压榨时间和压力对蓖麻籽压榨性能的影响及其数学拟合研究
2014-03-14刘汝宽施亮林肖志红李昌珠黄志辉叶红齐
刘汝宽 施亮林 肖志红 李昌珠 黄志辉 叶红齐
(中南大学化学与化工学院1,长沙 410083)
(湖南省林业科学院2,长沙 410004)
(中南大学机电工程学院3,长沙 410083)
蓖麻是世界十大油料作物之一,其籽中蓖麻油质量分数为46%~55%[1],这种油脂中富含羟基和双键,有利于进行化学改性,用于生产可降解生物材料和制备航空、航天和精密仪器等的生物润滑剂[2-5]。我国是世界第二大蓖麻种植国,对蓖麻油的需求量大,缺口达70%以上[6-8]。蓖麻籽高含油的特性必然要求独特的加工制油工艺[9-10],针对蓖麻籽低温压榨出油特性的研究还相对不足,其压榨出油规律的研究目前国内外文献鲜见报道。郑晓等[11-13]提出了常见食用油料(菜籽、葵花籽和花生)的出油效率及出油应变与压榨压力的单因素经验关系式,不足以反映蓖麻籽实际压榨规律;Sukumaran等[14-15]分别利用侧限式圆环试验装置和柱塞式试验装置对菜籽进行了压榨试验,研究了出油压力与油料含水率、加载速率及出油效率与压榨时间的关系,没有量化说明影响菜籽出油效果的主要因素与残油率之间的具体关系;Bargale等[16-17]利用单向加载试验装置对大豆进行了压榨研究,得到了饼粕油液渗流速度与加载压力、加速率之间的关系式,并不适用于蓖麻籽等高含油量的软性油料。
本试验利用双视窗单轴压榨试验装置对蓖麻籽(湘蓖1号)进行了低温压榨试验,建立了蓖麻籽饼粕残油率与压榨时间和压榨压力的关系式,为蓖麻籽低温压榨设备的研制和工艺改进提供了基础数据。
1 材料与方法
1.1 试验设备与材料
蓖麻籽(湘蓖1号,自然干燥,含水量6.8%):湖南省林业科技示范园;其他化学试剂均为分析纯。
双视窗单轴压榨试验装置(图1,自制,内径为39 mm);液压自动加载保压试验机(WEW):上海和晟仪器科技有限公司;脂肪测定仪(SZF-06A):浙江托普仪器有限公司;天平(AB104-N):梅特勒-托利多国际贸易(上海)有限公司;电热鼓风烘箱(101-E):上海和呈仪器制造有限公司。
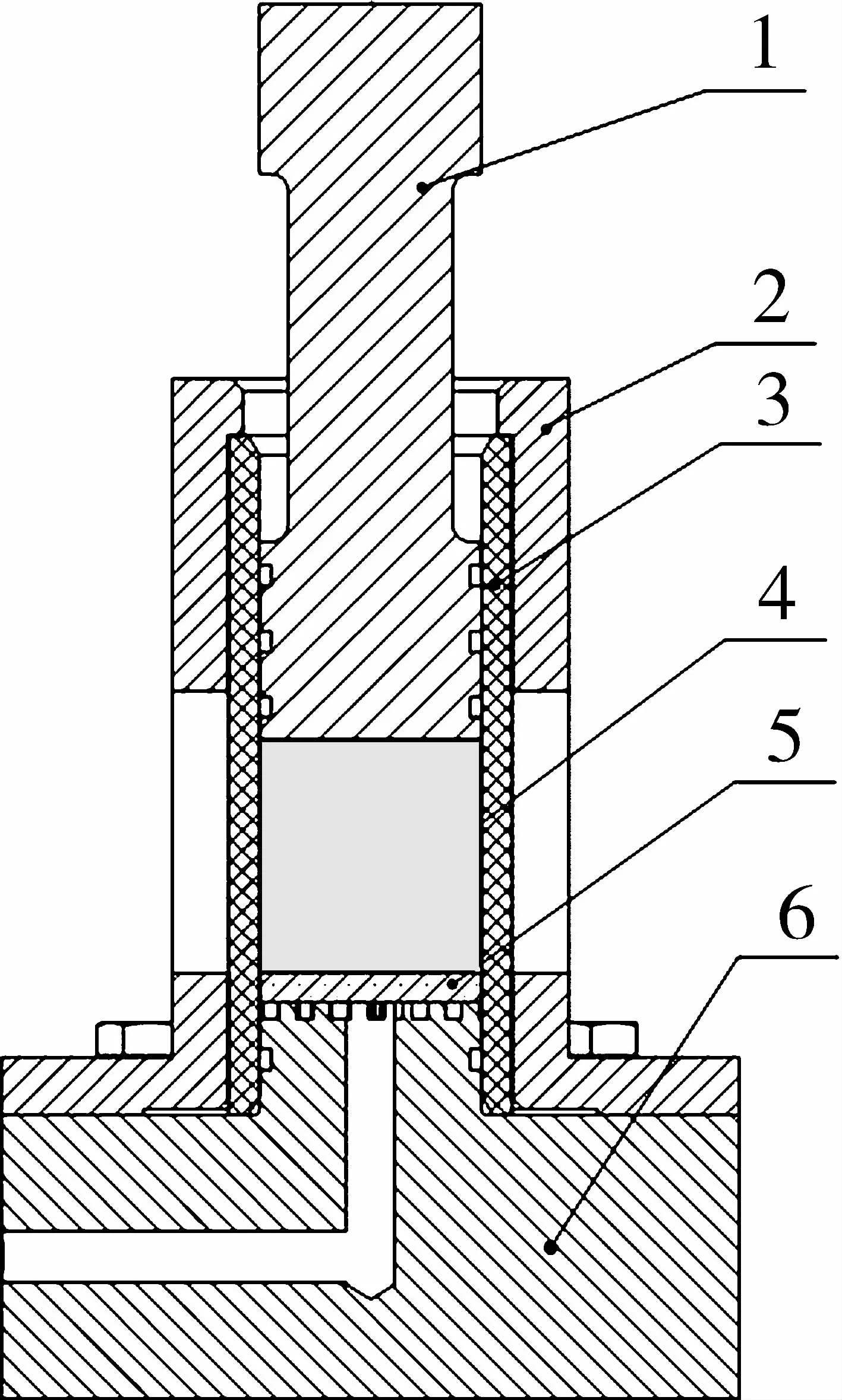
