成像式盘纸余量检测系统设计
2014-04-01颜西斌
颜西斌
(广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545006)
0 引言
盘纸自动搭接系统是卷接机的一部分,它判断盘纸用完的机理为:盘纸托盘边缘有等距的齿状栅格,盘纸每转一圈,接近开关会产生固定数量的脉冲,一般在机器主控器设置这个脉冲总数(也就是盘纸转动总圈数),等到盘纸转完设定的圈数,就自动进行盘纸切换(图1)。
辅材提供商对盘纸的总长没有严格控制,另外卷轴的直径也变化较大,因此每卷盘纸的总圈数不一样。这样盘纸圈数较少时,有可能设定圈数未到,盘纸已经用完,这个时候需要停机进行手动搭接,浪费更大。所以一般情况下都把盘纸余量设置在10 m 以上,以避免出现这个问题。这样每次盘纸均剩很多时就被废弃,日积月累导致极大浪费。
采用机器视觉方法在线实时精确测量盘纸余量,可以在盘纸剩余4 圈左右时发出指令,卷接机自动切换盘纸,从根本上杜绝浪费,并将对烟厂标准管理产生重要作用。
对于Protos 机型,盘纸自动供纸系统的工作机理是:右边转盘上的盘纸大约用到一半时旋转180°到左边,这时右边转盘静止不动,操作工换上新盘纸,等到左边盘纸用完时,自动供纸系统会进行切换,使右边转盘开始工作。在这个过程中可以发现,盘纸总是在左边转盘用完。为此,在左边转盘附近安装一个摄像头,它对准盘纸的内框(卷轴),按照一个固定的频率拍照,然后将图像传送给计算机,计算机上的软件自动测量盘纸边缘到内框的距离即盘纸厚度,当盘纸厚度小于设定值时,软件自动向IO 放大板发送盘纸用完信号,IO 放大板收到后,立即向卷烟机的自动供纸系统发送切换盘纸命令,以完成自动换纸。
1 产品总体方案
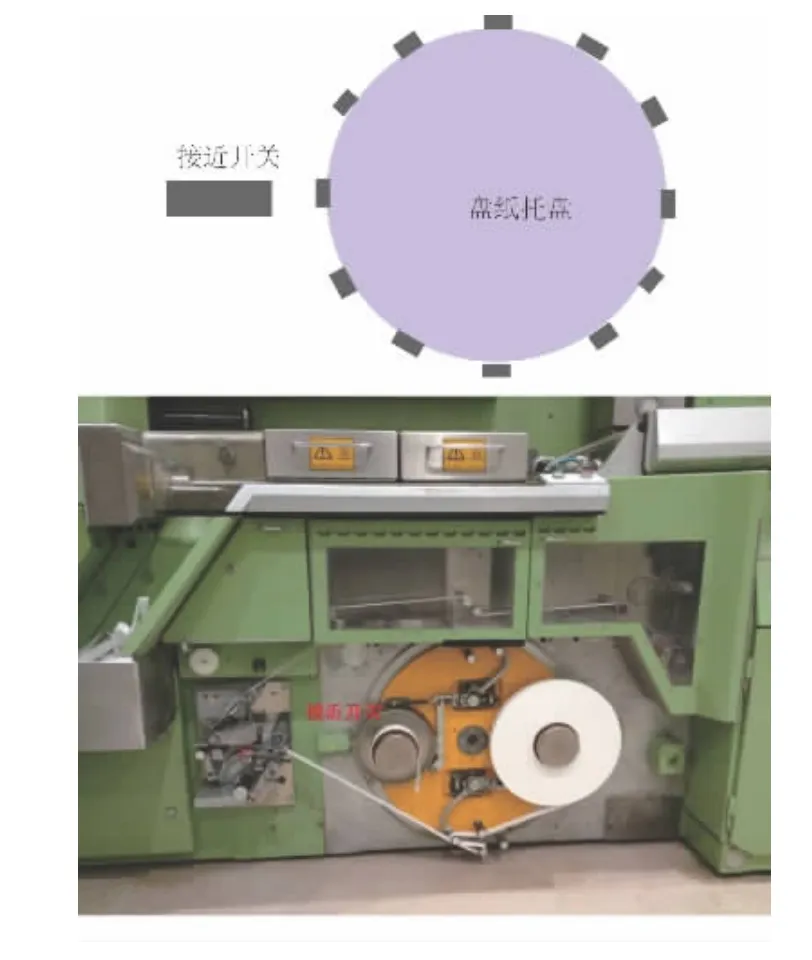
图1 接近开关检测盘纸用量
