影响量块准确测量的几种因素
2014-03-22张海霞
李 昕 张海霞
(中国飞行试验研究院计量中心,西安 710089)
0 引言
量块是由两个互相平行的测量面之间的距离来确定其工作长度的一种高精度的端面长度标准,量块常被用作长度计量的标准,通过量块对计量仪器、器具等示值误差的检定,对精密机械零件尺寸的测量和精密机床、夹具在加工中定位尺寸的调整等测量方式,把加工过程中各种制成品的长度与国家以至国际的复现米定义的基准器的长度联系起来,以达到长度量值在国内和国际的统一。中国飞行试验研究院校准/检测实验室建立了三等量块检定装置,为院内科研试飞任务所需要的长度计量参数提供测量基准,量块测量偏差值是否准确直接影响试飞产品及计量仪器的质量,所以保证量块量值的准确可靠非常重要。
1 电脑量块测量仪的工作原理
中国飞行试验研究院校准/检测实验室主要使用DL-3电脑量块测量仪对量块进行检定,该设备全套配置包括:频率式位移传感器、计算机、打印机、专用接口电路板、仪器底座、测量软件,其中将接触式干涉仪的干涉镜管部分改换为位移传感器及球面测帽,保留支架部分(底座、立臂和横臂)和工作台(主工作台和辅助工作台)如图1所示。该系统采用比较测量,通过拨叉接触方式将传感器的输出信号传送到电脑并处理,具有精度高、使用便捷的特点。

图1 电脑量块测量仪结构图
2 影响量块准确测量的几种因素
日常检定过程中,中心长度测量数值的准确性对不确定度评定影响较大,为得到准确可靠的测量数据,必须将检定过程中影响长度准确测量的因素考虑周全,下面就几种常见因素进行讨论并提出解决办法。
2.1 量块弯曲变形影响测量值
检定量块中心长度,先要用平晶检其研合性,具体操作如下:对上工作面研合,如果看到量块的干涉条纹从两端向内弯曲,说明量块中间接触平晶,当研合下工作面时,则产生相反的情况,即两端接触平晶(所有情况只能是微量变形,其研合性必须符合该等量块的研合性要求),则说明该量块整体呈凸形,出现弯曲变形。正常检定量块时,量块上工作面接触测头,下工作面接触工作台,而量块弯曲变形呈凸形时需要把下工作面接触测头,进行检定,如图2所示。总之当检定量块时,反转两次测量数据相差较大时,在研合性合格的前提下,取其较小的测量数据作为实际数据。

图2弯曲变形
2.2 量块或工作台表面不符合测量条件
在测量时,发现测量数据很不稳定,变化大,可能是由于量块或工作台表面不符合测量条件导致,这时先用干净的绸布擦拭工作台与量块,仔细检查工作台的表面质量,其上应没有凸起的碰伤、划痕和锈迹;将刀口尺分别与工作台、量块研合,如果发现小毛刺,如测量面边缘起翘形成的毛刺,可以用油石磨削,如果毛刺大,应该进行压光。完成磨削工作后,再次检查是否将毛刺消除,将量块放置在工作台上定温,重新检定。检定时避免用手直接接触量块,以免影响恒温时间。
2.3 受力不平衡影响重复性
检定量块时,需要在工作台上使用移动框或专用夹子推移标准与被测量块,拨动拨叉使测头与量块接触,然后按照程序采集数据。经常发现最初得到的数据与后面的数据相差较大,以50mm四等量块为例,10次的数据分别为: +0.23,+0.25,+0.22,+0.20,+0.18,+0.17,+0.15,+0.15,+0.18,+0.17μm,这是受力不平衡导致量块倾斜,如图3所示,OA为推力和压力的合力。