图1 双视窗单轴压榨试验装置
1.2 试验方法
1.2.1 液压加载试验安排
主要考察压榨压力和压榨时间,分别设定5个水平,25组试验。定义加载压力等级:P1、P2、P3、P4、P5分别表示 2、4、6、8、10 MPa,对应作用到单轴压榨试验装置压榨腔内的压榨压力Ps分别为12.5、25、37.5、50、62.5 MPa。定义压榨时间:t1、t2、t3、t4、t5分别表示 2、5、8、11、14 min。详见表 1。
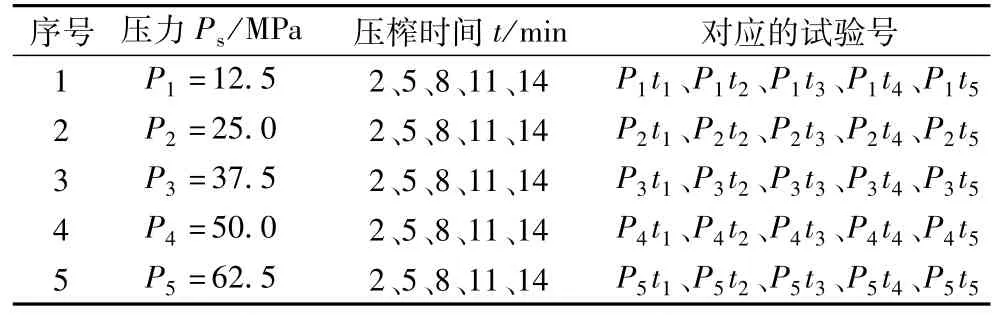
表1 蓖麻籽单轴压榨试验条件(25组)
1.2.2 低温压榨步骤[18]
在室温(25℃)条件下,调节加载试验机的加载压力,将40 g蓖麻籽(含水率为6.8%)放入单轴压榨试验装置的压榨腔内,插入柱塞,然后将单轴压榨试验装置放置于液压自动加载保压试验机上,采用1 mm/s的加载速度,按照各组标签上的压榨时间进行加载,取饼粕并测其残油率。
1.2.3 平均残油率
平均残油率是指在同一压榨压力下,5个不同压榨时间的蓖麻籽饼粕残油率的平均值。文中除特别明确为“平均残油率”外,其他均为单次试验的饼粕残油率。例如:Ps为12.5 MPa时的平均残油率=(P1t1的残油率+P1t2的残油率+P1t3的残油率+P1t4的残油率+P1t5的残油率)/5。
1.2.4 蓖麻籽主要内含物含量的测定方法
仁与壳所占比例[19]:剥壳后直接称量计算;水分[20]:GB/T 14489.1—2008;粗脂肪含量[21]:GB/T 14488.1—2008;粗蛋白含量[22]:GB/T 14489.2—2008;淀粉含量[23]:GB 5514—2008;粗纤维含量[24]:GB/T 5515—2008;灰分[25]:GB/T 5505—2008。
2 试验结果与分析
2.1 蓖麻籽的基本成分分析
油料的主要内含物(如水分、脂肪、纤维素和蛋白质等)会影响油料果实的物理结构,这些指标对油料压榨制油过程影响很大[26]。其中,水分含量的变化会直接影响其他指标的变化,一定程度上会影响油料的物理结构进而影响其强度[27],并且该因素方便调整。针对蓖麻籽而言,在研究其剥壳的过程中发现,成熟的蓖麻籽在采收后,其水分很快降至6%~8%[28]。因此,本论文主要从实际生产出发,选用自然干燥的蓖麻籽为压榨原料进行相关的试验研究。表2列出了蓖麻籽的主要成分及其含量。

