3MZ811全自动内圆磨床改造
2014-03-16孙长辉
白 雪,孙长辉
(1.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司电机轴承分厂,黑龙江 哈尔滨 150036)
1 前言
3 MZ811全自动内圆磨床主要用于磨削孔径10~30mm的轴承内孔。该机床在80年代中期引进时,电气控制系统采用了当时较为先进的F1-60、F1-20程控器及控制单元。该套控制装置已使用30多年,许多部件老化,故障频发,且该程控器已被市场淘汰,无法进行零部件的更换,给机床的维修和使用带来很大麻烦;扩展单元的使用又占据了配电箱较大空间,增加了许多线路,影响了线路布局的合理性。针对以上问题,采用环形分配器加驱动源控制步进电机实现机床的横向进给运动,减少了由液压进给产生的爬行问题。由中间继电器、行程开关、自动测量仪等构成控制系统,对液压系统进行控制,使机床加工与调试较为方便;另增加一套F1-20扩展单元,解决了输出点不足的问题。
2 使用PLC及微控单元进行电气改造的工作原理
该机床采用中远PC-80可编程序控制器,根据生产工艺要求及输入、输出的个数,选择PC-80双混合输出,以安全电压到达控制回路,无强电产生,确保生产安全。
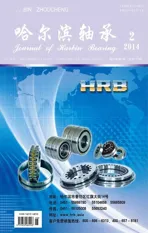
输入输出对照表见表1,电气程序见图1。
在该机床电气改造中,所有的输入信号被合理分配,行程开关、主令开关及测量仪表的输入都是按线选择,必须达到一点多用,标准返修、中间修正、计数修正、长期修正、请求修正、到位半自动、全自动、调整、定程、仪表等全部由软件控制。该机床保护齐全,符合安全标准。
3 结束语
PC-80程控器的使用,省去了原来F1-60程控
器必须配套使用的环形分配器,消除了因环形分配器故障带来的维修负担,提高了生产效率;同时,由于增加了微控单元,使自动测量装置实现了自动差补功能,使加工精度得到有效控制,废品率被控制在百分之一以下。PC-80及微控单元的使用,提高了机床的自动化程度,使电气控制系统简单、安全、可靠,操作和维修更加方便,抗干扰性强。通过在多家企业的应用,各项性能优于原机床设计要求。
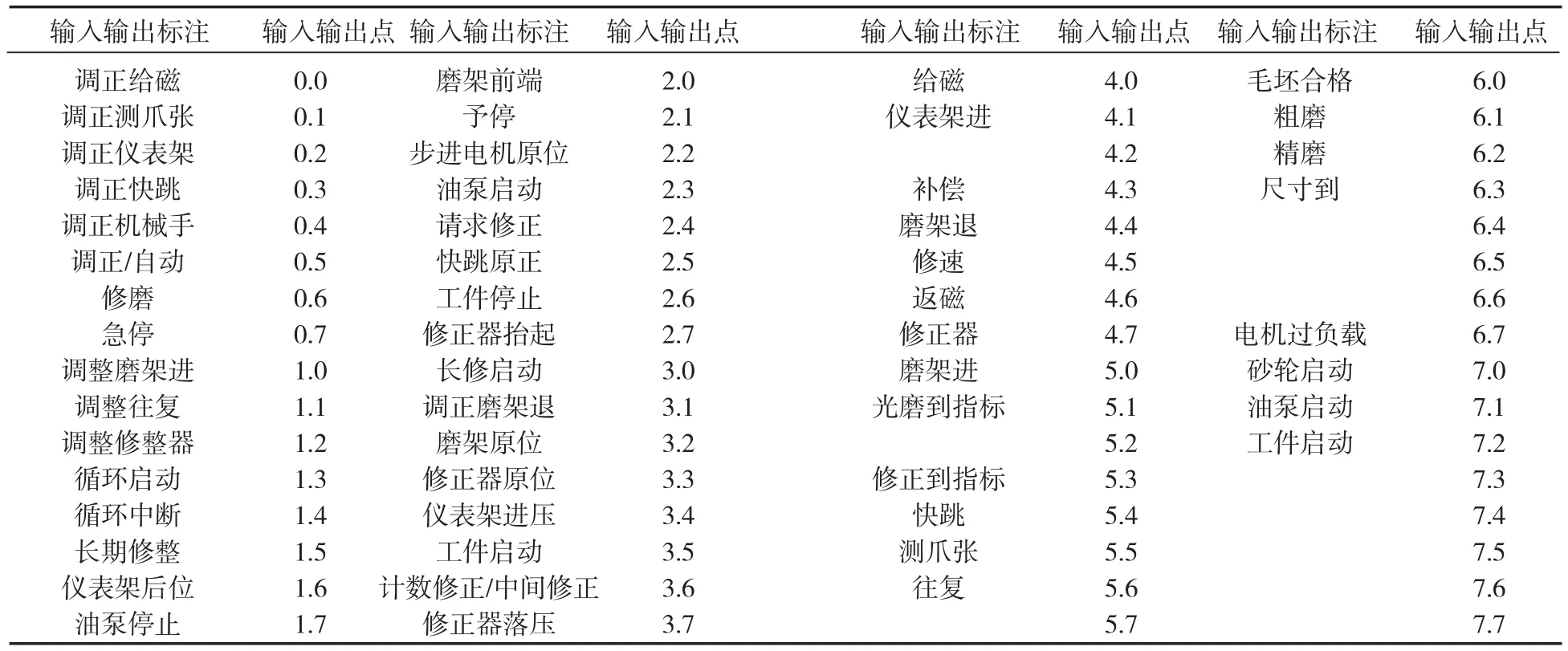
表1 PLC输入输出接线对照表
图1 程序图