古法铸钟之技艺精华
2014-03-15
古法铸钟之技艺精华
辅助材料
神溪铸钟采用干模法,所用辅助材料一般取山坡上风沙沉积而成的黄土。土分生土和熟土2种,熟土即旧模打碎后再次利用的土。熟土经过高温烘烤,黏性较差,但透气性好;生土即从山坡上取回来的新土。内模一般用2/3以上的熟土,外模用1/3的熟土。模的透气性主要通过泥中的水分调节,水分多,干燥之后的模型透气性就好,反之就不好。钟越大,对透气性的要求越高,内模所需的水分就更大。如果模的透气性较差,浇注铁水时,容易导致铁水连续冒泡。
制作内模型
钟的内模和外模均在地坑中完成,坑的大小和高低与钟有关,一般内模的上顶和下底边缘需与坑顶和四周保持一定间隙。坑的中部埋有铁管,类似于灶台的烟囱。用铁板堵上坑角洞口,以免其他杂物进入洞中影响空气排放。首先在坑的中央固定内模架和刮板。将内模架置于地坑中央,把铁管口围在架子内。刮板采用铁质的,大小为钟纵剖面的一半。刮板中间的铁杆套在铁管内,立于坑中央,起固定作用。铁杆的顶部用长铁棍压住,铁条两端放在坑顶部的地面上,一是起固定作用,二是可以形成中轴,让刮板沿此旋转。之后,往铁笼子中装焦炭,笼内装满之后,再在笼子外面堆一层焦炭,焦炭堆好之后,往坑底洒水,以底部湿润为宜,便于与做内模的泥土相黏结。

①内模架

②制作内模
以上工作完成之后,就往坑内倒湿土,堆积内模,土的湿度不能太大,以揉捏一两次不会出水为准。在用手往铁笼露出的焦炭面上按土时要注意力度,下部的土稍硬,一方面保证钟模立得稳,另一方面是为了使内模更坚硬。在堆积内模的过程中,需不断用刮板来回刮掉多余的土。内模顶部中心用一块铁皮包裹,中间无土。基本成形之后,用砂刀抹平表面,凹处用湿土补平。然后从上往下慢慢浇水,水量大小全凭经验掌握,尺度拿捏非常重要。

③内模完成
内模塑好之后,在其表面画出钟的外形轮廓,然后去掉刮板和顶部的铁皮圈,往里放入大块的焦炭,在距口约10 cm时停止放焦炭,空隙部分用土填平,并用砂刀刮整齐,至此,内模制作完成。
①做外模
②做外模

③外模完成
制作外模型
待内模阴干,大约一周左右,才可以做外模。在做外模第一层时,需先在坑底沿内模底部撒一层砂,用来与上面的泥范相间隔,砂的宽度略大于范的厚度。第二步是在内模之上涂抹一层面砂,面砂是用石英砂和膨松土按一定的比例混合而成的,其作用是保证外模在铁水的高温烘烤下不会变形。
面砂涂抹好之后,堆放湿土,厚约超过手掌宽度,这次用的湿土湿度要比做内模时所用的原料湿度要大,但也不能成泥。每一层的高度以分模线为准,顶部要用砂刀抹平整。然后用手掌沿平行方向压住顶部平面,砂刀立在手掌外侧与其一起做圆弧状运动,切出顶部边缘。以顶部的厚度为参照,用砂刀切去多余的土,以保证外表平整。
切好之后,用水壶浇水,以使其表面凝结,并用手拍实、抹平。然后在顶部中间用砂刀开出凹槽,以便上一层模块形成相应的凸起,从而与第2层模块咬合得更稳定。一层外模做好后,在分割切线的地方放一薄木片,其上再放硬纸或塑料片一张,木片有助于切出直线,而纸片是为了防止砂刀在切上一层时进入下一层。