表1 蓖麻籽的主要内含物含量
2.2 压榨压力对残油率的影响
2.2.1 不同压榨时间下残油率与压榨压力关系
由图2知,在相同压榨时间下,蓖麻籽饼粕残油率随压榨压力升高而降低,即压榨压力越大,蓖麻籽出油效率越高。在等幅度增大压榨压力的过程中,残油率变化越来越平缓,这种变化趋势符合植物油料压榨规律,即超过临界压力后,随着压力增大,蓖麻籽饼粕变得越来越致密,油液渗流速度愈来愈小,残油率变化趋于平缓,蓖麻饼粕逐渐变成饱和滤饼物[29]。
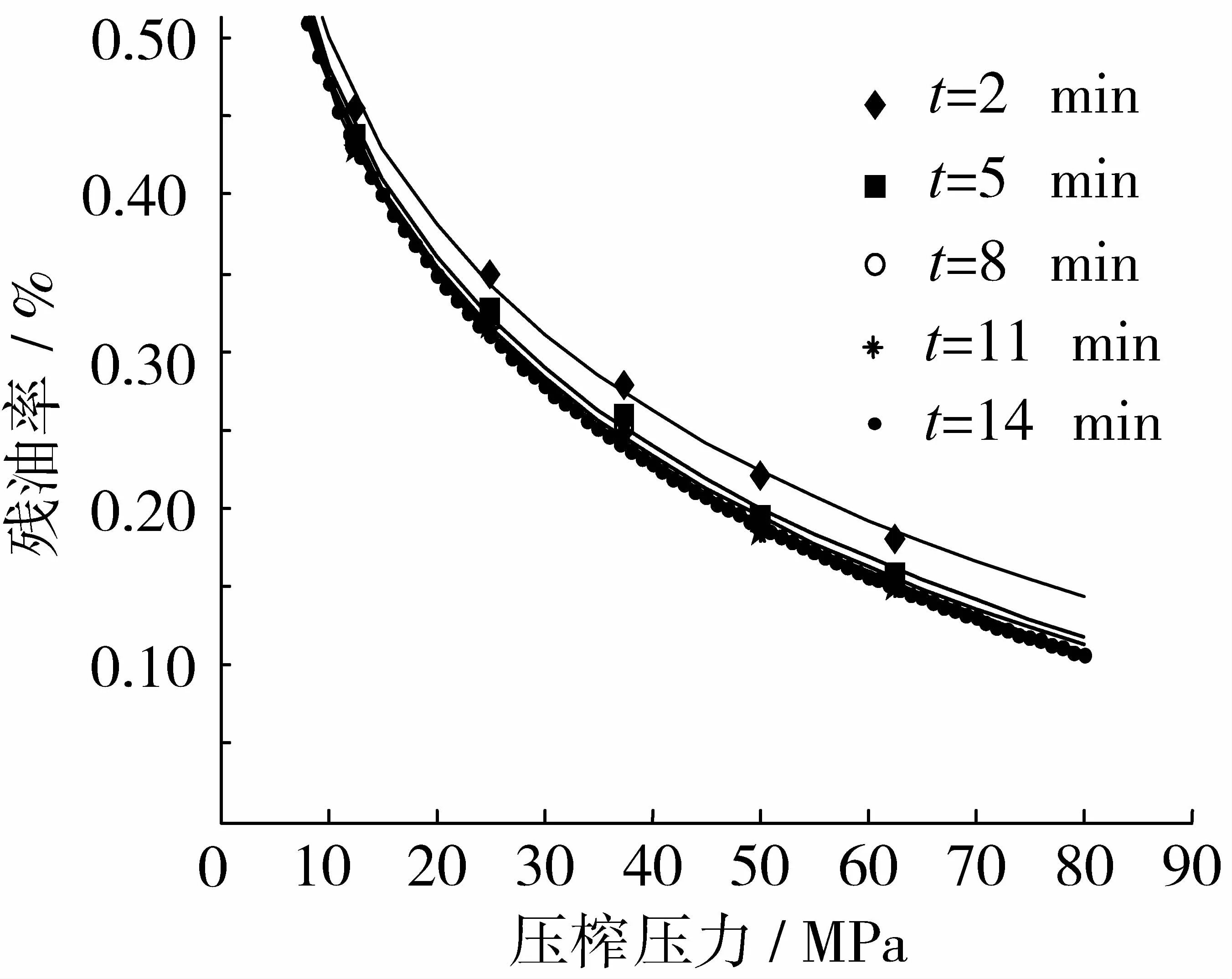
图2 不同压榨时间下残油率与压榨压力数学拟合关系
2.2.2 平均残油率与压榨压力关系
由图3可看出,并,得出当压力超过80 MPa(在10吨级万能试验机上试验)后,相同压力增幅下(即付出相同的功耗),残油率减小的幅度很小,“功效比”会越来越大。即超过临界压力后,一味追求“高压低残油率”的压榨效果,需要付出较高的成本代价。因此,蓖麻籽临界压榨压力近似为80 MPa。
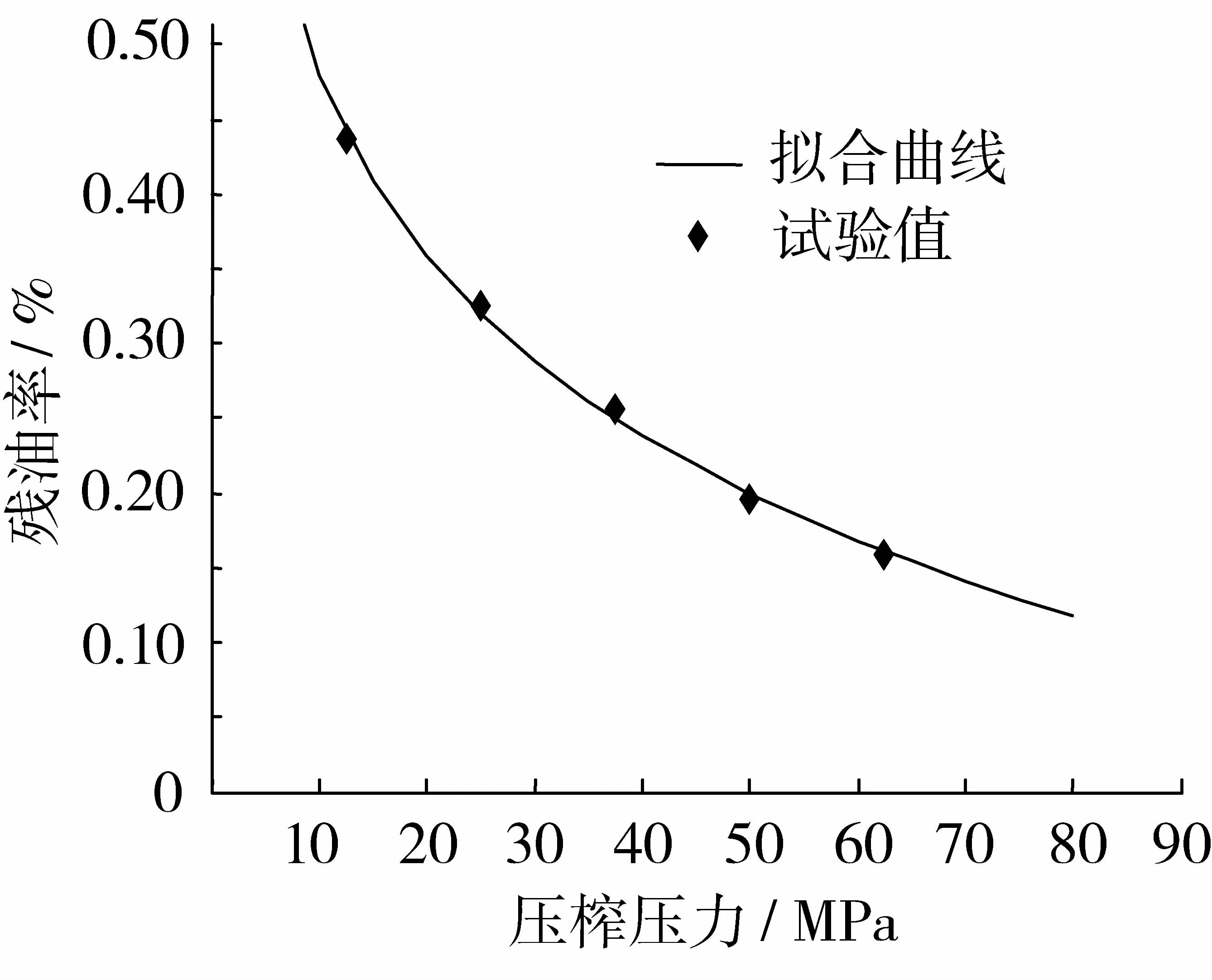
图3 平均残油率与压榨压力关系
2.2.3 平均残油率与压榨压力之间的关系
根据最小二乘原理,采用对数函数对平均残油率(R)与压榨压力之间的关系进行拟合,拟合表达式如下:

式中:Rp为与压榨压力相关的平均残油率/%;Ps为压榨压力/MPa。由式(1)计算得到的蓖麻籽饼粕残油率与试验值的最大误差为0.7%。
2.3 压榨时间对残油率的影响
2.3.1 不同压榨压力下残油率与压榨时间关系
由图4可看出,当压榨压力相同时,蓖麻籽饼粕残油率随压榨时间的增大而降低。

图4 不同压榨压力下残油率与压榨时间数学拟合关系
2.3.2 平均残油率与压榨时间关系