图3 量块受力图
被测量块应是静止状态,这时要松开拨叉将量块摆正,来回微量拉动量块,感觉测头已接触量块表面,拨动拨叉3~5次,使示值趋于稳定,静置数秒,再开始测量。注意移动大尺寸量块时,受力点在量块中下部。
2.4 工作台状态影响测量值
为适应各种形状工件测量的需要,立式接触式干涉仪配备了测量面呈多种形状的主工作台,有玛瑙、筋型、平面三种工作台。在量块检定中,为避免经常更换工作台的麻烦,大都使用带筋工作台,实验室现选用五筋工作台,在检定过程中测量数据有时会出现不规律的变动,经推断与工作台的状态有关。对工作台进行检定后发现工作台中间筋与两侧筋高度差Δl小于JJG 101—2004《接触式干涉仪检定规程》中要求,规程说明筋型工作台中间的那一条筋平面的中间部位,相对于其本身平面不应出现凹形,应比两侧各筋组成的平面高出0.3~0.6μm,左右两边等高差应不大于0.1μm,工作台比辅助工作台高出0.0 1~0.05mm。被测量块在工作台上放置,如图4所示,中间筋与两侧筋高度差Δl小,减弱测头压力作用,导致测头不能准确对准量块中心,因而量块放置位置会发生轻微倾斜,每次倾斜角θ随着测点位置的不同发生变化,导致测量数据不稳定,重复性较大,造成这一现象的原因是工作台长期使用与量块在检定过程中相互摩擦,造成磨损,要对工作台筋进行磨削修理。
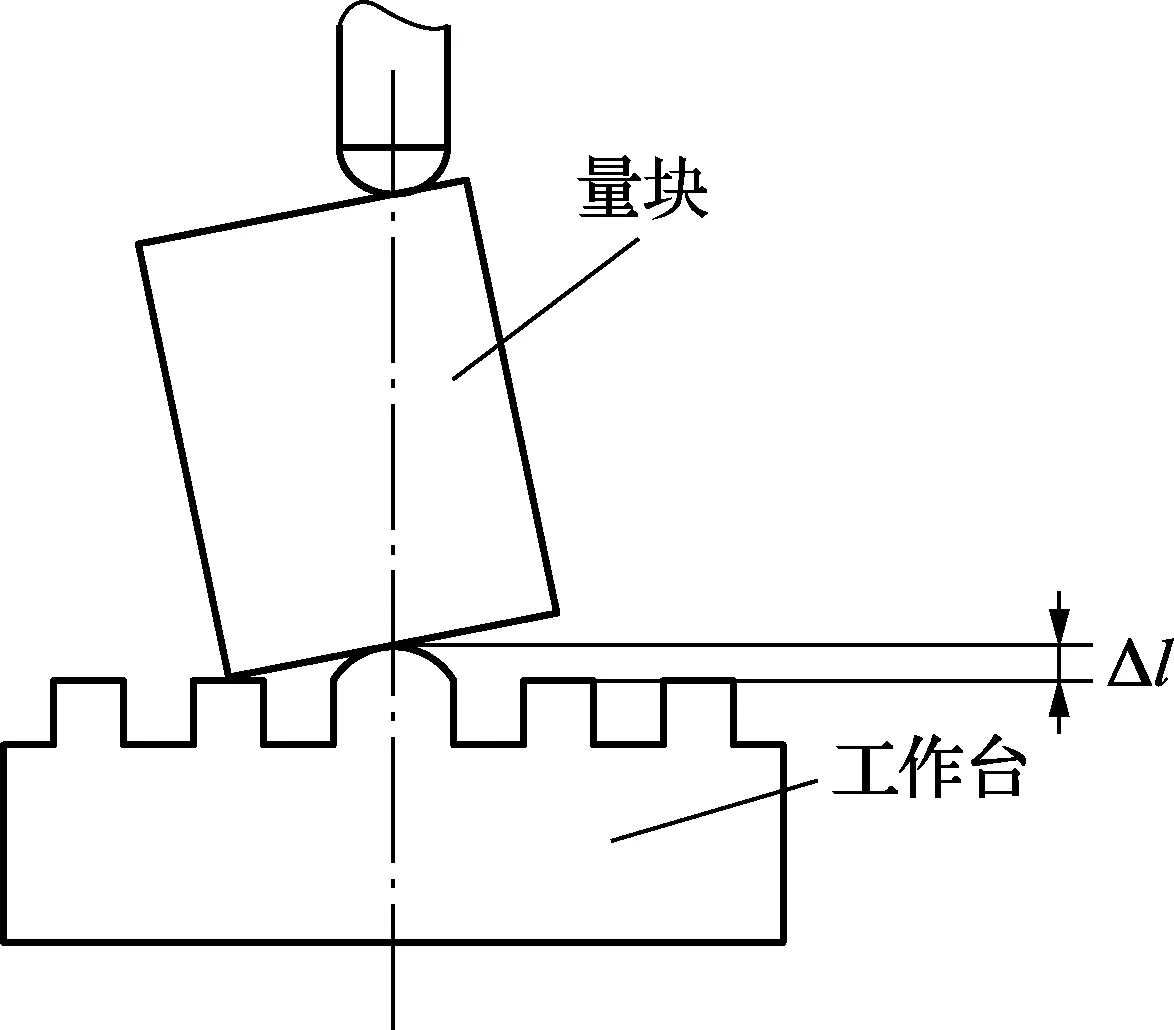
图4 量块发生倾斜
有时中心长度的数据无明显异常,而量块长度变动量很大,即四个角的测量数值相差很大,如对长度为2.0mm的四等量块进行长度变动量的测量,1、2、3、4角的数据分别为-0.01、-0.08、+0.32、+0.35(μm),该量块长度变动量为0.43μm,超出规程0.30μm要求,可以利用图5方法简单诊断:任选5~10mm中的任意一块量块,对准图5圆心位置多次测量读数,得平均值a1为+0.36μm,将量块旋转180°在同一位置多次测量取平均值a2为-0.06μm,发现读数变化量a1-a2较大,这是由于工作台面与测量轴线不垂直引起的,如上述值表示工作台左低右高,根据差值大小与方向来调整工作台下部的四个螺钉,直到a1-a2趋向于零。调整之后,再次对量块进行检定,才能得到准确的中心长度和长度变动量测量值。

