自动化设备的数据采集与计算机处理技术*
2014-03-29耿金良王劲孙千里安雁秋
耿金良,王劲,孙千里,安雁秋
(1.宁波职业技术学院海天学院,浙江宁波315800;2.浙江工贸职业技术学院汽车与机械工程学院,浙江温州325003)
0 引言
目前,大多数企业的生产设备不但需要自动化控制,而且还要满足对生产或加工的产品进行数据采集、管理、生成报表或图形等要求;由于对现场设备的生产数据与计算机数据处理间的实时性要求不高,可以进行后处理[1];大多数企业的非标生产设备需要自动化控制来完成设备的自动运行,提高生产效率;需要由人机界面操作来监视设备的生产状况、控制生产参数、报警点和曲线图的显示等;需要利用工业控制计算机对生产或加工的产品进行数据采集、管理、生成报表或图形等[2]。
本研究提出一种用U盘进行数据的存储与传输、用计算机技术来代替价格昂贵的工业控制计算机来进行数据处理的方法,并且以在企业中实际应用的全自动螺纹旋扣机来说明具体的技术开发与设计流程。
1 设备动作原理
1.1 结构示意图
结构示意图如图1所示。
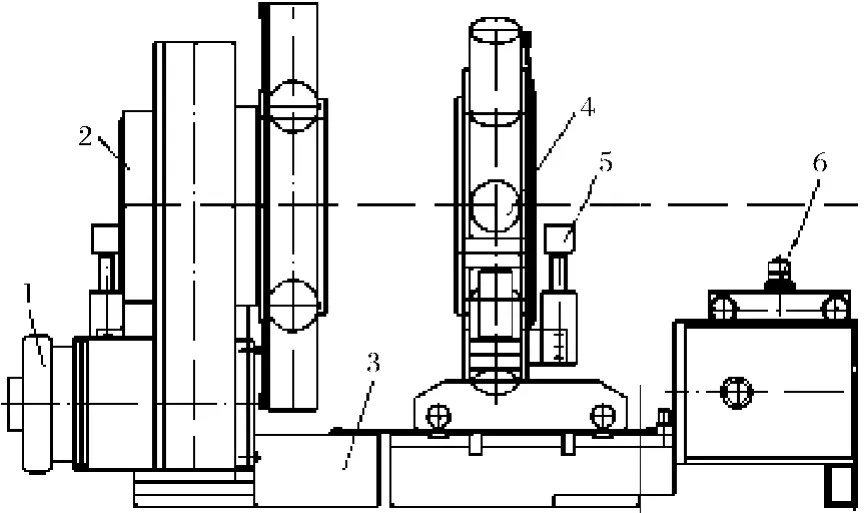
图1 设备结构示意图
1.2 性能参数
工作扭矩:0~150 kN·m;
工件夹持范围:60 mm~400 mm;
转速:0~10 r/min;
工件最大长度:10 m;
驱动功率:20 kW~30 kW。
1.3 动作过程
(1)工件装夹:
活动钳松开—插销油缸退出—翻盖油缸打开—工件(丝母与丝杆)放入—翻盖油缸闭合—插销油缸插入—活动钳夹紧(夹紧丝杆),完成工件的装夹。
(2)工件输送:
旋扣钳松开—活动钳左行(直至丝母部分伸入旋扣钳中)—旋扣钳夹紧,完成工件的输送与准备工作。
(3)工件加工:
旋扣马达正转(达到设定的旋紧扭矩时为止),完成联结管件的旋紧工作;旋扣马达反转(扭矩达到能松开工件时为止),完成联结管件的松开工作。
(4)工件拆卸:
旋扣马达停止—旋扣钳松开—活动钳右行(直至丝母完全离开旋扣钳)—活动钳松开—插销油缸退出—翻盖油缸打开,完成工件的拆卸与取出工作。
1.4 设备的其他要求
旋扣马达旋转:可在低扭矩、中扭矩、高扭矩下正转或反转;旋扣马达1单动、旋扣马达2单动、旋扣马达1和2联动的自由组合的运行方式[3]。
2 系统连接设计
该系统采用三相四线制供电系统,供电电压为AC380 V、50 Hz,总电源功率为33.37 kW。该系统采用台湾台达可编程控制器,取代了传统的继电器控制方式,使线路大为简化,提高了整机的自动化程度[4]。本研究采用的模拟量测压和人机操作界面,与同类其他设备相比,具有设计合理、性能稳定、功能齐全、运行可靠、自动化程度高等特点[5]。
可编程控制器(DOP-60ES-00R)与模拟量模块(DOP-04AD)采用的是RS485通信协议,与触摸屏(DOP-B07S211)采用的是专用通信电缆(DOPACAB2A30);与设备相连的压力变送器(WIDEPLUS-K)把采集的数据经模拟量模块的通道1(即CH1)进行接收并转换成相应的数字信号[6]。
数据通信流程图如图2所示。