由图5可知,当压榨时间t<5 min时,残油率随压榨时间增大迅速减小;当压榨时间超过5 min后,残油率与压榨时间近似线性关系,残油率变化幅度很小,饼粕近似达到饱和状。这种现象可由Darcy渗流理论[30]进行解释——在压榨的初始阶段(t<5 min时),蓖麻籽内部和蓖麻籽颗粒间充满了油液,油液从饼粕缝隙中渗流到压榨装置外要一定的时间,因此,在t=2 min和t=5 min时的残油率差值比其他相同时间间隔的残油率差值大得多。当压榨时间t>5 min后,蓖麻籽饼粕形成了饱和滤饼结构,若压力不变,则油液的渗流速度不变,饼粕残油率与压榨时间近似线性关系。因此,蓖麻籽最佳压榨时间为5 min。

图5 平均残油率与压榨时间关系
2.3.3 残油率与压榨时间之间的关系
同样采用对数函数对残油率与压榨时间之间的关系进行拟合,拟合表达式如式(2)。

式中:Rt为与压榨时间相关的平均残油率/%;t为压榨时间/min,范围为0~14 min。由式(2)计算得到的蓖麻籽饼粕残油率与试验值的最大误差为0.4%。
2.4 残油率影响因素综合分析
综合分析蓖麻籽饼粕残油率与压榨压力和压榨时间的关系可以发现,在低于临界压力时,压榨压力对残油率的影响比压榨时间对其影响大得多。利用对数函数拟合残油率与压榨压力和压榨时间之间的关系,如式(3)所示。压榨压力权重系数比压榨时间权重系数大,说明压力比时间对残油率的影响要大,因此,在设计榨油机时,可适当提高压榨压力,同时减小压榨时间来降低“功效比”,获得最大经济效益。

式中:R为蓖麻饼粕籽残油率/%;P为压榨压力/MPa,范围为 0~80 MPa。式(3)计算得到的蓖麻籽饼粕残油率与试验值的最大误差为0.9%。由式(3)也可以看出,ln t的系数仅是ln P的十分之一,若忽略时间t的影响,蓖麻饼粕残油率R与ln1成近似线性关系,由此得出式(4)。

3 结论
3.1 压榨压力和时间对蓖麻籽出油特性的影响不同,同等条件下,压榨压力比时间对蓖麻籽饼粕残油率的影响要大。蓖麻籽饼粕残油率随压榨压力和时间增大而减小,其临界压榨压力为80 MPa,最佳压榨时间为5 min。
3.2 采用对数函数对蓖麻籽饼粕残油率与压榨压力和时间之间的关系进行了模拟计算。结果表明,所拟合的残油率与压榨压力和时间的数学表达式具有较高的精度。与试验值比较,其最大误差为0.9%,这为科学设计榨油机提供了理论依据。
[1]卲丽,谢文磊 李会,等.蓖麻油深加工方法及产品用途[J].精细石油化工进展,2007,8(7):51-54
