氢调法生产高流动性高刚性聚丙烯M50T
2014-03-26洪华平
洪华平
(中国石油化工股份有限公司镇海炼化分公司,浙江省宁波市 315207)
高流动性高刚性聚丙烯(PP)一般用于注塑成型薄壁制品或改性其他PP,具有熔体流动速率(MFR)高、透明性好、刚性高的特点,在生产过程中可缩短加工周期,降低加工温度、注射压力和能耗,具有加工性能好、充模容易及产品翘曲变形小等优点。适用于制作快餐盒和食品包装盒,可以满足容量较宽(25~1 750 mL)、对注塑时间要求较短(为5~6 s)、PP的MFR一般要求在45.0 g/10 min以上等要求。
生产高流动性PP时,传统技术是采用在低MFR的PP基础上加入过氧化物来提高PPMFR的可控流变降解法,但加入过氧化物的生产过程波动较大,同时也增加了生产成本,另外,残留的过氧化物使制品有异味、发黄等[1]。尽管国产高流动性PP的开发有一定基础,但随着汽车和薄壁注塑制品用量的增加,专用PP的缺口仍然很大,且与世界主要大公司生产的PP相比,国产高流动性PP还有差距,很多都需从韩国和中东地区进口。
1 高流动性高刚性PP M50T的性能指标及技术难点
高流动性高刚性PP M50T的性能指标见表1。
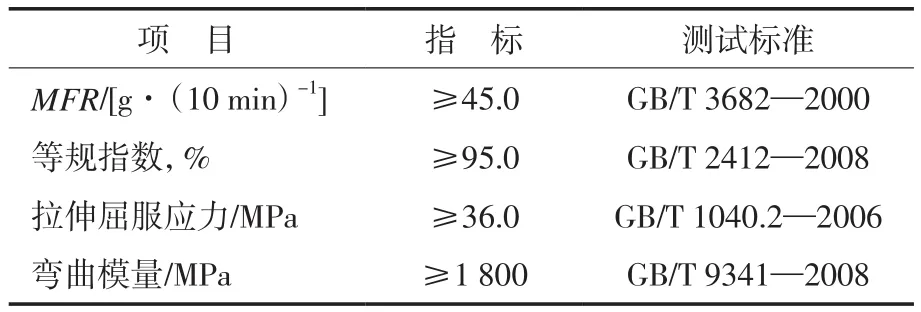
表1 PP M50T的性能指标Tab.1 Property indices of PP M50T
在环管工艺PP装置上,如果采用直接聚合法生产MFR≥45.0 g/10 min的PP,就需突破装置设计的只能生产MFR不大于40.0 g/10 min的PP的技术难关。