直缝埋弧焊管生产线焊接车输送系统的改进
2014-03-10施俊杰王占理刘增强李建忠
施俊杰,耿 亮,王占理,徐 刚,刘增强,李建忠
(渤海装备巨龙钢管公司,河北 青县062658)
0 前 言
渤海装备巨龙钢管公司制管一厂的内外焊机组已经使用10余年。自2012年以来,该机组在使用过程中出现的断弧烧穿缺陷率明显升高,虽然这些焊接缺陷可以通过补焊或切除的方法进行修复和去除,但却增加了企业的经营成本,降低了关联产品的内在质量[1]。因此,如何降低断弧烧穿缺陷率成为企业技术质量活动的一个课题。
1 断弧烧穿缺陷统计和分析
1.1 断弧烧穿缺陷统计和原因分类
对2012年6月—12月出现的断弧烧穿缺陷进行了统计,并分析了产生缺陷的原因。统计的断弧烧穿缺陷率为2.68%,主要原因分为7种:①焊接车卡阻爬行,占28%;②预焊及预焊修补焊缝浅,占21%;③电气故障,占16%;④焊接岗位操作人为原因,占10%;⑤焊丝卡阻,占13%;⑥钢管成型质量,占7%;⑦其他原因,占5%。
可见,焊接车卡阻爬行造成的熔池线能量瞬间过高而产生的断弧烧穿缺陷是产生该缺陷的主要原因。预焊和预焊修补后局部焊缝浅,造成断弧烧穿缺陷占21%,这是由于焊接车行进过程中出现卡阻爬行现象,且焊点又处在较浅焊缝时,容易造成断弧烧穿缺陷。统计结果表明,造成断弧烧穿缺陷的最主要原因是焊接车行进时卡阻爬行,因此,亟需解决。
1.2 焊接车行进卡阻爬行原因
(1)原设计焊接车道轨与运管横移车道轨为同水平标高的交叉道轨,为了保证焊接车和横移车的车轮轮缘能够通过,必须将焊接车和横移车的道轨在交叉处各留160 mm的断口[2]。焊接车在经过道轨交叉断口处时卡阻爬行现象较为严重,焊接电流会出现较大的提升和波动,容易产生断弧烧穿。
(2)焊接车共有两节车体,通过连杆连接。由于每节车体需要经过焊接车道轨断口,按原设计每节车体一侧设置4个导向轮,另一侧设置4个平轮,共8个车轮。这种设计车轮数量过多,当一侧的4个导向轮出现不同程度的磨损时,容易产生咬轨,表现为行进速度时快时慢,位置随机,而且连续发生,焊接电流就会产生明显的波动。此现象可以通过道轨侧端面和导向槽轮轮缘的磨损情况观察出来。
(3)焊接车采用链条传动方式驱动,为保证链条与链轮的间隙,需经常调节链条的松紧度,链条过松过紧都会影响焊接车行进的平稳性。
2 改造方案
2.1 轨道的改造
针对上述问题,经过反复论证,最终确定采用将焊接车道轨与横移车道轨水平高度错开的改造方案。即保留原焊接车道轨标高,并将原焊接车带断口的道轨更换为通直道轨,同时使用一组垫板将横移车道轨垫高,根据横移车车轮的轮缘高度为18 mm,将横移车道轨升高23 mm,这样就可保证横移车车轮经过焊接车道轨时有5 mm的间隙,具体设计如图1所示。
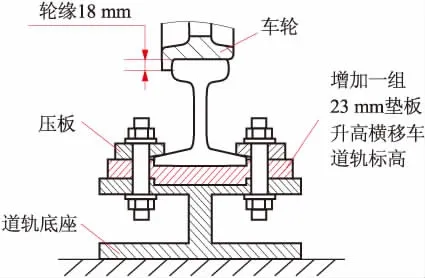
图1 横移车道轨垫高
2.2 焊接车的改造
焊接车道轨通直无断口后,可将焊接车每个车体的车轮减半,保留车体四角的车轮,并全部换新。同时去除链条传动,整个焊接车只有一组驱动轮。这样就增加了单个车轮的摩擦力,使得焊接车行进定位更加理想,改造前后车体结构对比如图2所示。
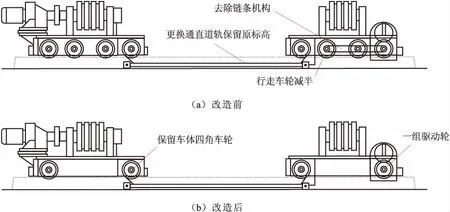
图2 焊接车车体结构改造前后对比
由于横移车道轨增加23 mm的高度,焊接车车体在经过横移车道轨时会产生位置干涉,所以在焊接车车轮轮组与车体之间增加30 mm厚的过渡垫板,将车体整体升高,消除位置干涉。焊接车车体升高后,设置在车体上的行走编码器与车轮的垂直高度增加,更换型号为316XL037的加长齿形带,改造后的结构如图3所示。同时将原焊接车行走减速机固定板重新打安装孔,使减速机降低30 mm与原先位置吻合,这样可继续使用原零部件。