如图2 所示,由于盘纸总是在左边转盘用完,可以在其左下角位置安装一根可扳动的钢管,钢管头部设置一个USB 工业内窥镜,内窥镜前方设置一个45°反光镜。钢管轴线与盘纸径向面平行,在45°反光镜的作用下,内窥镜相当于垂直盘纸径向面对盘纸内框拍照。内窥镜自带4颗LED 灯,亮度足够,因此不需要另外加光源。内窥镜工作在连续拍摄模式,每拍一幅盘纸图像就将它发送给主机。主机(或称为控制盒)安装在卷烟机控制面板上方的平台上,由机箱、微型嵌入式主板、127 mm(5 英寸)触摸液晶屏、液晶屏转换板、触摸控制板、IO 放大板、开关机按钮、换纸使能按钮和报警器组成,并安装图像检测软件,接受内窥镜传送来的盘纸图像,并自动测量盘纸厚度,当盘纸厚度小于设定值时,通知IO 放大板向卷烟机自动供纸系统发送切换盘纸命令。
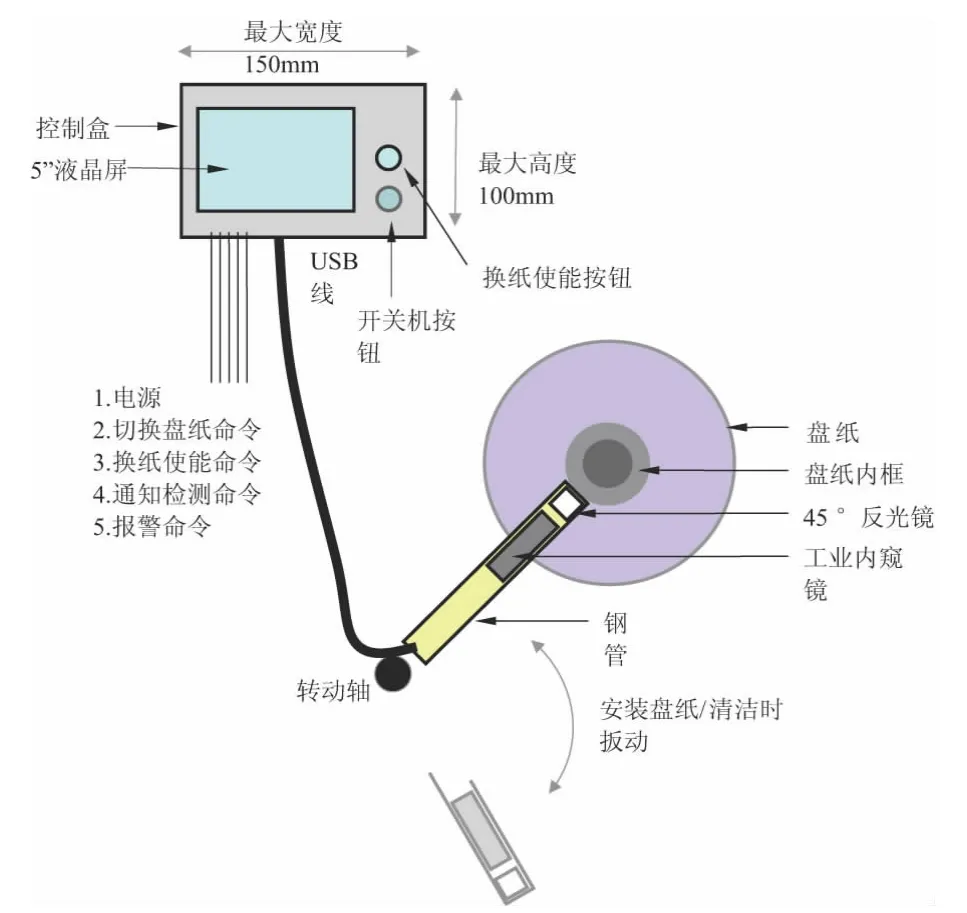
图2 产品结构示意图
钢管是可以绕自身转动轴向垂直于图2 纸面方向扳动的,这是出于两个方面的考虑:1)钢管向垂直于纸面方向扳动90°之后,可以为右边转盘安装盘纸和绕纸(图1)让出空间,安装好了再把钢管扳回去;2)钢管扳动90°之后朝向操作工,方便对内窥镜和反光镜进行清洁和保养。
钢管尾部设计一个直径为4 mm 或6 mm 的螺纹孔,用于安装小型节流阀,通过气管从机台引入清洁空气对钢管内部持续吹气,即在钢管内部制造一个正向压力,阻止粉尘进入,从而保持钢管内部各器件的清洁、正常工作。钢管、内窥镜、反光镜及外接的节流阀所组成的整体机构称之为视频盒。
控制盒是该产品控制和计算的中心,它上面安装上位机软件,相当于人的大脑,其主要功能有5 点:1)连续获取USB 内窥镜的图像数据,并计算盘纸厚度;2)当盘纸快用完时发送切换盘纸命令;3)发送换纸使能命令,即通知自动供纸系统(PLC)此后控制盒发来的换纸命令是否有效;4)提供触摸式人机交互界面;5)自动监测内窥镜和软件工作状况,发生故障时报警。控制盒面板上安装127 mm(5 吋)触摸液晶屏、开关机按钮和换纸使能按钮,盒体宽度不大于150 mm,高度不大于100 mm,相当于人的手掌大小。控制盒外接声光报警器,用于故障报警。
2 产品关键器件
a)USB 工业内窥镜