[2]栗铁申.推进我国蓖麻产业化发展[J].中国农技推广,2002(6):7-8
[3]张研,乔金友.浅析中国蓖麻产业化发展前景[J].中国农学通报,2009,25(16):316-319
[4]孙振钧,吕丽媛,伍玉鹏.蓖麻产业发展:从种植到利用[J].中国农业大学学报,2012,17(6):204-214
[5]蒋洪权,宋湛谦,商士斌.蓖麻油及其衍生物在聚氨酯中的应用研究进展[J].高分子通报,2009(8):44-48
[6]何亚鑫,李国明,刘星.环氧化蓖麻油的合成与表征[J].应用化学,2010,27(1):27-31
[7]杜辉,殷宁,赵雨花,等.蓖麻油基聚醚多元醇的制备及其表征[J].聚氨酯工业,2008,23(5):39-41
[8]黄晓义,路遥.蓖麻油及其衍生物的制备与应用研究进展[J].中国油脂,2011,36(3):52-56
[9]张麟,刘大川,刘金波,等.LYZX型低温螺旋预榨机的研制[J].农业工程学报,2006,22(8):125-128
[10]李文林,黄凤洪,顾强华,等.双螺杆冷榨机的研制与应用[J].农业工程学报,2006,22(6):91-95
[11]郑晓,林国祥,游燕,等.棉籽和蓖麻籽的冷榨试验与数值模拟[J].农业工程学报,2007,23(9):260-264
[12]张亚新,郑晓,林国祥.葵花籽压榨过程中的塑性模型[J].农业机械学报,2009,40(7):138-142
[13]何东平,郑晓,林国强,等.花生冷榨过程中的基本特性研究[J].中国油脂,2007,32(5):19-23
[14]SUKUMARAN C R,SINGH B P N.Compression of a Bed of Rapeseeds:The Oil-point[J].Journal of Agricultural Engineering Research,1989,42:77-84
[15]MREMA G C,MCNULTY PB.MathematicalModel of Mechanical Oil Expression from Oilseeds[J].Journal of Agricultural Engineering Research,1985,31:361-370
