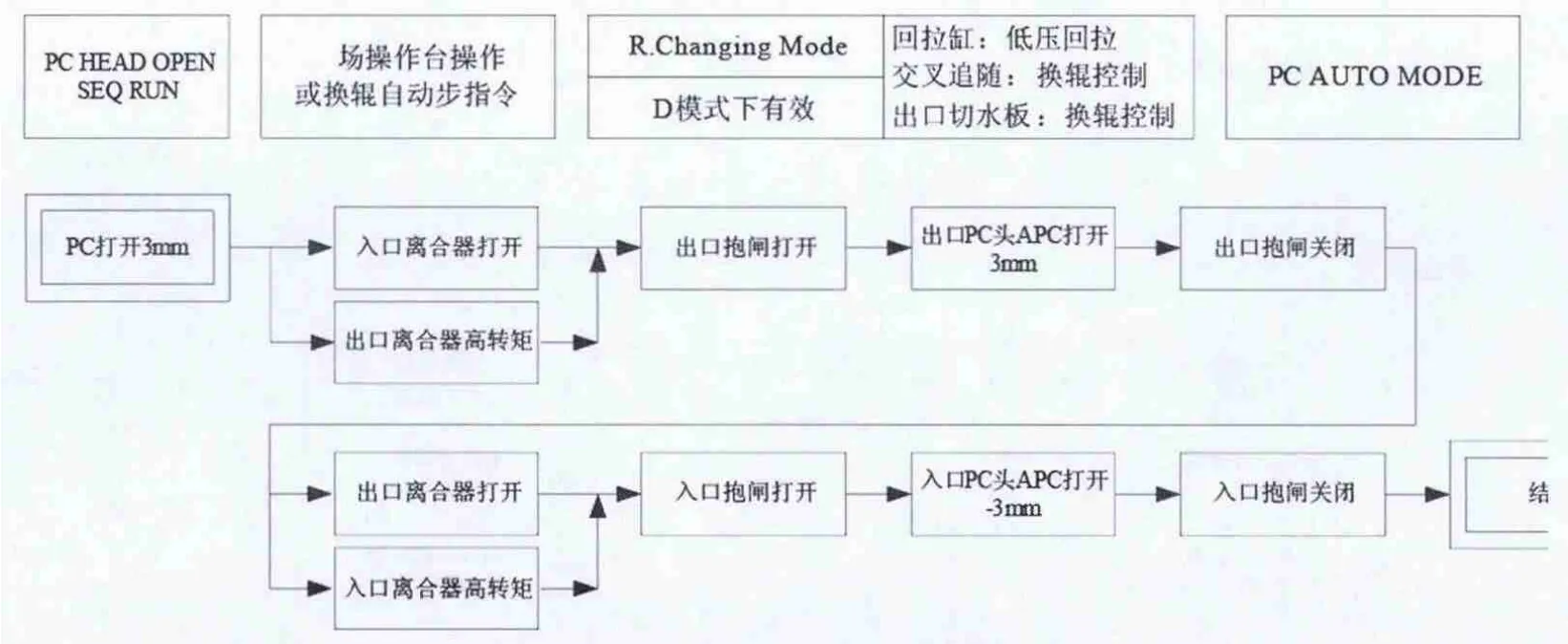
图5 交叉角打开3mm控制方案
5)抱闸:上出口抱闸关闭,下出口抱闸关闭;
6)离合器指令:上入口离合器高力矩,下出口离合器高力矩;
7)抱闸:上入口抱闸打开,下入口抱闸打开;
8)交叉头动作:上入口和下入口交叉头向设定-3mm位置动作;
9)所有抱闸关闭。
关闭3mm步骤,见图6:
1)A/B/C/D模式切换指令: 切至D模式;
2)离合器指令:上入口离合器低力矩,下入口离合器低力矩;
3)抱闸:上入口抱闸打开,下入口抱闸打开;
4)交叉头动作:上入口和下入口交叉头向设定0mm位置动作;
5)抱闸:上入口抱闸关闭,下入口抱闸关闭;
6)离合器指令:上出口离合器低力矩,下出口离合器低力矩;
7)抱闸:上出口抱闸打开,下出口抱闸打开;
8)交叉头动作:上出口和下出口交叉头向设定0mm位置动作;
9)所有抱闸关闭。
1.3 单动和联合点动
交叉头单独动作用于入出侧交叉头位置存在偏差的校正。
以下几种点动组合方式:
单独点动:入口上交叉头,出口上交叉头,入口下交叉头、出口下交叉头。
联合点动:上部交叉头、下部交叉头、上下交叉头。
1.4 自动归0
换辊和轧机零调开始时都需要交叉角在0位,在预换辊和零调开始时都会发让交叉辊自动归0的指令。交叉控制方法同2.1 交叉角设定,只是设定值为0,由换辊或零调触发。
1.5 间隙检测
间隙检测利用电机堵转原理简单确认轧辊轴承座与交叉头之间的间隙,如图7所示。
偶数机架
1)A/B/C/D模式切换指令: 切至B(TO DEL);