采用高清CMOS 图像传感器,图像分辨率为640 ×480,帧率为30 fps。内窥镜呈管状,外径9 mm,长度为50 mm,质量仅56 g,镜头周围自带4 颗LED,标准USB接口。
b)USB 工业内窥镜的主要作用是持续采集盘纸图像,每采集完一次就立即发送给主机进行处理。
c)反光镜
可以采用小包上用的反光镜,厚度为1 mm。它安装在内窥镜前面,主要作用是将成像光路改变90°,便于盘纸检测装置安装。
d)微型嵌入式主板
采用微型嵌入式主板,12V DC 供电。其CPU 主频为1.66 GHz,内存为DDR 32GB。该主板提供VGA 和LVDS接口,可以接普通显示器或LCD 液晶屏。主板上带有2个RS232、2 个USB 2.0 和1 个8 位的可编程GPIO,因此可以方便连接USB 内窥镜和输出换纸命令。
微型嵌入式主板的主要作用:
1)作为图像处理硬件平台,上面安装盘纸检测软件,持续获取USB 内窥镜的图像数据并进行计算;2)通过GPIO 编程向IO 放大板发送换纸信号;3)通过GPIO 编程向IO 放大板发送换纸使能信号;4)从GPIO 输入口读取PLC 发来的通知检测信号,并立即启动内窥镜拍照检测;5)通过GPIO 编程向IO 放大板发送报警信号;6)通过LVDS 接口连接触摸屏向外提供操作界面。
e)触摸液晶屏
采用127 mm(5 吋)彩色触摸液晶屏,其分辨率为640 ×480。触摸液晶屏的主要作用是通过LVDS 连接到微型嵌入式主板,作为显示器和人机交互界面。
f)IO 放大板
需提供4 路输入和4 路输出,输入与输出之间采用光耦隔离,其主要作用是:
1)将GPIO 发送来的换纸信号进行放大处理后给自动供纸系统(PLC);2)将GPIO 发送来的换纸使能信号进行放大处理后给自动供纸系统;3)将PLC 发送来的通知检测信号进行处理后给GPIO;4)将GPIO 发送来的报警信号进行放大处理后使报警器报警。
3 产品模块分解
成像式盘纸余量检测装置主要由3 个模块组成:
1)视频盒
由钢管、内窥镜及固定块、反光镜、节流阀和航空插头等组成。
2)控制盒
由盒体、微型嵌入式主板、127 mm(5 吋)触摸液晶屏、液晶屏转换板、触摸控制板、IO 放大板、开关机按钮、换纸使能按钮和报警器组成。