[16]BARGALE PC,FORD R J,SOSULSKI FW,et al.Mechanical Oil Expression from Extruded Soybean Samples[J].Journal of the American oil Chemists society,1999,76(2):223-229
[17]BARGALE P C,WULFSOHN D,IRUDAYARAJ J,et al.Prediction of Oil Expression by Uniaxial Compression using Time-varying Oilseed Properties[J].Journal of Agricultural Engineering Research,2000,77(2):171-181
[18]李昌珠,肖志红,刘汝宽.光皮树果实专用型螺旋冷榨机的压榨性能研究[J].湖南林业科技,2013(2):6-8
[19]周瑞宝.特种植物油料加工工艺[M].北京:化学工业出版社,2010
[20]GB/T 14489.1—2008油料水分及挥发物含量测定[S]
[21]GB/T 14488.1—2008植物油料含油量测定[S]
[22]GB/T 14489.2—2008植物油料粗蛋白质的测定[S]
[23]GB 5514—2008粮食、油料检验 淀粉测定法[S]
[24]GB/T 5515—2008粮食中粗纤维素含量测定[S]
[25]GB/T 5505—2008灰分测定法[S]
[26]李晓霞.带壳物料脱壳方法及脱壳装备现状与分析[J].农产品加工,2007(4):83-86
[27]李诗龙,张永林,刘协舫.双阶多级压榨双螺杆榨油机研制[J].农业工程学报,2010,26(8):102-107
[28]曹玉华,李长友,张增学,等.蓖麻蒴果剥壳装置关键部件改进设计与试验[J].农业工程学报,2012,28(18):16-22
[29]刘玉兰,陈刘杨,汪学德,等.不同压榨工艺对芝麻油和芝麻饼品质的影响[J].农业工程学报,2011,27(6):382-386
[30]郑晓.油料压榨理论与试验研究[D].武汉:武汉理工大学,2005.
