铝合金加工无心磨削常见问题探讨
2014-03-31李彬彬李娜
李彬彬 李娜
摘要:磨削加工一种历史悠久、应用广泛金属切削方法。文章针对铝合金7075材料的材料特性,结合TYC-12型高精度无心磨床磨削过程中的一些问题提出了一些技术处理方法,并对相应的工艺参数提出参考意见。
关键词:磨床性能;工艺参数;冷轧机;轧辊表面缺陷
中图分类号:TG580 文献标识码:A 文章编号:1009-2374(2014)04-0035-02
21世纪是新材料快速发展的时代,大量新材料的出现对企业产品加工的精度、质量也有了更高的要求,金属材料加工中对于磨削加工的需求增长越来越高,超出了其他新传统加工方法。磨削加工的需求有增无减,当然磨削加工中对于磨粒尺寸、形状要求等都有着较大影响,比如加工铝型材和加工韧性金属,对于磨床和砂轮的要求就会有所不同,所以针对不同材料进行磨削,首先要分析材料特性,制定适合的方案,选择合适的辅助设施,有针对性的进行磨削过程中的技术改进,这对于金属加工质量来说是十分有必要。
1 材料分析
铝合金7075主要含有锌元素。也属于航空系列,是铝镁锌铜合金,是可热处理合金,属于超硬铝合金,有良好的耐磨性。7075铝板是经消除应力的,加工后不会变形、翘曲。所有超大超厚的7075铝板全部经超声波探测,可以保证无砂眼、杂质。7075铝板的热导性高,可以缩短成型时间,提高工作效率。主要特点是硬度大7075是高硬度、高强度的铝合金,常用于制造飞机结构及期货。它要求强度高、抗腐蚀性能强的高应力结构件、模具制造。空心杆铝合金7075:Φ12×520,一端有螺纹30长,一段螺纹13长,要求表面光洁度Ra0.2以下。材料磨削要满足粗糙度、圆度、圆柱度、直径公差、凸度等技术要求外,还必须无明显表面缺陷。对于前几项技术要求的控制相对较容易,而表面缺陷的控制难度很大。
2 设备和辅助材料选择
有两种设备可供选择,M1040无心磨床以及TYC-12型高精度无心磨床,根据材料长度直径,我们选择TYC-12型高精度无心磨床,选择这款设备的理由是因为他的机床结构的稳定性,以及他的一个进给精度灵敏性。砂轮:砂轮我选择的是GC80的,他适合于做精磨工艺,一般性的表面光洁度能够稳定在Ra0.1以内。硬度,组织等属于公司常规规格。润滑液:采用普通柴油+润滑油基相调和,使它们之间互补,达到冷却及充分润滑之作用。具体勾兑比例可根据实际拥有密度而定。
辅助设施:采用公司最新型设计托架,选择硬度适中的导板,并对其摩擦面光洁度进一步修整,以防止工件旋转摩擦引起的暗痕。磨削角度以及调整都按常规路线走,并无其他特别之处,在经过了几个小时的研磨实验,对于砂轮修整,如何防止工件表面刮痕并提高光洁度等问题,取得了很好的效果,并且综合了磨削过程中的一些问题及解决方案。其中有部分需要注意及解决的问题提供给大家参考。
3 7075材料磨削技术关键