2)所有离合器高力矩;
3)所有抱闸打开;
4)上下交叉头动作+0.08;
5)A/B/C/D模式切换指令: 切至C(TO ENT);
6)所有离合器高力矩;
7)所有抱闸打开;
8)上下交叉头动作-0.08;
9)A/B/C/D模式切换指令: 切至D;
10)离合器指令:上入口离合器低力矩,下入口离合器低力矩;
11)抱闸:入口抱闸打开;
12)延时1s;记录此时入口交叉头位置;
13)入口交叉头向出口以10%速度动作;至少1s,且上入口交叉头位置两周期内无变化后,延时500ms,速度=0并记录此时上入口交叉头位置;下入口交叉头位置两周期内无变化后,延时500ms,速度=0,并记录此时下入口交叉头位置;
14)离合器指令:上入口离合器高力矩,下入口离合器高力矩;

图6 交叉角关闭3mm控制方案
15)抱闸:入口抱闸打开;
16)入口交叉头恢复锁紧前位置APC速度;
17)所有抱闸关闭。
奇数机架:
1)A/B/C/D模式切换指令: 切至C(TO ENT);
2)所有离合器高力矩;
3)所有抱闸打开;
4)上下交叉头动作-0.08 ;
5)A/B/C/D模式切换指令: 切至D;
6)离合器指令:上入口离合器低力矩,下入口离合器低力矩;
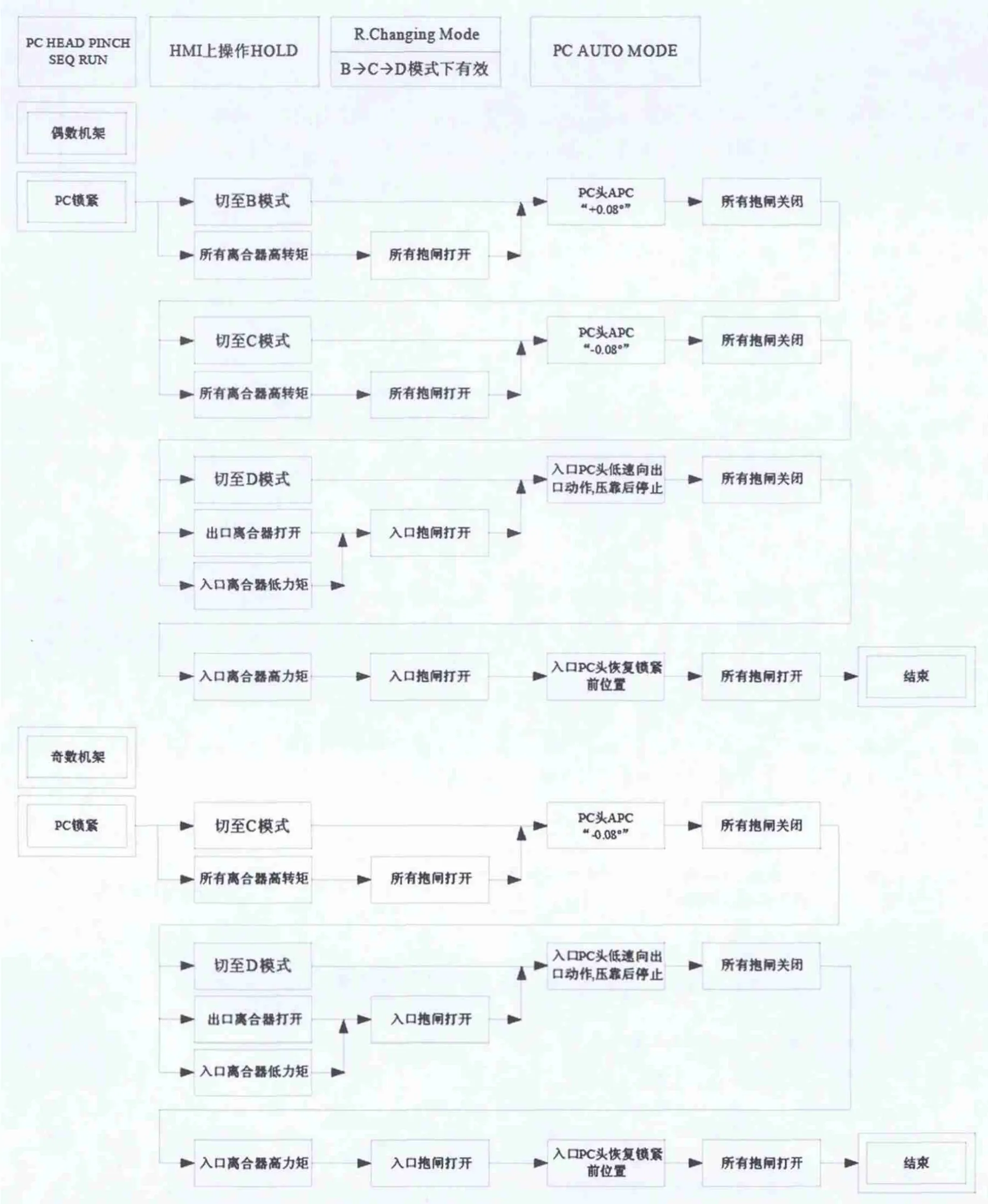
图7 交叉角间隙测量控制方案
7)抱闸:入口抱闸打开;
8)延时1s;记录此时入口交叉头位置;
9)入口交叉头向出口以10%速度动作;至少1s,且上入口交叉头位置两周期内无变化后,延时500ms,速度=0并记录此时上入口交叉头位置;下入口交叉头位置两周期内无变化后,延时500m s,速度=0,并记录此时下入口交叉头位置;
