货车滚动轴承油脂外泄故障原因分析及措施
2014-03-17王正军汤太平
王正军,汤太平
(郑州铁路安全监督管理办公室驻郑州北车辆段验收室,河南 郑州 450053)
0 引言
滚动轴承是铁路运输车辆走行部的重要组成部分,也是最容易损坏的部件之一。它的运行状态是否正常直接影响到车辆的运行安全。长期以来,滚动轴承密封失效油脂外泄、甩油时常发生,造成甩车换轮,甚至造成热轴、切轴,给运输安全造成了很大隐患。笔者从事轮轴验收工作,从轮对检修、轴承检测压装工艺执行过程中的一些问题入手,分析造成故障的原因,采取相应措施,确保轮轴检修质量。
1 货车滚动轴承油脂外泄故障原因
1.1 由于轴颈加修质量缺陷造成轴承密封座处漏油
根据《轮规》轴承限度8.6.80 条款规定密封座与轴颈配合过盈量为0.05~0.102mm(352226X2-2RZ)。在轮对新组装修程,这一限度完全能够保证,但在轮对换轮修程中,由于轴颈质量问题,这一限度要求未必能够保证。
轮对检修3.9.1.2.8 条款规定:在距轴颈后肩80mm 以内部位不得存在横向划痕,但由于密封座和中隔圈所引起的凹陷环带,其深度不大于0.05mm时,可用00 号砂布蘸油打磨光滑后使用。而滚动轴承前密封座在轴颈上造成的环带后端距轴颈端部的距离为20mm 左右,而在轴承压装、轴承选配测量时4.9.2.3 条款规定:轴承压装前按图1 所示和表1 位置测量轴颈直径、圆柱度和防尘板座直径。轴颈直径为Ⅰ、Ⅱ两截面直径的算术平均值,Ⅰ、Ⅱ两截面直径分别为该截面均匀分布三个方向测量直径的算术平均值。轴颈圆柱度可在全长范围内向轴颈端部方向逐渐减小。防尘板座直径为截面Ⅲ向垂直两个方向测量直径的算术平均值。

图1 轴颈、防尘板座直径测量位置示意图
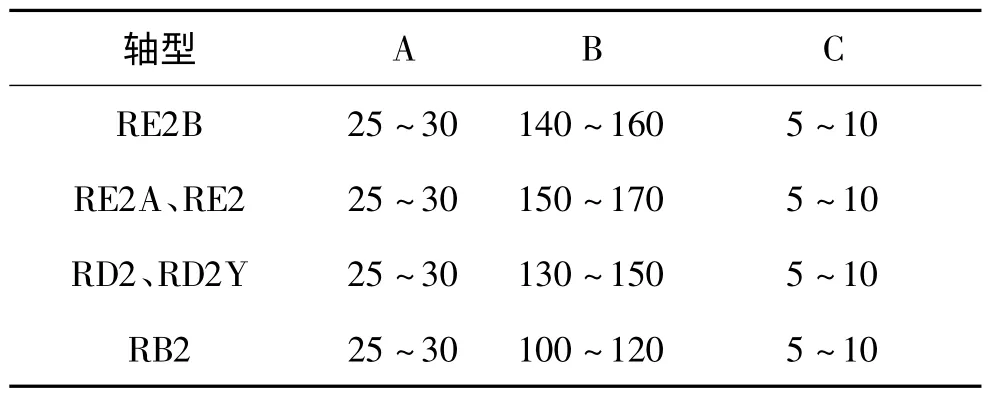
表1 测量位置距轴端距离范围表(mm)
因此,轴承选配时测量的轴颈没有考虑到密封座环带0.05mm 深的因素,造成轴颈与轴承密封座的过盈量达不到要求,在运用过程中密封座松动摩擦,造成更深的环带,在退卸轴承时,也发现由于轴颈和密封座配合处松动严重,轴颈圆周有多条划伤,造成轴承密封失效。
1.2 由于轴承密封罩脱出造成漏油
1.2.1 轴承油封结构及产生故障的原因分析
密封罩与外圈的组装是由外圈牙口与密封罩牙口凸台配合而成,正常组装后密封罩立面应位于外圈端面内侧,相对距离1.36 ±0.1mm。密封罩窜出是由于密封罩与外圈组装质量不高造成,一是外圈牙口与密封罩尺寸不合格;二是组装时密封罩组装不到位。因密封罩凸台未在外圈牙口凹形槽内造成的密封罩窜出,使密封罩向轴向外侧发生位移,不仅造成滚动轴承油脂外泄,还可造成密封罩上的外油封与轴承前盖接触,运行中油封橡胶及密封罩与前盖发生摩擦,造成短时间内的轴承外侧温度升高。
1.2.2 轴承密封罩脱出故障的表现形式
轴承密封失效,直观的表现形式就是油脂泄露(渗油、漏油、甩油)。甩油说明轴承严重故障、油脂大量泄露,这样的故障很少。现场最常见的是轴承前、后排密封座处渗油。轴承前排密封失效,轴承前排密封罩处渗油,大部分故障原因是前密封罩脱出(密封罩立面与轴承外圈端面平齐或超出),密封罩脱出后,油脂少量泄露(也可能不泄露),密封罩前端碰磨轴承前盖,由于轴承前盖的相对运动产生摩擦造成温度急剧升高,密封罩脱出严重的情况下会与承载鞍相互接触产生摩擦发热。