磨屑形成磨削过程一个复杂多因素、多变量共同作用过程,其目通过切除一定量工件材料获得较高表面质量精度。砂带磨削技术作为一种磨削和抛光相结合的新工艺,因其具有加工效率高、冷态磨削、磨削速度稳定、磨削精度高和磨削成本低等优点,被认为是一种优质、高效、低耗和用途广泛的加工方法。它是采用砂带这一特殊形式的磨削工具,借助接触轮,并在一定压力下,使砂带与轮毂表面连续接触以实现磨削加工。砂轮一个由磨料、结合剂经压坯、干燥、烧结而成疏松体,其单个磨粒就一把微小切削刃,有很大负前角刃口钝圆半径。磨削方式磨削方式上,凡增大砂轮与工件接触面积磨削均会加剧砂轮堵塞。这因为砂轮与工件接触面积大,磨粒切削刃会同一磨痕上多次划擦,使工件上磨削层强化加剧,冷却液又难以进入磨削区,磨削热量多、温度高,为堵塞创造条件,易产生化学粘着性堵塞嵌入性堵塞。如端磨比周磨易堵塞,横向切入磨削比纵向磨削堵塞严重。径向切入量径向切入量对砂轮堵塞影响呈驼峰趋势。
砂轮在磨钝过程当中进行修整,开始磨削的工件表面必定有磨伤刮痕,如果到精磨,则造成不良品产生。解决方法:可取与砂轮硬度相匹配磨削之材料,长度自选,直径大小相差等同工件便可。在砂轮当中按正常磨削工艺磨削3~5次,尽量在保证磨削区正常情况下调整磨量。此动作是将砂轮在修整时未完全脱落之沙粒清理干净,使工件在精磨之时可直接磨削。毋须半径磨。
冷却液在磨削过程当中会掺杂进铝屑,但回流至冷却水箱之后漂浮在最上层,且因为油型冷却液的特点,在静止时间较短的情况下铝屑不会全部浮起,部分较小铝屑仍旧掺杂在里面,在循环过程当中会对工件表面光洁度产生影响。解决方法:因为本次磨削是属于样品加工,冷却液使用时间以小时计算,故此问题不明显,但据观察发现,批量加工中,此问题如果不解决彻底必将对工件表面光洁度产生较大影响。传统模式纸带过滤机,普通冷却水箱都达不到此效果。
采用普通式试冷却,冷却区域等同于砂轮宽度,此工件长度520mm。故工件在磨出之时将有500mm的长度会一直摩擦于导板及导板。(工件长度较短则此问题不明显)会产生少许不规则白色流星带(在灯光下较容易看到)。解决方法:将导板及导板表面光洁度提高,加长冷却区域,在工件出口磨削部位保证冷却液能充分产生润滑效果,可以防止此类问题出现。此样品加工之后直线度为0.002mm,圆度0.002mm,个人感觉效果还是很不错的,光洁度因为还要做实验,所以现在无法断定最后能不能达到要求。
4 结语
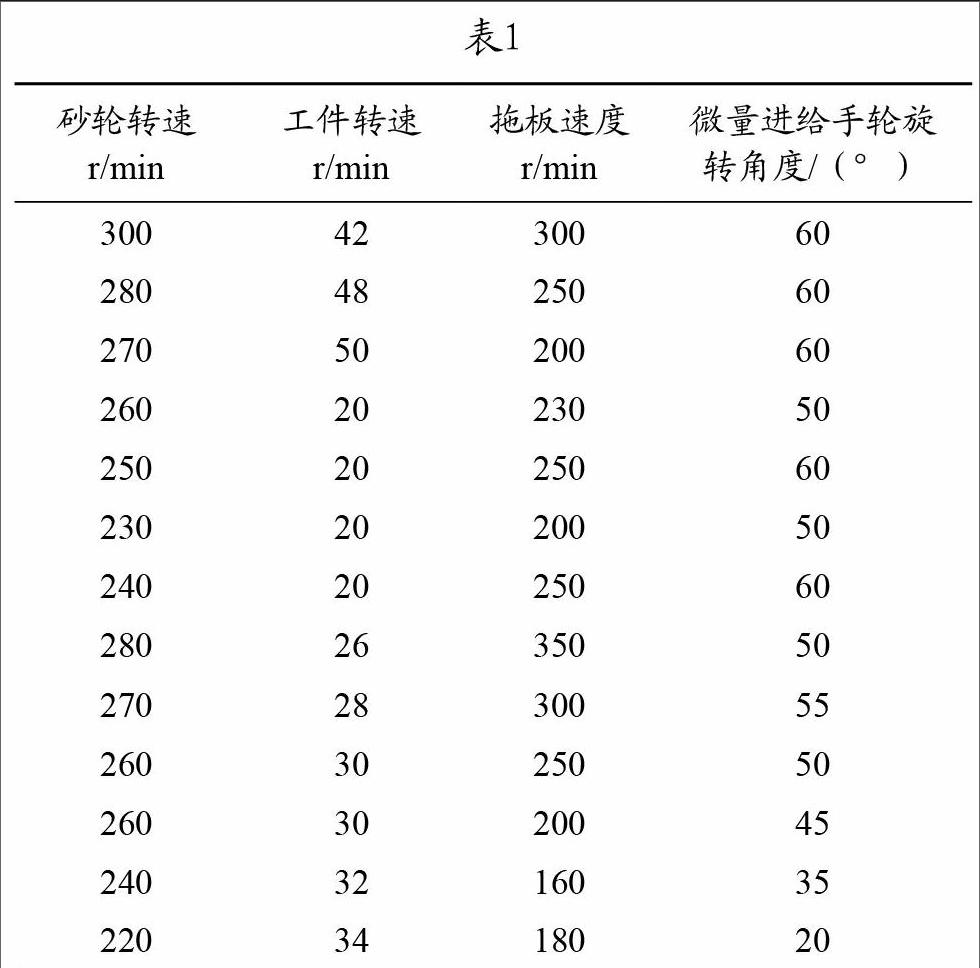
总之,铝合金的磨削要制定适合的方案,选择合适的辅助设施,有针对性的进行磨削过程中的技术改进,比如改进砂轮速度、工件速度、磨削方式、切削深度及磨削液等磨削过程诸现象及磨削结果重要参数。因此,对影响磨削过程的各种因素进行分析研究,对磨削用量等参数进行单因素、多因素实验,建立优化合理磨削参数并总结出规律,可以大大提高金属加工质量。
参考文献
[1] 左甲奎,左英.M1040无心磨床导轮调速系统的改进[J].轴承,1997,(10).
[2] 陈东祥,田延岭.超精密磨削加工表面形貌建模与仿真方法[J].机械工程学报,2010,(13).
[3] 赵恒华,冯宝富,高贯斌,蔡光起.超高速磨削技术在机械制造领域中的应用[J].东北大学学报,2003,(6).
[4] 魏永强,周军.微切削加工7050-T7451铝合金的尺度效应研究[J].工具技术,2010,(9).