制备更高MFR的PP需要加入大量H2,会增加环管反应器气相积聚(环管反应器内正常情况下是全液相,但H2含量上升后,环管反应器顶部就可能积聚一些H2或惰性气体,简称气相积聚)的风险,轴流泵振动将上升,严重时甚至发生气蚀,影响装置稳定运行;生产高MFR的PP时,挤出机的参数设置也需进行摸索[2];另外,高流动性高刚性PP有良好的光学性能,所以低成本成核剂的选择非常关键。
2 解决方案
中国石油化工股份有限公司镇海炼化分公司(简称镇海炼化公司)拥有两套PP装置,试验在200 kt/a的国产第二代环管工艺PP装置上进行,可生产MFR最高为40.0 g/10 min的PP。该装置由预聚合反应器、第一环管反应器(R201)和第二环管反应器(R202)组成,其中,R201和R202依靠密闭夹套水撤热。
以DQ型催化剂为主催化剂,采用氢调法从生产牌号为PPH-T03的PP直接转产M50T。对现有装置不作任何改造,只需改变催化剂的配比和聚合工艺参数,M50T的最终MFR为(50.0±5.0) g/10 min。
成核剂采用进口商生产的性能均衡类成核剂20E,与普通脱卤素剂等复配后加至日本JSW公司生产的CMP305X-18AW型挤出机中挤出造粒,以达到要求的刚性和透明度。
3 产品质量
首次试生产M50T共1 015 t,第2次生产M50T共1 684 t,第3次生产2 328 t,主要生产工艺参数见表2。工艺参数的调整主要是提高反应压力,以期提高反应器内H2的溶解度,避免反应器内大量带气,产生隐患。
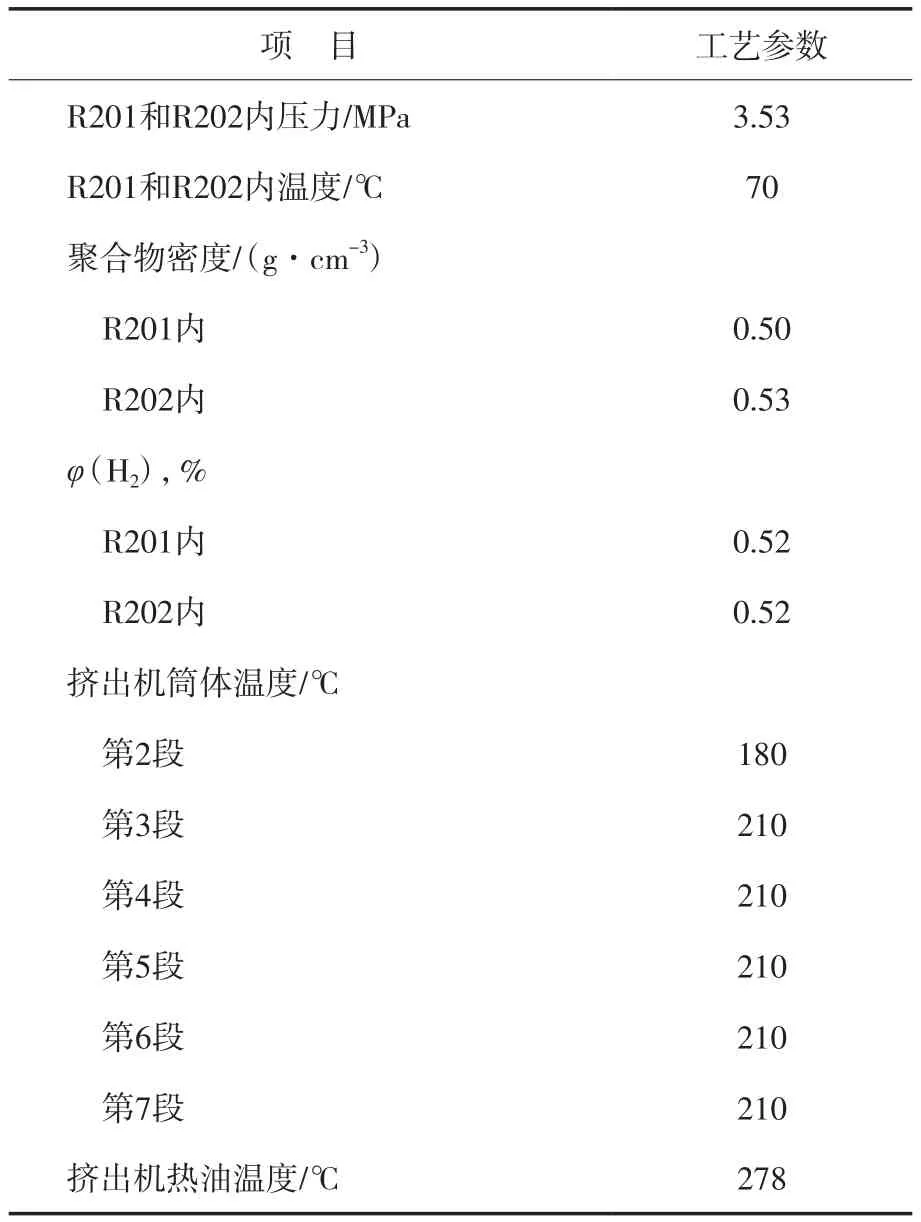
表2 生产M50T的主要工艺参数Tab.2 Main process parameters for producing M50T
