基于PLC 的工矿内燃机车控制系统
2014-04-01俞亚珍
俞亚珍
(常州轻工职业技术学院 电气工程系,江苏 常州 213164)
1 选型及特点
1.1 选型
根据长期对工矿内燃机车的研制开发经验,PLC(可编程控制器)已经成了机车电气控制的核心。而用户为了兼顾其他设备上使用可编程控制器的况,指定选用西门子公司的S7-300 PLC,参考S7-300 系列PLC 的工作原理、功能、价格以及电气部分的接口条件后,确定选用西门子公司的S7-312C 紧凑型可编程控制器实现机车控制的各项功能,再辅以Easy View 的人机界面作为显示终端。
1.2 特点
S7-312C 紧凑型可编程控制器,作为西门子新一代产品具有以下特点:
1)功能强:很强的计算性能,完善的指令集。
2)快速:指令处理极其快速,功能强大的CPU 只需0.3 ms 就可处理1 024 个二进制语句,在面向文字处理方面也同样表现出色。
3)全集成:全部模块化,通讯功能和分布式I/O 全部集成,各模块能以各种不同方式组合在一起,所以可将控制系统设计成完全符合应用的需要。
2 系统结构组成和功能
系统配置如图1 所示。

图1 系统结构框图
2.1 PLC 单元
S7-312C 为本系统主控制单元,它承担数据采样(柴油机转速、机车速度、温度、压力等数据)、数据处理、报警、趋势、数据记录等工作。司机通过操作终端可以了解机车的运行状态。
2.2 外围单元
外围单元包括数字输入输出模块SM321,SM322,SM323 各一块、8 路模拟量输入模块SM331 一块、一轴定位模块FM353 一块、步进电机驱动器Q3FY44 一块、温度变送器NCT1 四只、压力变送器NCP1A 三只以及一些按钮、开关、继电器、电磁阀等。
I/O 信号统计如表1。
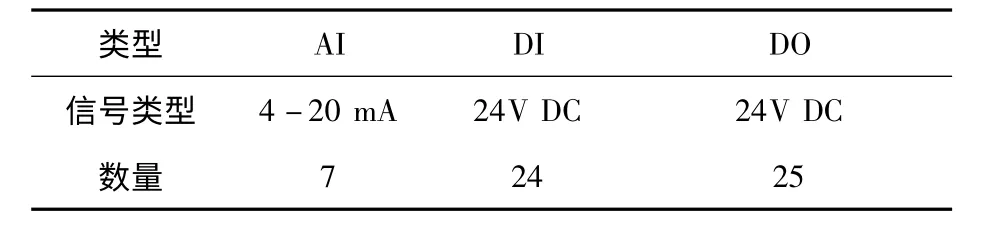
表1 信号统计表
2.3 系统功能
a)控制柴油机的启动和停止。
b)数据采样功能:由SM331 模拟量输入模块采样温度和压力信号,通过集成在S7-312C 上的两路高速计数器分别采样柴油机转速和机车速度信号,经过程序换算成柴油机转速值和机车速度值,并且累计机车运行里程和柴油机工作时间。
c)报警功能:当某一模拟量(如:温度、压力)测量值超出给定范围或某一开关量(如:低水位开关)发生位变时,根据不同的需要发出不同等级的报警,如人机界面显示报警信息、声光报警、机车卸载等。
d)显示功能:在人机界面屏面上实时显示机车的各种运行参数(如柴油机转速、机车速度、柴油机油温、油压、液力变扭箱油压、油温等),通过选择触摸键还可以获得有关操作机车的帮助信息。
e)安全功能:按不同的操作级别分级加密,可以实时修改参数(如报警范围、柴油机启动时限等)。
f)实现柴油机的无级调速:通过控制FM353 一轴定位模块产生脉冲经步进电机驱动单元分频后控制步进电机运转,调节柴油机的油门,对柴油机进行调速。
3 系统的软件设计
机车电气控制系统软件设计采用模块化结构,这充分利用了STEP7 编程软件的特点。功能模块主要分为:柴油机起动子程序模块、数据显示子程序模块、柴油机调速子程序模块、手动/自动控制子程序模块、报警子程序模块等.
