大型轴承套圈热处理余热整形新方法
2014-03-16孙茂林马忠超
孙茂林,马忠超
(瓦房店轴承集团有限责任公司,辽宁 瓦房店 116300)
1 前言
轴承套圈在淬火过程中不可避免出现组织应力和热应力,导致套圈椭圆变形。按照套圈类型、套圈系列、套圈尺寸、套圈的磨削留量、加工设备水平等因素的影响,每个轴承制造厂制定了相应的轴承套圈变形标准。大型轴承套圈超出变形标准后,需要进行整形,通常采用内撑整形工艺,该整形工艺套圈通常需要两次回火。介绍一种新的整形方法,减少回火次数,降低生产成本,提高设备利用率,缩短生产周期。
2 原热处理整形工艺
套圈淬火后,椭圆变形超过标准规定范围可进行内撑整形,其整形工艺规程见表1,即在套圈内径方向短轴处用螺丝顶撑开,使短轴反变形为长轴。按经验反变形量为70%,而后连同螺丝顶一块回火。整形回火规程与正常回火相同,回火后冷至室温,卸下螺丝顶,变形合格者,再按正常回火工艺回火一次,以进一步消除应力。

表1 套圈内撑整形工艺规程
内撑整形的方法为:套圈淬火后冷至室温,测量直径变动量——不合格整形(按回火工艺整形)——拆除整形工具——再测量直径变动量——整形合格品按附加回火工艺回火——测量直径变动量,合格后移交,不合格重新整形。
如果在常温下带顶整形,应力无法释放,并且容易将套圈撑裂,所以采用带顶回火整形,带顶回火整形的回火温度不超过套圈正常回火温度,以保证套圈带顶整形回火后的硬度。该整形方法能够有效地减少热处理后的套圈变形,使套圈变形处于合格范围内,但该整形方法需两次回火,费时费力且浪费能源。
3 改进后的热处理整形工艺
针对两次回火整形工艺存在的费时费力且浪费能源问题,利用自回火原理,对该工艺进行了改进。所谓自回火原理,即工件在淬火冷却时将工件冷却至一定时间,利用自身的热量,对工件进行回火的工艺叫作自回火[1]。采用自回火,可简化工艺,节省回火设备和回火时间。
轴承套圈在淬火冷却到Ms点以下冷却一段时间后,使马氏体转变,在保证轴承热处理金相组织和硬度合格的情况下,提高轴承套圈淬火出油温度,使套圈出油温度控制在120~150℃,出油温度可由红外线测温仪测量或凭实践经验,在此温度操作人员带高温防护手套快速测量变形,并及时进行带顶自回火整形,随着套圈温度的降低残余奥氏体也有一定的转变,应力释放,达到整形的作用。
由于套圈出油温度低于带顶回火整形的回火炉的回火温度180℃,所以经过长期的生产实践总结出,带顶余热自回火整形反变形量由70%提高到150%,通过淬火轴承套圈自身温度(120~150℃)自回火达到整形目的,即减少一次回火。
改进后的余热自回火整形工艺为:套圈淬火后出油温度控制在120~150℃,测量直径变动量——不合格套圈余热自回火整形——拆除整形工具——再测量直径变动量——整形合格品按附加回火工艺回火——测量直径变动量,合格后移交,不合格重新整形。
4 两种整形工艺对比
利用轴承套圈自身的淬火余热自回火整形,达到和带顶回火两次整形一样的效果。 将23080CA轴承内圈6件分2组按新旧整形方法进行试验,见表2。
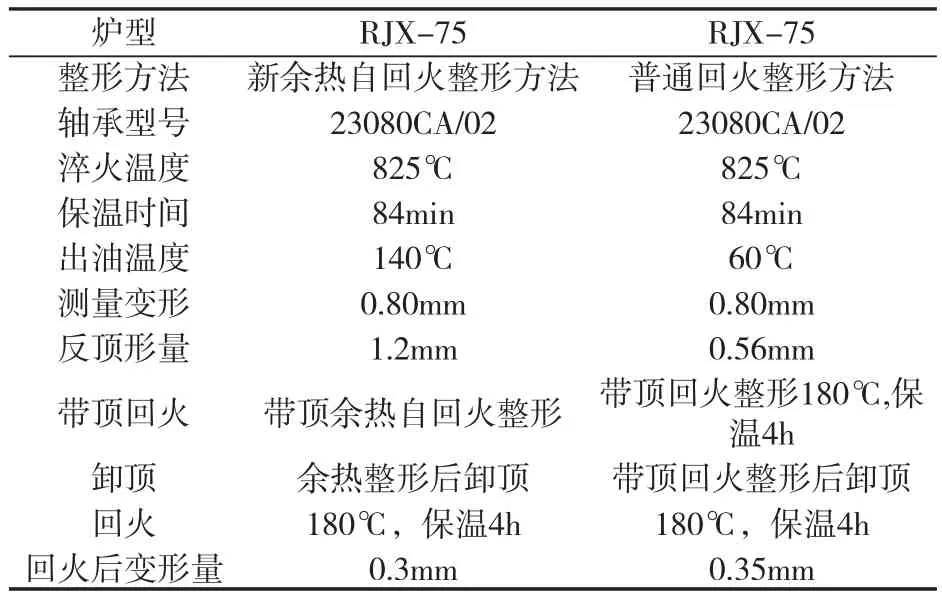
表2 23080CA轴承内圈两种整形方法对比
5 结束语
(1)提高套圈淬火出油温度,由带顶余热自回火整形代替回火炉带顶整形回火,减少一次回火炉整形回火,降低生产成本,提高生产效率。
(2)缩短生产周期,有利于生产组织。
【1】雷廷权,傅家骐.金属热处理工艺方法500种[M].北京: 机械工业出版社, 1998.