一步法制备硬脂酸锌的研究
2014-03-10王晓辉史立文吴维高卢学军
王晓辉,葛 赞,钟 凯,史立文,吴维高,卢学军
(1.杭州油脂化工有限公司,浙江 杭州 311228;2.浙江赞宇科技股份有限公司,浙江 杭州 310009)
金属皂通常是指钠、钾以外的高级脂肪酸碱土金属盐,其兼具金属盐和硬脂酸的双重特性,是一种重要的PVC 热稳定剂[1-3]。硬脂酸盐(钙盐、锌盐、镁盐、钡盐、铅盐等)是最主要的金属皂类热稳定剂,其中硬脂酸锌是仅次于硬脂酸钙的第二大用量的PVC 热稳定剂和润滑剂[4]。目前国内常用复分解法生产硬脂酸锌,复分解法制备硬脂酸锌由于钠皂胶化能大,溶解度小,与硬脂酸易结合生成酸性皂,需大量的水降低反应物料黏度,存在生产效率低且排放大量可溶性盐废液、水消耗大、能耗高等缺点[5-6]。
一步法相对于复分解法,具有反应温和、可控,废水量少等优点,本文采用一步法制备硬脂酸锌,研究反应工艺条件,并与复分解反应制备的硬脂酸锌进行对比,对进一步推广一步法制备硬脂酸锌提供必要的理论基础。
1 实验部分
1.1 主要材料
硬脂酸,工业级,杭州油脂化工有限公司;氧化锌,工业级(99.7%),上海京华化工厂;乙酸,分析纯(36%),上海凌峰化学试剂有限公司;双氧水,分析纯(27.5%),上海凌峰化学试剂有限公司;氨水,分析纯(28%),杭州大方化学试剂厂。
1.2 制备方法和步骤
硬脂酸与氧化锌反应生成硬脂酸锌的反应如下:

向高脚烧杯加入适量的水,升温至一定温度后,开启电动搅拌,并加入定量的氧化锌、硬脂酸及催化剂,保持恒温搅拌反应一定时间后,反应产物经过滤、烘干后得到硬脂酸锌产品。
1.3 性能测试方法
理化指标测试按照HG/T3667-2012 《硬脂酸锌》规定的方法执行。
2 结果与讨论
2.1 工艺条件
2.1.1 催化剂种类
氧化锌难溶于水,可溶于酸和强碱。若不使氧化锌的锌离子电离,一步法基本不反应,因此必须加入催化剂使氧化锌转化为可溶性锌盐。研究不同催化剂对产品中游离酸含量的影响,见表1。根据表1,双氧水与乙酸具有较好的催化效果,而氨水的催化效果相对较差。这主要是因为反应温度在70 ℃时,催化剂双氧水在氧化锌碱性作用下部分分解,影响其催化效果;氨水碱性不够,不能有效增容氧化锌;而乙酸在体系中快速与氧化锌反应生产水溶性的乙酸锌,增加了其在水中的溶解性及分散性,可与硬脂酸充分混合接触反应生成不溶性的硬脂酸锌,乙酸根离子又继续活化氧化锌得到锌离子。乙酸虽然对反应体系来说是杂质,但乙酸锌水溶性强,在产品中残留量很低,对产品质量基本无影响。因此,可选用乙酸作为硬脂酸锌催化剂。