第1次试生产了4个批次(分别为0930A,0930D,0930B,1001C)的M50T。从表3看出:4个批次M50T的MFR、等规指数、弯曲模量和拉伸屈服应力均达到指标要求,其中,拉伸屈服应力大于38.0 MPa,等规指数大于96.0%。在宁波、杭州、嘉兴等地区的厂家分别试用了M50T,普遍反应符合使用要求,特别是透明性能突出。同时,厂家也提出了改进M50T的要求及存在的问题:一方面要求提高熔体流动性,以提高注塑速率;另一方面用M50T注塑成型的容器盖,翘曲现象较进口同类PP严重。
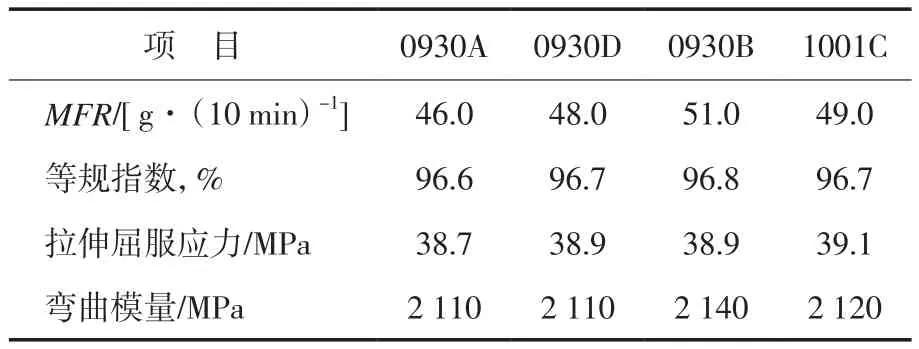
表3 第1次试生产的M50T的性能Tab.3 Properties of PP M50T for the first trial production
针对第1次试生产的M50T存在的问题,在第1次试生产后提高了M50T的MFR,达到50.0 g/10 min以上。从表4看出:随着M50T的MFR提高,弯曲模量变化不大,但均超过2 000 MPa,拉伸屈服应力总体上明显提高。这说明MFR在45.0~55.0 g/10 min时,随着MFR的提高,PP的结晶度变化不大,导致其刚性变化不大[3]。
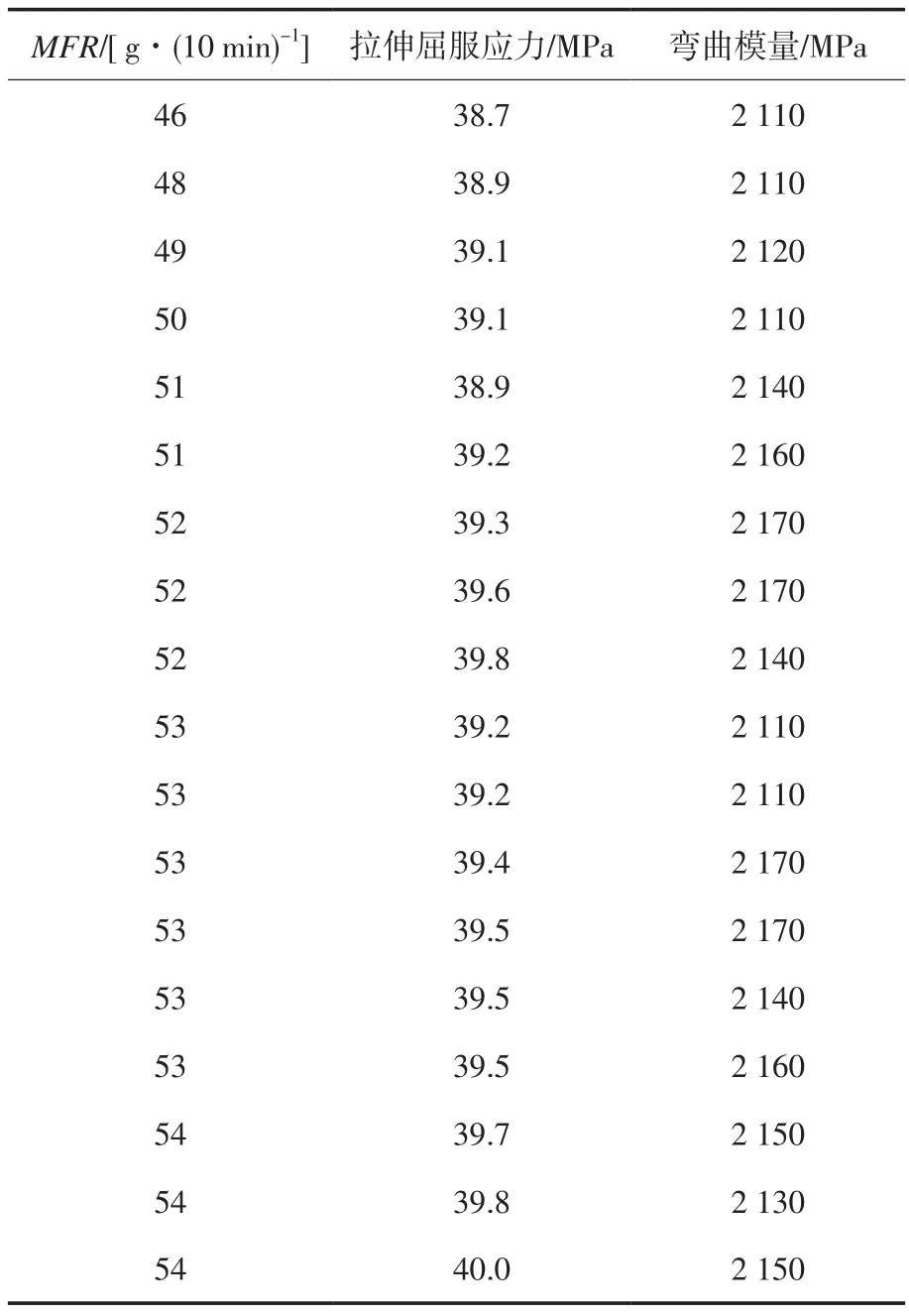
表4 M50T的拉伸屈服应力和弯曲模量与MFR的关系Table4 Dependence of the tensile stress at yield and flexural modulus on the MFR of M50T
从图1看出:与国内外同类PP相比,几个批次的M50T的雾度较好,说明其透明性超过国内外同类PP。