10)离合器指令:上入口离合器高力矩,下入口离合器高力矩;
11)抱闸:入口抱闸打开;
12)入口交叉头恢复锁紧前位置APC速度;
13)所有抱闸关闭;
结果:上部间隙为入口向出口动作前上入口交出辊位置-动作后位置;下部间隙为入口向出口动作前下入口交出辊位置-动作后位置。
2 功能改进
根据现场实际使用情况,结合本钢厂交叉角的机械结构,完善打开/关闭3mm功能。
现场情况:某钢厂4个交叉头由2个电机控制,通过切换4个交叉头上的离合器实现4个交叉头的单独动作。轧钢时,4个交叉头离合器都在H力矩状态,4个交叉头一起动作;而换辊时打开/关闭3mm,却是入口侧2个交叉头一起动作,出口2个交叉头一起动作,入口和出口离合器不能同时吸合,但如果离合器出故障,有一个或一侧的离合器故障,无法脱开,交叉头无法打开3mm,换辊无法顺利进行,但此情况下不正常影响轧钢;
解决方案:考虑换辊时间、生产节奏,在HM I的交叉角画面上添加“ENT”和“DEL” 两个按钮,选中后,执行打开/关闭3mm时,不执行相应侧的交叉头动作,并完善接口,使换辊能够顺利进行。
3 结束语
本文详细介绍了交叉角在基础自动化的控制方案。某钢厂使用上述PC轧机控制方案已稳定运行使用数年,板型良好,实践证明本文中介绍的交叉角控制方案效果良好。
[1] 何一明.PC轧机的工作原理和特性简析[J].武钢大学学报,1997(-1).
[2] 荣峰.鞍钢1780mm轧制带钢生产线板形控制方案[J.鞍钢技术,2003(-1).