图5 诊断方法
3 测量数据准确性对不确定度的影响
下面举例说明中心长度测量值的准确性对不确定度评定的影响,具体方法:用电脑量块测量仪以3等量块作标准检定4等量块。数学模型如下:
l=ls+r-lsasΔt-lsΔa(t-20)-δs(ΔPs)+
δ(ΔP)
(1)
式中:l为被测量块在20℃时的中心长度,mm;ls为标准量块中心长度,mm;r为测量数据,μm;t为被检量块的温度,℃;a为线膨胀系数,℃-1;Δt即t-ts,为被检量块与标准量块的温度差,℃;Δa即a-as,为被检量块与标准量块的线膨胀系数差,℃-1;δs(ΔPs)为测点偏离标准量块中心所产生的误差,μm;δ(ΔP)为测点偏离被检量块中心所产生的误差,μm。
对式中各影响量求偏导数,可得对应于各影响量的灵敏系数:
c1=|∂l/∂ls|=1c2=|∂l/∂r|=1c3=|∂l/∂as|=lsΔt
c4=|∂l/∂Δt|=lsasc5=|∂l/∂Δa|=ls(t-20)
3.1 标准不确定度分量的评定
对应上述影响量,不确定度来源由8个不确定度分量构成,下面以100mm四等量块为例,表1说明每个不确定度分量数值。

表1 100mm量块不确定度分量表
3.2 测量数据准确性对扩展不确定度的影响
由于电脑量块测量仪是自动读数,所以测量数据的不确定度u2与读数误差无关,仅与标准设备和量块状态有关。对量块进行20次独立的重复测量,测量值(单位μm)为 +0.61,+0.11,+0.28,+0.24,+0.25,+0.15,+0.58,+0.28,+0.14,+0.22, +0.45,+0.28,+0.24,+0.14, +0.15,+0.58,+0.28,+0.28,+0.15,+0.11。
标准不确定度:u(r)=δ(r)=0.160μm
得到对应的不确定度分量和自由度为:
u2=c2u(r)=0.160μm
(2)
ν2=19
合成标准不确定度u(l)的评定:
= 0.19μm
(3)
有效自由度:
(4)
扩展不确定度U99的评定:取置信概率0.99,可得kp=2.72。扩展不确定度:
U99=0.19×2.72=0.50μm
(5)
根据量块检定规程要求,四等量块的长度不确定度允许值为0.20+2×10-6=0.40μm,而我们估算的扩展不确定度0.50μm超过规程要求的0.40μm,该量块必须降级使用。对其测量数据进行分析,发现u2在扩展不确定度评定过程中所占比例为32%,重复性较大,影响标准偏差。对影响因素逐条排除发现五筋工作台的筋高度差仅有0.2μm,不满足(0.3~0.6)μm的检定要求,导致测量数据不稳定,对五筋工作台进行修理,对该量块重新测量20次,数据如下(单位μm):+0.11,+0.15,+0.12,+0.14,+0.18,+0.11,+0.12,+0.16,+0.11,+0.13,+0.18,+0.17,+0.17,+0.17,+0.20,+0.19,+0.17,+0.18,+0.15,+0.18。
标准不确定度:u(r)=δ(r)=0.029μm
对应的不确定度分量和自由度为:
u2=c2u(r)=0.029μm
(6)
ν2=19
合成标准不确定度:uc(l)=0.09μm有效自由度:νeff(l)=108
取置信概率0.99,可得kp=2.62,扩展不确定度:U99=0.09×2.62=0.26(μm)<0.40μm,该100mm量块符合四等要求。由此可知,测量数值的准确性对不确定度评定的影响很大。
3 结束语
量块作为长度量值基本的实物标准,所传递的长度量值在科研、生产过程中起到了重要的作用,所以获取准确可靠的测量数据至关重要,在量块检定过程中,这几类影响准确测量的因素是比较常见的,可以做到防患于未然,发现问题能认真分析,对症下药,如此才能保证长度量值传递的顺利进行,确保科研试飞任务的有效开展。
[1]王青,陈磊.高等级量块的检定技术.计量技术,2003(10).
[2]李树波.量块检定中存在的问题.计量技术,2001(6).
[3]JJG 146—2011量块检定规程.
[4]JJF 1059.1—2012测量不确定度评定与表示技术规范.
[5]JJG 101—2004接触式干涉仪检定规程.