1.3 由于轴承油封质量问题造成漏油
货车滚动352226X2-2RZ 轴承采用橡胶密封式油封,内、外油封通过过盈配合分别压装在密封座、密封罩上。
1.3.1 环境温度超标造成轴承油封失效
目前橡胶密封式油封工作环境温度为-45℃~100℃。在冬季由于橡胶弹性变硬造成内、外油封接触密封不好。在夏季,由于密封座松动,轴承运行中的温度更高,造成内、外油封热变形,更容易造成油封密封失效。
1.3.2 油封产品质量问题
严重的缺陷主要表现为:①橡胶油封的基本内径表面、基本外径表面有气泡、杂质、凸凹缺陷;②内、外油封与密封座、密封罩结合工艺面漏铁;③橡胶质量不好,存放过期,油封存在裂纹。
1.3.3 油封压装质量问题
严重的缺陷主要表现为:①内、外油封与密封座、密封罩选配过盈量未达到要求,压装后扭矩未达到要求;②压装未到位。
2 防止货车滚动轴承密封失效造成油脂外泄故障的措施
2.1 轮轴加修
①在轮对换轮修程中,对于由于密封座、中格圈在轴颈上造成的凹陷环带,经用0 号砂纸沾油打磨修复后进行轴承选配时,除严格执行《轮规》轴承压装、轴承选配测量4.9.2.3 条款规定,在轴颈Ⅰ、Ⅱ、Ⅲ三截面分三次测量轴颈尺寸,更应该在轴颈环带处(距轴端15mm)测量三次,确定轴颈尺寸;按要求用内径千分尺对轴承内圈内径、密封座内径进行测量,确保密封座与轴颈的配合过盈量,决不能把轴承内圈与轴颈的配合过盈量默认为是密封座与轴颈配合的过盈量。对凹陷环带过深、与轴承选配达不到过盈量要求的轮轴坚决报废。
②在密封座处,纵向划痕贯通至轴端倒角处,划痕过深有可能造成密封座失效的轮轴也应该报废。
③对轴颈上的纵向划痕、碰伤等的处理,用平锉、0 号砂纸沾油打磨除去毛刺凸起即可,不可在轴颈上造成大的平面。
2.2 密封罩的压装
①密封装置向轴承上压装前须全面检测轴承外圈牙口和密封罩牙口配合面直径,并进行选配,过盈量须符合一般检修规定限度(≥0.15mm)。
②密封装置向轴承上压装时须使用专用工装,压装须到位,按图2 逐个检查密封装置A 面,不得高于外圈端面,并施行扭矩检测,在规定扭矩(122.5N.M)下不得松动。

图2 密封装置压装到位检查示意图
③在轮轴验收时,必须逐个检查密封罩的压装正位情况,发现倾斜不正的严格执行退卸。
2.3 迷宫式油封质量验收
①加强迷宫式油封产品质量的检查验收,特别是内油封的基本内径d(149mm)、外油封基本内径D(180.2mm)不得有气泡、杂质和凹凸质量缺陷。
②必须保证迷宫式油封生产的原料质量,不得采用再生胶制造。
③注意迷宫式油封贮存环境、贮存保质期的规定。
④密封装置向轴承上压装前须进行选配,过盈量须符合大修规定限度。
⑤采用迷宫式密封装置的轴承,密封座和密封罩压装内、外油封后,须在相应检查器上进行旋转检查,相对旋转时应无卡阻、摩擦。密封座向轴承上安装时,必须在外油封内径唇部均匀涂抹10~20g 铁道车辆滚动轴承Ⅳ型润滑脂,内油封端面低于外油封端面不得超过1mm,相对旋转时应无卡阻、摩擦。