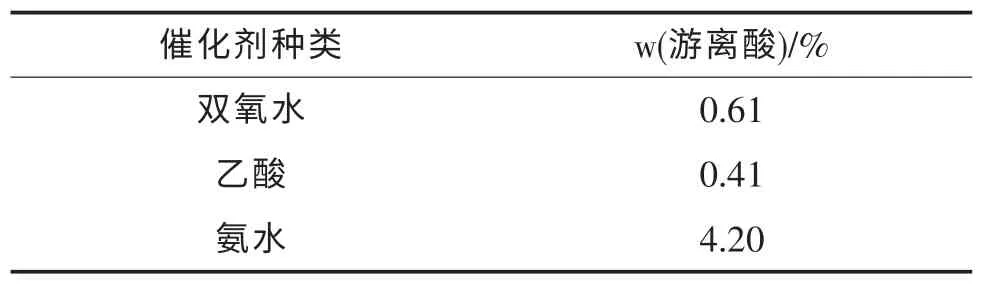
表1 不同催化剂对产品游离酸含量的影响
2.1.2 催化剂加入量
乙酸催化剂的加入量分别为硬脂酸质量的0.5%、1%、2%、3%,结果见表2。表2 中乙酸加入量为0.5%时,反应后产品的游离酸含量仍偏高。当乙酸加入量为1.0%时,游离酸含量为0.45%,随着乙酸加入量的继续增加,硬脂酸锌中游离酸含量下降趋势并不明显。因此,催化剂乙酸的加入量选择为1%。

表2 乙酸加入量对产品游离酸含量的影响
2.1.3 投料摩尔比
将氧化锌升温至70 ℃,加入硬脂酸质量1%的乙酸,分2 次加入硬脂酸,经过滤、干燥后测定产品的游离酸含量及锌含量,结果见表3。硬脂酸锌一级品规定游离酸含量应小于0.8%,锌含量应在10.3%~11.3%。由表3 可知,在以下摩尔比条件下锌含量指标均符合一级品指标要求,氧化锌与硬脂酸摩尔比在1:2,产品中游离酸含量偏高;摩尔比在1.03:2 及以上酸含量达到优级品要求,但摩尔比过高,产品中游离酸下降不明显,且锌含量接近高限。综合考虑:合理的氧化锌与硬脂酸摩尔比为1.03:2。
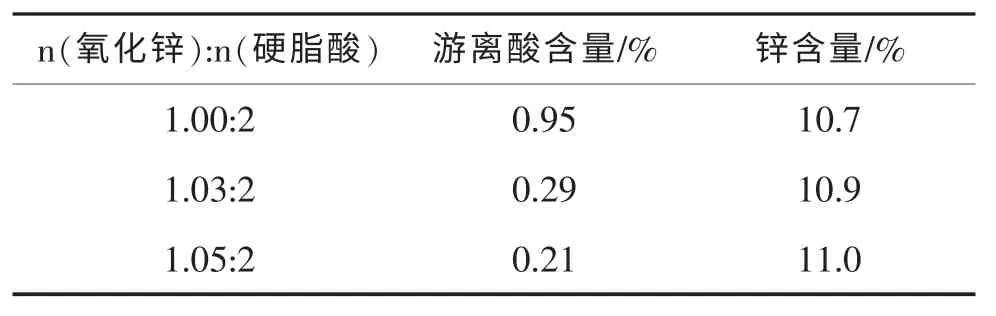
表3 不同投料比对产品质量的影响
2.1.4 液固比
液固比是反应中水(液相)与硬脂酸、氧化锌(固相)的质量比,从化学方程式平衡的角度看,水是反应的产物,在体系中加水似乎不利于向正反应进行;但由于在热力学上是放热反应,非常有利于正反应,且生成的硬脂酸锌不溶于水,因此,水对正向反应不会产生实质性的不利影响。氧化锌与乙酸中和后可生成溶于水的乙酸锌,水量的增加还有利于硬脂酸、氧化锌等物质的传质,具有一定的催化作用。以硬脂酸与氧化锌为原料,1%乙酸为催化剂于70 ℃反应90 min,通过试验研究反应物料液固比对反应体系及产品游离酸含量的影响,结果见表4。

表4 反应物料液固比对产品的影响
根据表4 的实验结果,为能得到低游离酸产品又有利于降低水量、提高单位生产能力、降低能耗,合成硬脂酸锌的适宜反应物料液固质量比为6:1。
2.1.5 反应温度和反应时间