3)上位机软件
由界面、主程序和检测算法组成。
4 视频盒设计方案
Protos 型卷接机组的盘纸总是在左边转盘用完,因此在左侧盘纸的左下方安装一个钢管作为支撑,并由支撑点向盘纸方向延伸一根矩形管,内窥镜通过一个固定块安装在矩形管里,矩形管和钢管通过螺钉连接,内窥镜前方设置一个45°的反光镜,相机的轴线与盘纸径向平面平行,在45°反光镜的作用下相当于相机垂直拍摄盘纸,从而能够有效检测盘纸剩余量。
视频盒尾部设计安装一个航空插头(公头),USB 内窥镜的数据线焊接到插头一端引脚上,另一端通过母头和数据线连接到控制盒的USB 接口上,这样控制盒与视频盒之间接线就变得比较简单,而视频盒也成为一个可方便更换的部件。
另外,由于现场环境中烟丝粉尘比较多,为使内窥镜和反光镜在较长时期内保持清洁,在矩形管尾部设计一个M5 螺纹孔,用于安装小型节流阀,通过气管从机台引入清洁空气对矩形管内部处持续吹气,从而阻止粉尘进入。视频盒的安装效果如图3 所示。
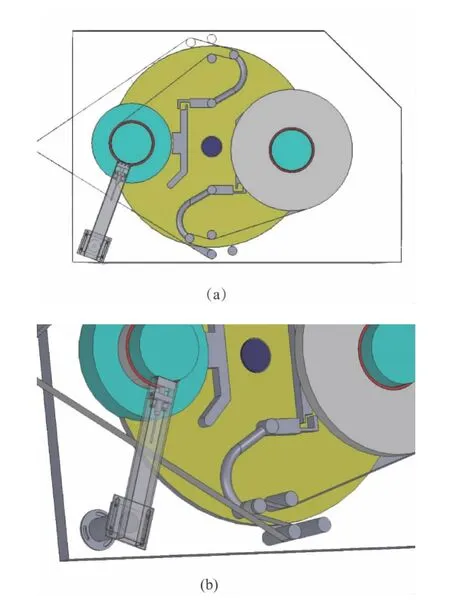
图3 视频盒安装效果图
5 控制盒设计方案
控制盒中装有液晶屏、触摸控制板、液晶屏转换板、微型主板、IO 放大板等,将主板上的USB 接口、以太网口和IO 放大板的输出端子设计在控制盒外面。把主板上的电源插头拿掉,引两根导线到IO 板上,让IO 板为它供电。外部电源(12 V)通过IO 板上的电源端子引入。触摸屏控制板上原有的USB 接口改成RS232 接口。
控制盒面板上设计两个按钮,一个是自复式电源开关,另一个是自锁式换纸使能按钮,换纸使能信号给IO板。IO 板要放大处理三个信号:1)GPIO 发来的切换盘纸命令;2)GPIO 发来的报警命令;3)自锁式换纸使能按钮产生的换纸使能。IO 板外部接线端子有四组:电源、换纸命令、换纸使能、报警命令。
控制盒不采用风扇,而是将外壳做成散热片的形式,CPU 直接贴在散热外壳上。控制盒安装在卷接机控制台上方平台上,其大小为三维效果如图4 所示。