图2 数据通信流程图
3 系统软件设计
3.1 数据采样程序
在自动化的领域中,有许多的测量单元,是以模拟信号的模式进行传送[7-8]。例如:电压-10 V~10 V,经由A/D模块的转换成为-8 000~+8 000的数值范围后,PLC再以FROM/TO指令对A/D模块的CR寄存器进行读/写的动作,所传回至PLC的信号为K-8 000~K8 000的数字量,即可提供PLC进行运算处理。转换的A/D特性曲线如图3所示。
程序如下:

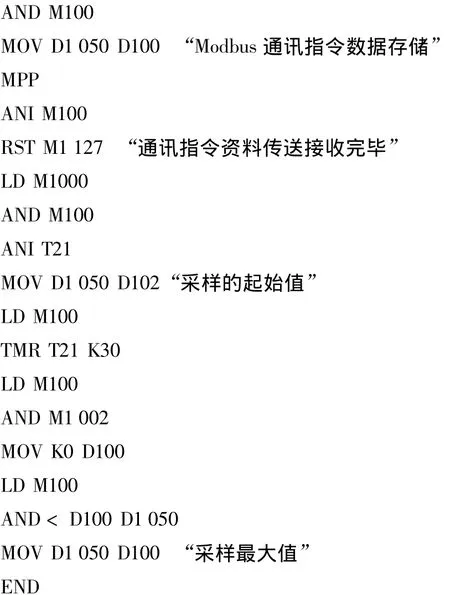

图3 A/D转换特性曲线
3.2 人机画面
本研究采用台湾台达DOP-B07S211的触摸屏数据的下载、转换和上传,通过人机界面软件完成对操作参数的设置,其主要画面如图4所示。
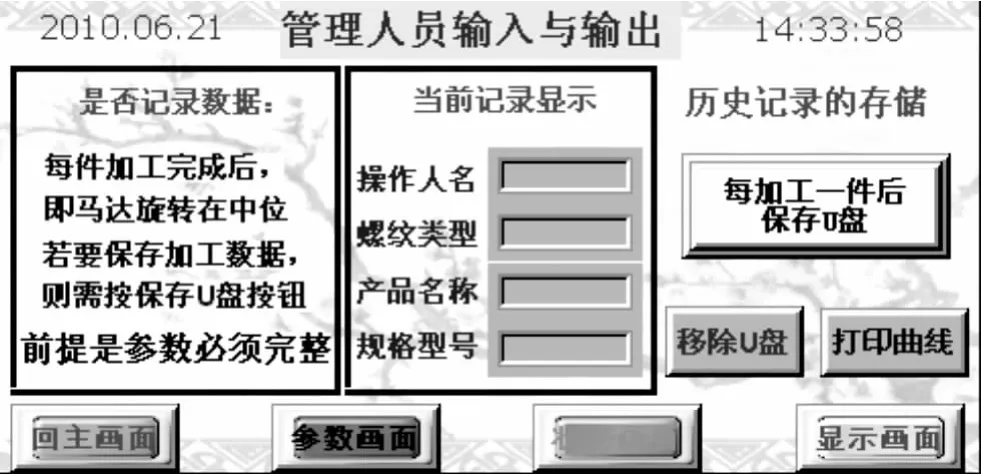
图4 输出界面
该触摸屏软件中的Background宏执行方式是以自动循环的方式执行,执行到最后一行宏指令后,会直接重新执行一次。
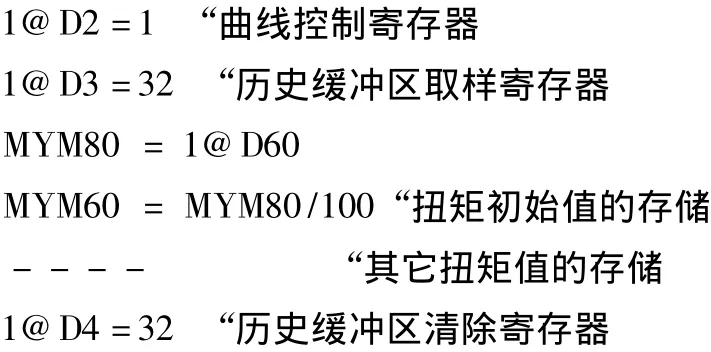
在背景宏中完成压力与扭矩的公式转换,在人机界面软件中按“”,以报表的形式将所有数据存储到U盘中[9]。背景宏的程序部分如下:
4 计算机数据处理
本研究首先要了解触摸屏数据下载到U盘中的数据形式与数据文件位置。例如:2013年11月8日生产的第100批次的螺纹类型文件在U盘中H:HMIHMI-000@HMI0100CSVH0002-20131108.csv。
4.1 对话框的制作
本研究采用Visual Basic6.0程序和Microsoft Office Excel的应用技术,计算机数据处理对话框如图5所示[10]。