3.1 柴油机启动子程序模块
控制柴油机的启动,按下启动按钮,A 则首先机油预供油泵开始工作,待机油压力达到0.1 MPa 时,机油预供油泵停止工作,启动电机开始运转带动柴油机启动,B 待柴油机启动完成正常运行后,运转继电器将柴油机启动回路切断,也可以防止柴油机在运转时的二次启动,并用程序控制柴油机一次启动时间不超过8 s,控制流程如图2 所示。
3.2 数据显示子程序模块
依此采样模拟量输入通道的4~20 mA 信号,通过比例关系运算后转化成直接显示的温度值和压力值。
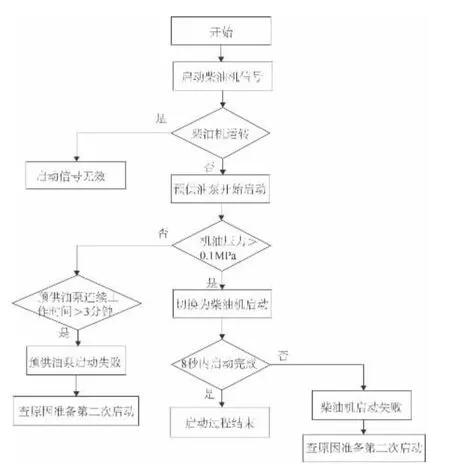
图2 柴油机超动控制流程图
3.3 柴油机调速子程序模块
通过调用FM353 定位模块的专用指令实现脉冲的输出,控制步进电机实现柴油机的无级调速,用上、下限开关保证柴油机的转速在900~1 500 r/min 之间。
3.4 报警子程序模块
采样值和预先设定值比较后,产生报警信号,驱动声光报警电路及故障保护执行元件进行卸载或停机。
3.5 手动/自动控制子程序模块
在自动控制方式下,通过柴油机转速值和机车速度值的比值计算,当这一比值达到某一设定值时,机车就自动进行换档。在手动控制方式下,由机车司机使用操作台上的转换开关,实现机车的档位控制。控制流程如图3 所示。

图3 手动/自动控制流程图
3.6 人机界面
采用EASY VIEW MT506LV4 人机界面,安装在机车的操纵台上,通过通讯电缆与S7-312C 连接,实现信息和数据的交换。画面采用EasyBuilder500 制作软件,人机界面上显示内容以及操作方式为:
1)共同画面
每个画面内有一个共同画面,显示当时的时间、日期。每个画面在PLC 检测出故障时,有滚动字符显示。
2)集中画面
比较集中的画面为2 个,可以看到PLC 检测的所有参数,即柴油机水温、油压、传动箱油温、油压、机车里程、柴油机工作时间等。显示如图4 所示。
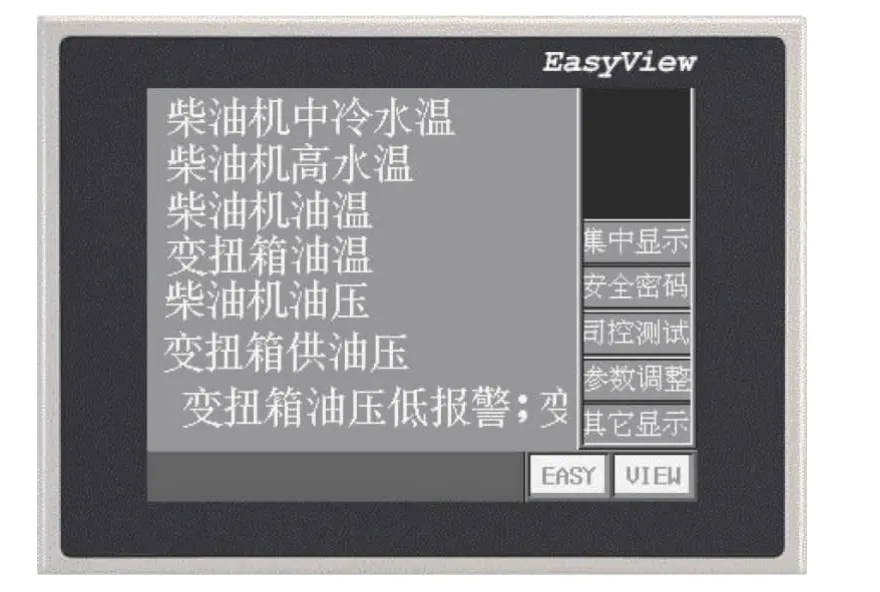
图4 显示示意图
3)故障画面
故障画面显示故障的后果和处理方法。机车一旦有故障发生,滚动文字出现,直接显示故障,比指示灯更明确。司机可以按照画面的提醒处理故障。
4)画面保护
使用安全功能(画面保护功能)对所要显示的画面进行保密,具体进入画面的方法为选择EASY VIEW MT506LV4 快捷键,手指触摸“密码输入”,出现输入密码窗口,只要输入正确的密码就可使用EASY VIEW MT506LV4 人机界面的参数设定功能了。
4 结论
此工矿内燃机车已于交用户投入正常使用,运行稳定、可靠,经过一段时间运行,没出现故障,西门子S7-312C PLC 在JMY800 型液力传动工矿内燃机车上的应用是非常成功的,同时人机界面方便了操作和数据更改,控制更为灵便。
[1]廖常初.S7-300/400PLC 应用教程[M].北京:机械工业出版社,2012.
[2]西门子(中国)有限公司自动化与驱动集团.SIM 程序控制器系统手册[M].2004.
[3]张晓东,李秀娟,鲁可.基于西门子PLC 的空分透平压缩机控制系统[J].机械设计与制造,2013,4:156-158.
[4]王新环,周飞,张宏伟.选煤厂取料机料耙液压泵站控制系统设计[J].工矿自动化,2013,9:108-111.