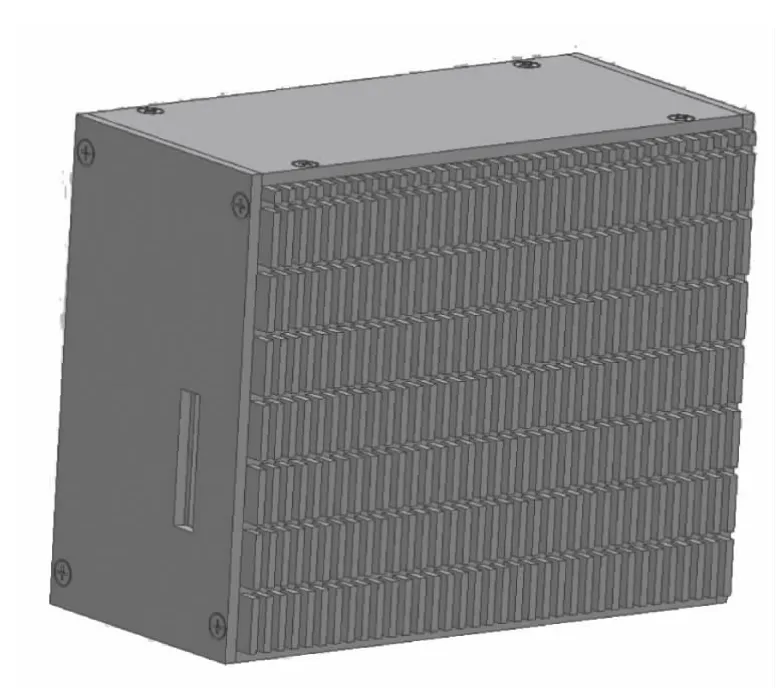
图4 控制盒三维效果图
6 上位机软件设计方案
a)上位机软件
上位机软件提供的主要功能汇总如下:
1)按日期浏览历史图像;
2)自动保存图像,可以设置保存期限、保存换纸时盘纸图像或所有图像、保存所有图像时的频率(间隔多少幅),还可以导出历史图像;
3)按日期浏览工作记录,包括时间、盘纸总数、剩余厚度等信息;
4)可以设置相机拍照间隔(单位是ms)、图像x 方向偏移、图像y 方向偏移;
5)图像显示区实时显示盘纸剩余厚度;
6)可以设置盘纸剩余厚度;
7)通电自启动、自动开始检测;
8)实时监测系统软件和硬件故障,如检测结果异常、内窥镜故障、成像异常等,出现故障时软件报警;
9)通过GPIO 发送换纸命令、使能换纸命令、报警命令,并可以设置命令参数如脉冲宽度、报警持续时间等,还提供换纸测试和报警测试。
b)主程序框架
每支香烟烟纸部分的长度是60 mm,卷接机的正常生产速度大概是每分钟7 200 支烟,盘纸平均直径是138 mm,可计算盘纸卷轴的转速是[(7200 ×60)/(3.14×138)]/ 60 ≈16.6 圈/s,也即盘纸卷轴转一圈的时间是60 ms。因此,如果上位机软件的检测时间小于60 ms,就可以保证盘纸每转一圈就计算一次盘纸厚度,检测分辨率高。
主程序框架如图5 所示,开始检测后内窥镜按照固定的帧率(大于16.6 fps)采集盘纸图像,然后传送给上位机软件,软件算法首先分析判断图像是否异常,异常即代表内窥镜或成像环境发生较大变化,这个时候软件会控制报警器报警。若无异常再进行盘纸厚度计算,并且当该厚度小于一定的阈值时,软件自动发出换纸命令。
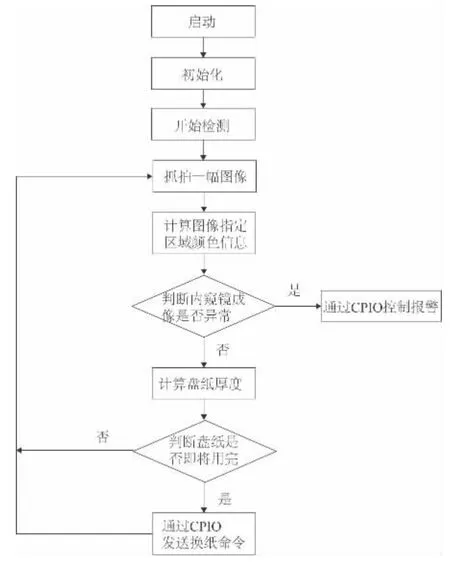
图5 主程序框架
根据主程序框架,上位机软件涉及到两种图像算法,1)如何检测判断内窥镜成像是否异常;2)计算盘纸余量的算法。两个算法总耗时应该小于60 ms,一般情况下应限制在50 ms 以内。
c)成像异常判定算法