图3 焊接车车体改造
2.3 横移车的改造
原设计的横移车行走减速机下端面与焊接车道轨位置干涉,所以焊接车道轨开出400 mm的断口使得横移车能够正常通过焊接车道轨。若将焊接车道轨改为通直道轨,即使横移车道轨升高,此位置依然干涉,因此要将横移车减速机的位置升高。根据横移车尺寸选择型号SWC150BH的十字万向联轴器,重新制作车轮轴和减速机轴,通过在原有安装孔位上增加过渡垫板,将减速机提升80 mm,消除与焊接车道轨的位置干涉,改造前后比对如图4所示。

图4 横移车减速机改造后对比
3 改造后效果和统计
利用年度设备维修和生产间隙对上述内容实施改造。改造后通过目视观察和焊接电流波动测试发现,焊接车行进中卡阻爬行现象得以明显改善。改造后对2013年1月—9月的断弧烧穿缺陷进行统计,成因比例有所变化,具体为:①预焊及预焊修补焊缝浅,占21%;②电气故障,占20%;③焊丝卡阻,占16%;④焊接岗位操作人为原因,占13%;⑤钢管成型质量,占12%;⑥其他原因,占10%;⑦焊接车卡阻爬行,占8%。
2013年1月—9月的断弧烧穿缺陷率为1.31%,较2012年6月—12月的2.68%降低了1.37%,同比降低了51.12%,缺陷率的变化趋势如图5所示。

图5 2013年1月—9月断弧烧穿缺陷率走势图
4 分 析
2013年1月—3月断弧烧穿缺陷率依然较高,考虑到新换车轮和道轨之间需要一个磨合的过程,并且当时焊管工艺要求的焊速较慢,焊接车行走减速机变频电机的频率只有5 Hz,焊接车行走的稳定性相对于高焊速时有较大的差异。
这个现象可以通过比对焊接电流和变频电机电流的波动频率多少得出:当发生卡阻爬行时,变频电机电流和焊接电源电流几乎同时升高。而焊速提高后,变频电机工作频率提高,焊接车行走更为平稳,发生卡阻爬行的几率下降,断弧烧穿缺陷概率就降低了。
现在焊接车从快速移动到最慢焊速之间的速度范围较大,行走变频电机工作频率也较宽,快速移动时频率达到了40 Hz,而慢速焊接时只有几赫兹。对于这个问题,如果可以通过适当降低焊接车快速移动的速度,同时增加行走减速的减速比,使焊接车在慢速焊接时,增加变频电机的频率,理论上可以提高焊接车行走速度的分辨率。
5 结 语
焊接车输送系统经过改造后对焊接质量的促进作用是明显的,直接减少了断弧烧穿的概率,并且由于焊速更为稳定,也减少了咬边、夹渣等缺陷的出现几率,达到了改造目的。
[1]刘迟,韩显柱,卢卫卓,等.埋弧焊管自动补焊与手工补焊的焊缝性能对比研究[J].焊管,2013,36(04):18-22.
[2]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[3]濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006.
[4]吴宗泽.机械设计实用手册[M].北京:化学工业出版社,2010.
[5]汪超,郭锦龙,马立立.简析直缝埋弧焊管焊接接头常见缺陷[J].钢管,2013(02):51-54.
[6] API SPEC 5L(第 45 版),钢管管线规范[S].
[7] 李晓红.我国焊管生产现状及发展趋势[J].钢管,2008,32(03):193-196.
[8] GB/T 9711—2011,石油天然气工业管线输送用钢管[S].
[9]马会元.大口径直缝埋弧焊管制造技术[J].机械研究与应用,2010(02):1-6.
[10]孙恒.机械原理[M].北京:高等教育出版社,2006.