图5 计算机数据处理对话框
4.2 数据处理
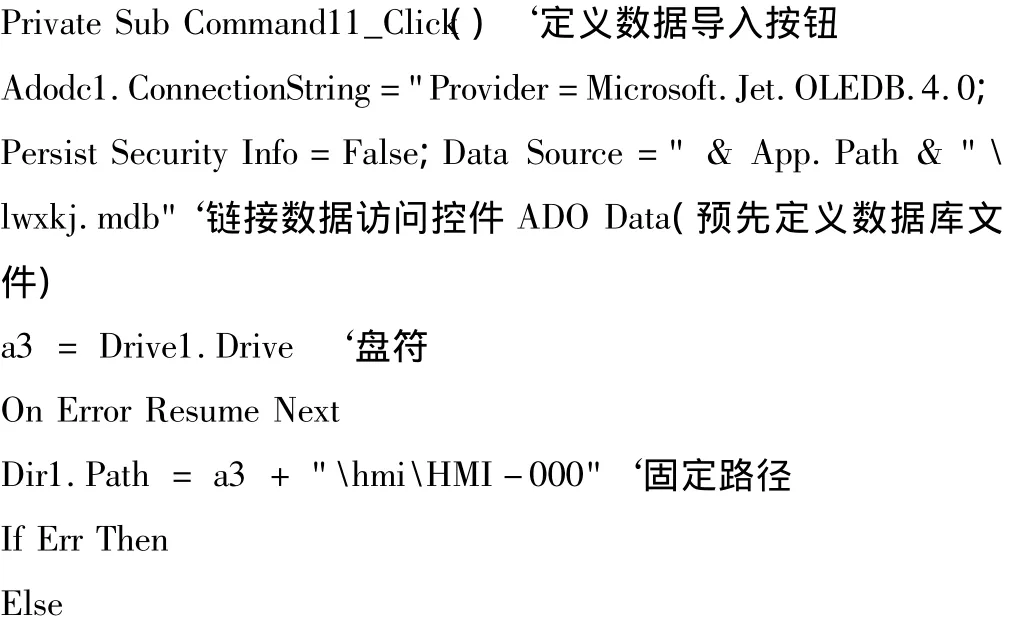
以数据导入为例说明计算机程序如下[11]:

4.3 分析
系统转换后生成的数据(如压力)与液压回路中压力的读数基本一致。误差的来源有:压力表的读数精度误差、压力变送器的检测精度误差、A/D模块的数据采样误差,由此可见,误差与系统的整个开发过程无关。
5 结束语
在制造业高度繁荣、工业自动化蓬勃发展的今天,自动化非标设备企业的市场竞争呈上升趋势,本研究提出了非标设备自动化系统设计的全过程与计算机应用的理念与思路。限于篇幅,本研究没有提供完整的设计内容,提出了自动控制技术与计算机技术融合的过程供读者参考。该技术具有以下特点:
(1)利用计算机强大的Visual Basic6.0编程软件和Microsoft Office Excel办公软件进行数据管理地取代价格昂贵的工控机,不但降低了成本,而且更加可靠、方便。
(2)利用Excel的录制宏与编辑宏,可以很容易地在VB6.0中实现图表即曲线图的生成。
(3)利用PLC进行自动化编程、压力变送器进行数据的检测、A/D模块进行数据的采样、HMI进行人机对话、U盘为数据传输的介质、计算机进行数据处理的方法。该创新方法先进合理,经过实践证明,该系统的开发具有一定的推广价值。
[1]张俊昌,尹丽娜,赵静.机械自动化技术在机械制造业中的应用[J].应用技术,2012(12):48-50.
[2]丁明明,许少宁,蔡丹云,等.新型计算机控制多点上置式变压边力拉深装置的研究[J].机电工程,2013,30(6):700-703.
[3]DORF R C.Modern Control Systems Solution Manual[M].New Jersey:Prentice Hall,2008.
[4]尹鹏.电气自动化控制系统及设计[J].中国新技术新产品,2011(6):25-27.
[5]FRANKLIN G F.Feedback Control of Dynamic Systems[M].Beijing:People's Telephone and Postal Press,2011.
[6]耿金良.计算机在自动控制中的应用[J].控制工程,2011,5(5):71-74.
[7]杜彦林.机械自动化技术应用及发展[J].科技传播,2012(9):177-178.
[8]贯宇,郑晓莲,谭鑫.选煤浓缩机药剂系统自动控制改造[J].机电工程技术,2013,42(7):53-56,166.
[9]寿军波.钢卷上料自动控制系统的设计[J].机电工程,2013,30(1):81-84.
[10]王艳红.Excel 2010实例教程[M].北京:电子工业出版社,2011.
[11]何文俊,马杰.Visual Basic 6.0编程实例精解[M].北京:希望电子出版社,2010.