②加工外模

③加工外模

④外模合成

⑤填土
加工内模型和外模型
外模制作完成以后,将其自然阴干,或待其凝结可取后用火烤干。从内模上取下外模时,务必将每一层都分别编号,以便在下次装模时一一对应。
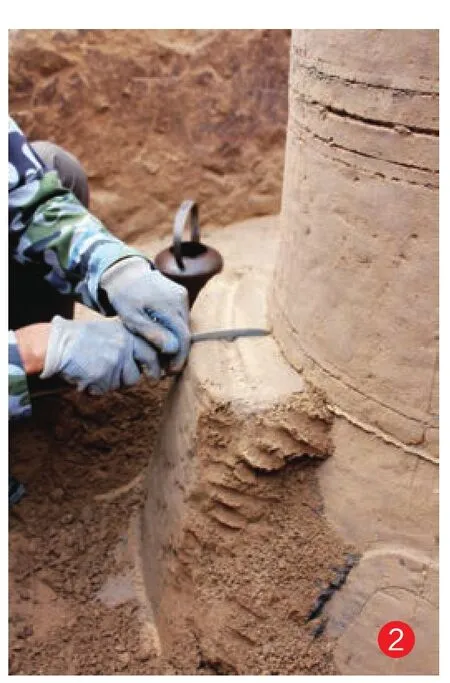
外模阴干或烤干之后,就可以进行刻字等加工。加工前,先在模块的截面处用铁钩画出内部回形框的边线和顶点印记。为了保持土的黏度,在进行这一步骤时,需在刻字的一面浇少量水,然后再抹一层煤粉与土的黏稠混合物作为隔热层。之后,再涂抹较稀的石墨粉,用压匙画出边框和凹沟。
刻字是把要描述和表达的内容阴刻在模块内部,先把字写在薄纸上,然后翻过来贴在模块内部,用小钩向下摁按即可。一般小字较浅,深度不超过石墨层,大字较深,达到煤粉层。
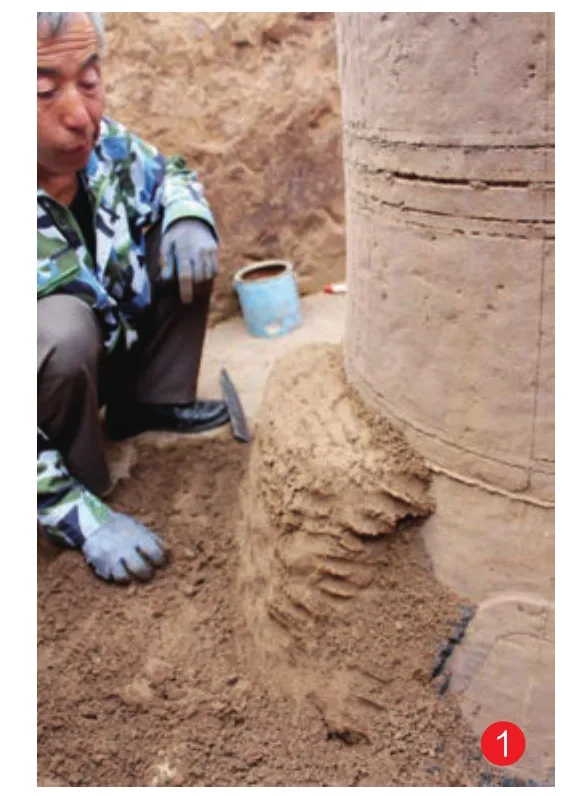
在加工外模的同时,对内模也要进行修整,主要工作是根据钟的厚度刮掉内模的表层土。刮的时候,把手握在刮刀与钟厚度相同的部位,刮到手所把握的厚度即可。如果刮过了,用泥补上。
等加工好之后的内模和外模都干透之后,把外模按照原来的编号罩在内模之上。制作大钟时,往往需要用支钉,将支钉插在内模上,钉尾支撑外模的中上部。一般一块模用2个支钉,以防止模的上部向内倾斜。
浇注铁水
外模拼接好之后,顶部的浇口用纸盖上,然后用土将坑填满,使其成漏斗状。
铁水化开后,浇入安装在漏斗边的铁水包中,2个铁水包同时缓缓浇入。这时,内模由于受到高温铁水的强烈冲击,导致内部空气膨胀,需要及时排出空气。
浇注完成之后,铁水冷却、凝固,由于铁的收缩率较大,内模一般会被挤破,其中焦炭之间的空间及气道可以排出气体,以缓解内模对铁钟的反作用力。
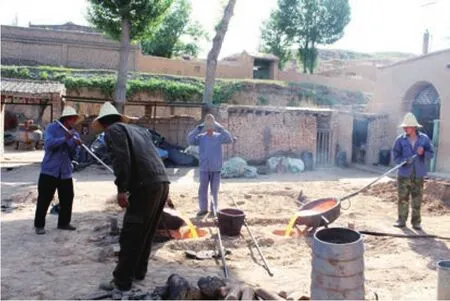
浇注
成品修饰
浇注完成后,将坑内的土挖出,单留下外模包裹着的铁钟。在用三脚架吊出铁钟之前,先把外模打碎,露出蒲牢及钟体,铁绳挂在蒲牢之上。吊出后,用木棒敲击铁钟,使里面的碎模掉落。
至此,铁钟基本铸成,但尚需对一些铸造缺陷进行必要的修补。

①出坑

②修整

③打磨

④上漆