成像异常的原因可能是:1)内窥镜感光元器件损坏;2)内窥镜LED 灯损坏或亮度衰减;3)镜头和反光镜落灰使图像变暗。不管什么原因,异常图像跟正常的相比一定存在较大差异。因此,在图像处理参数面板中设置好盘纸检测区域后,自动把盘纸分割出来并计算盘纸R、G、B 三通道地平均灰度和标准偏差,然后把这些参数作为标准值保存起来,以后每次计算盘纸余量之前先分割出盘纸,然后计算上述参数值并分别与标准值对比,如果差别大于一定的阈值,则判定成像出现异常。
d)盘纸余量检测算法
经调查发现,盘纸与盘纸卷轴的颜色是不同的,盘纸一般是白色的,盘纸卷轴有的是酒红色,有的是浅绿色,盘纸与卷轴之间存在较大的颜色对比。盘纸余量检测算法应该是在一个检测区域(ROI)中进行的,首先确定盘纸和卷轴的分界线(是一个椭圆),然后对分界线上的每个点计算其邻域的加权平均梯度方向,沿着这个方向以一定的宽度寻找盘纸外边界。盘纸相对于背景也应该有较大的灰度差异,因此可以对边缘图像在梯度方向上进行投影,投影的极大值即为盘纸外边界。外边界到分界线的距离即为该方向上的盘纸厚度。如果盘纸还很厚,外边界在ROI 之外,这个时候寻找的投影极大值相对很小,因此将分界线到ROI 边界的距离作为盘纸厚度。
由上述可知,对于分界线上的每一个点都可以计算一个方向上的盘纸厚度,为了进一步加强算法的稳定性,可以对内窥镜视野内所有方向上盘纸的厚度取平均值作为最终结果。
7 结论
采用图像检测的方法可以精确计算盘纸的剩余量,而且不受盘纸卷轴直径大小的限制,盘纸的切纸是采用原机的切纸原理,并在IO 控制板中加入了保护机制,确保盘纸不会跑空。采用成像式盘纸余量检测系统可以保证盘纸的剩余量在4 m 之内,且不同生产速度下的盘纸剩余量不超过0.5 m,比采用脉冲计数的方法稳定性要高出很多。
[1]张铮,王艳平,薛桂香.数字图像处理与机器视觉[M].北京:人民邮电出版社,2010.
[2]刘志刚,鲍加贞,汤加虎.基于VC 的最小二乘拟合圆在LAMOST 中的应用[J].现代制造工程,2008,1.
[3]陈天华.数字图像处理[M].北京:清华大学出版社,2007.