硬脂酸的熔点为55.4 ℃,只有在该温度以上硬脂酸呈液体,才能在水相内与氧化锌悬浮液快速充分接触反应生成不溶于水的硬脂酸锌。分别控制温度在60 ℃、70 ℃和80 ℃反应,测定不同时间硬脂酸锌的游离酸含量见表5。
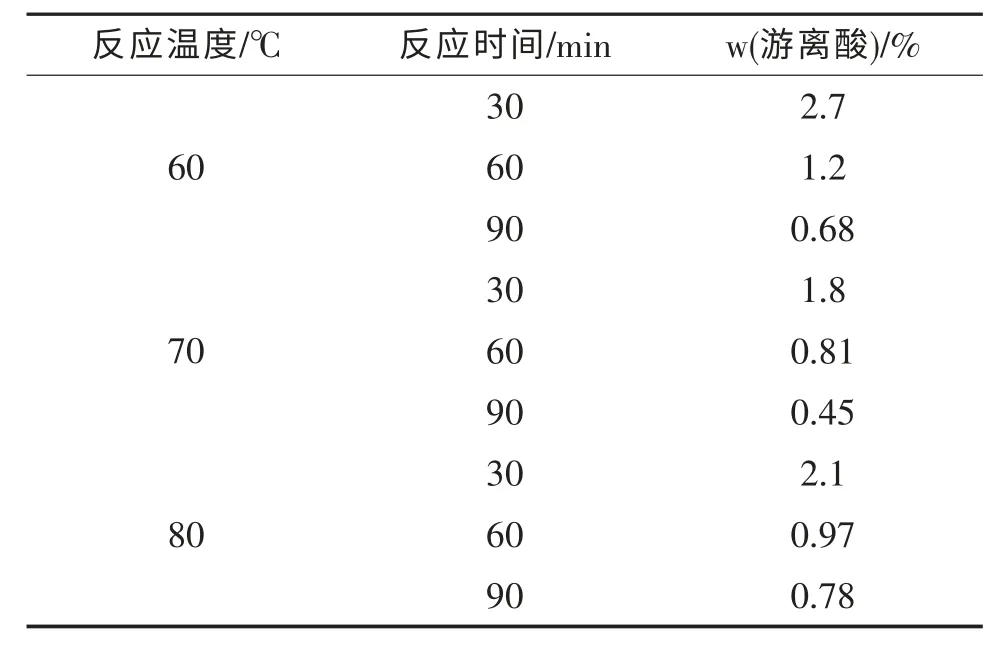
表5 不同反应温度随时间对硬脂酸锌游离酸含量的影响
一般为了缩短反应时间而提高生产效率,宜采用较高的反应温度。但根据表5 中的结果观察到,当反应温度到80 ℃时,反应速率反而下降,可能由于温度过高时,乙酸加入时挥发速度加快,会造成催化剂损失。因此,一步法的反应温度宜选70 ℃,反应时间为90 min。

表6 一步法硬脂酸锌质量比较
2.2 理化性能测试
根据HG/T3667-2012《硬脂酸锌》规定的方法进行理化性能测试,结果表明,采用一步法制备的硬脂酸锌各项指标均符合标准优等品的要求。
3 结论
采用一步法制备硬脂酸锌,研究了适宜的反应条件,结果表明:采用乙酸作为催化剂,加入量为硬脂酸质量的1%,控制反应物n(氧化锌):n(硬脂酸)为1.03:2,液固比为6:1,反应温度70 ℃,反应时间90 min,制备的硬脂酸锌符合HG/T3667-2012《硬脂酸锌》优等品的要求。
[1]李亚,单志华.金属皂在皮革中的应用前景[J].皮革科学与工程,2004,14 (2):18-21.
[2]Bracconi P,Andres C,Ndiaye A.Structural properties of magnesium stearate pseudo polymorphs [J].International journal of Pharmaceutics,2003,262:109-124.
[3]Eickemeye J,Vogel H R,Reichert J.Drawing by means of solid soap films [J].Journal of Materials Processing Technology,1996,61:250-253.
[4]吴茂英.PVC 热稳定剂的发展趋势与技术进展[J].塑料,2010,39(3):1-7.
[5]刘庆丰,严海彪.正交设计在水热法合成硬脂酸锌中的应用[J].聚氯乙烯,2005,11:23-25.
[6]Russell H,Rogers J,Blew W R.Manufacture of metal soaps:US,2890232[P].1959-06-09.