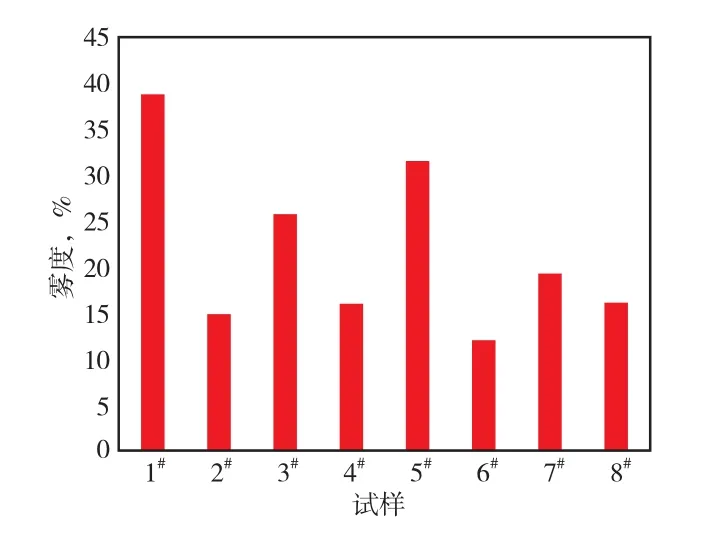
图1 M50T和国内外同类PP的雾度Fig.1 Haze of PP M50T and its domestic and overseas counterparts
第2次试生产的M50T投入市场后,用户提出M50T的冲击强度较低,制品偏脆;用于制备容器盖时,制品的翘曲变形大于用其他公司生产的同类PP。
4 生产难点
1)R201撤热能力不足。在调整H2用量过程中,导致R201内温度高达74 ℃,且必须手动控制温度。第1次试生产M50T期间,R201的温度控制器、密度控制器(DIC241)、H2浓度控制器(AIC201)都无法串级控制,随后对R201的H2调节阀和AIC201的控制参数进行调整,完成了DIC241,AIC201的串级控制。正常生产期间,R201的调温水阀已开到60%以上,反映出生产M50T时的装置生产负荷为29 t/h的情况下,R201的调温水换热器(E208)的换热能力偏低。E208设计参数见表5。
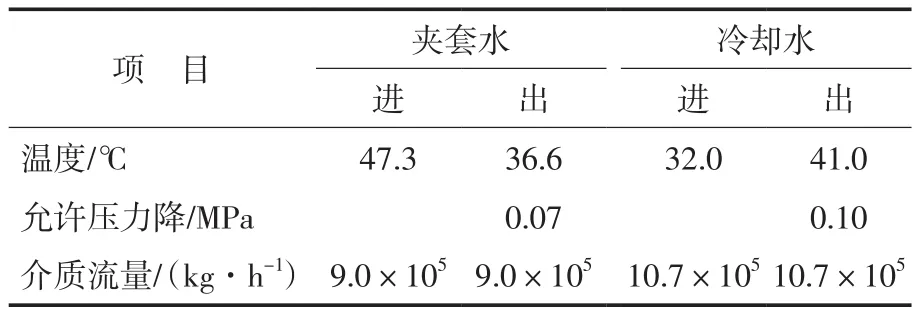
表5 E208的设计参数Tab.5 Design parameters of E208
设计工况条件下的热量为9 630 MJ。第1次试生产M50T的过程中,R201中产生的平均热量为8 370 MJ。由此可见,实际生产中的热量已经达到设计能力的86.9%,而E208富裕量为20%,说明在此工况条件下,E208已进入原设计富裕量范围内。在生产M50T时,至少需要将E208的换热能力提高7%~10%,才能实现R201的平稳控制。
2)成核剂对产品性能造成影响。从生产M50T切换到生产低MFR的PP(如MFR为3.0 g/10 min 的PPH-T03)时发现, 24 h内生产的PP粒料的断裂标称应变明显下降,由正常的大于500%下降到小于200%。后期试验表明,少量成核剂就会使均聚PP的断裂标称应变下降。
3)生产M50T期间,用于干燥PP粉料的氮气除沫器压差快速上升,两天内由3.5 kPa上升到5.0 kPa。从PP粉料的粒径看,大于1.0 mm的粒子数较PPH-T03下降了约1.5%,即小粒径的粉料增加了1.5%,也就证明了M50T粉料的细粉含量有所上升。
4)针对用户反馈的制品翘曲变形问题,计划采取降低PP等规指数,继续提高PP的MFR等手段来实现。
5 结论
a)在环管工艺PP装置上直接采用氢调法生产的高流动性高刚性PP,MFR可达到50.0 g/10 min,弯曲模量超过2 000 MPa,流动性和刚性都达到了预期值,尤其是透明性,更是超过了国内外同类PP。
b)提高环管反应器内压力可有效避免反应器内的气相积聚,轴流泵运行平稳。降低挤出机筒体温度后,也能使挤出机适应生产M50T的工况。生产M50T时,R-201撤热困难,PP细粉含量上升,需要进行技术改造才能消除。
c)根据下游用户的要求,需要进一步提高M50T的MFR,降低等规指数,以期改善制品翘曲现象。
[1] 张纪贵. 高流动聚丙烯生产技术研究进展[J]. 化工进展,2010,29(11): 2039-2042.
[2] 王志雄,张世立. 高熔融指数聚丙烯对挤压造粒机运行的影响[J]. 石油化工应用,2010,29(10):101-106.
[3] 马良兴,袁秀芳,于建明. PP熔体流动速率对结晶度及性能的影响[J]. 石化技术,2007,14(2):20-21.
