LANDIS CNC6400数控系统剖析
2014-03-09王松锋陆贤辉许可会
王松锋,陆贤辉,许可会
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
LANDIS CNC6400数控系统剖析
王松锋,陆贤辉,许可会
(上汽通用五菱汽车股份有限公司青岛分公司,山东青岛 266555)
主要介绍了LANDIS CNC6400数控系统的硬件、架构、软件组成以及系统工作时的运行方式,并通过实例对其系统源代码、零件程序内容进行了代码分析。
CNC6400数控系统;架构
1 CNC6400数控系统简介
现代化的加工厂离不开数控机床,数控系统作为数控机床的大脑,用于控制整个机床的机、电、气、液装置,起着极其重要的作用。LANDIS是一家历史悠久的机床公司,主要生产汽车行业磨削设备,其机床产品广泛应用于汽车发动机曲轴、凸轮轴加工场合。LANDIS公司从20世纪70年代就开始开发CNC控制系统,并发展衍生为当前的 CNC6400系统。CNC6400系统是一种符合OMAC(Open Modular Architecture Controller,即开放式、模块化体系结构控制器,它容许把流行的硬件和软件集成为控制器的基础结构,是由美国三大汽车公司通用、福特、克莱斯勒于1994年提出的。OMAC用户组于1997年成立,官方网站 http://www.omac.org/)规范的数控系统,它拥有如下特征:
(1)运行于Windows系统+VenturCom RTX(Real Time Extensions,即实时扩展,广泛应用于工业自动化、电信、测量、医药、军事等领域,使基于Windows的应用程序拥有确定性硬实时特征。Ventur-Com现已更名为IntervalZero)的PC硬件平台;
(2)采用工业标准SERCOS(SErial Real-time COmmunication System,即串行实时通信系统,是一种用于数字伺服和传动系统的现场总线接口和数据交换协议,符合IEC 1491国际标准,主要应用于各种数控机械设备)通信协议进行驱动控制;
(3)Profibus-DP或Interbus I/O;
(4)直线或旋转轴可任意组合配置;
(5)多轴插补功能;
(6)多达31个同步轴;
(7)高级DSP控制选项;
(8)支持触摸屏的GUI(图形用户界面);
(9)直线、圆形和多项式型轮廓控制;
(10)支持RS274 G&M标准代码的插补器;
(11)高级、机构型编程;
(12)提供报警、事件的OPC数据存取功能。
2 系统硬件及架构
Windows操作系统平台市场占有率大、普及率高,其极佳的性价比,丰富的开发工具、应用程序和Win32应用程序接口使开发厂商倾向于在此平台上开发自己的软件,但其实时应用方面的不足,如线程优先级太少、不确定的线程调度机制、定时器分辨率较低等,无法满足数控系统实时控制的要求,为此,LANDIS开发了两种系统硬件结构,即早期的双计算机CNC6400系统 (一台运行Windows NT,一台运行VXWorks)和后来的单计算机CNC6400系统 (Windows XP+VenturCom RTX)。应用于现场的单计算机CNC6400数控系统的硬件结构如图1所示。
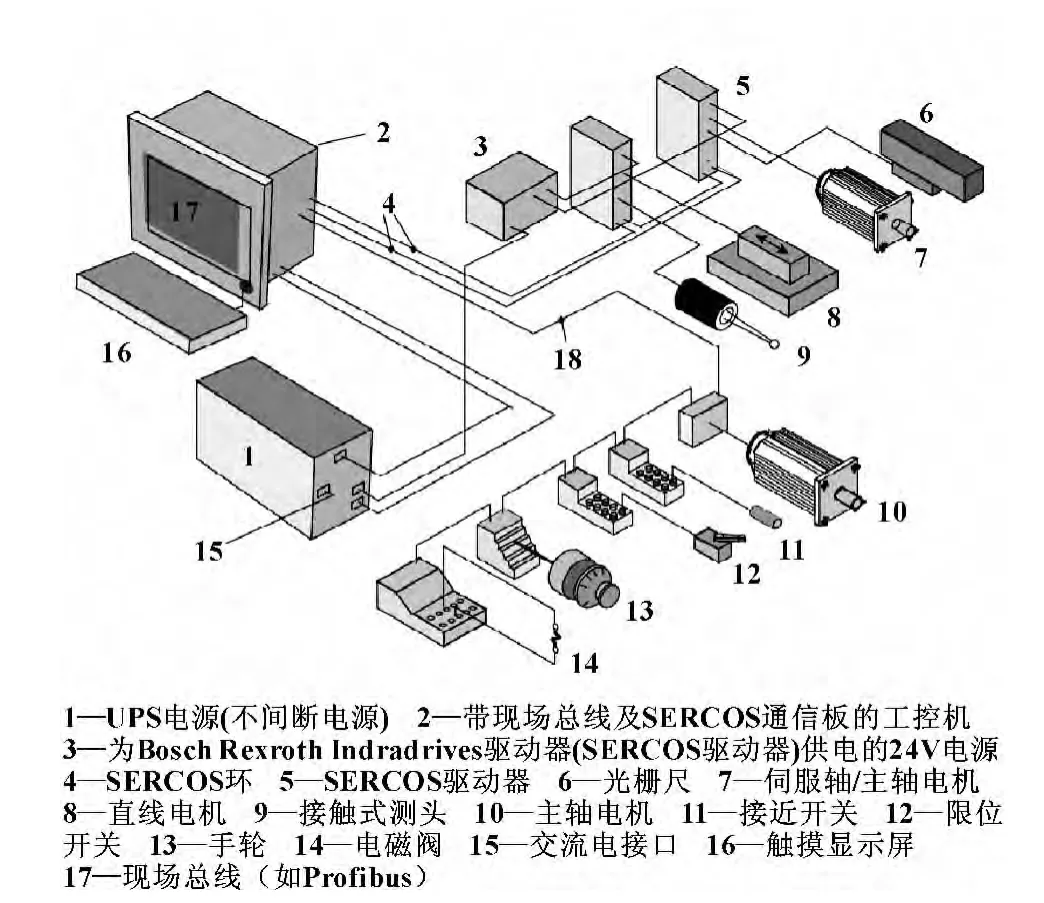
图1 CNC6400系统硬件
UPS电源用于给CNC6400系统计算机和SERCOS驱动器 (控制回路)供电;工控机采用了SIEMENS PC877,其PCI插槽中安装了SERCOS通信卡和Profibus(或Interbus)通信卡;以光纤为介质的SERCOS环构成CNC6400与驱动器之间的通信环路,计算机以1 ms的周期向环路中的所有SERCOS驱动轴发送位置控制指令,驱动轴实际位置偏差、速度、电流、驱动器状态等信息也同样通过光纤环路传回控制系统;Bosch Rexroth Indradrive系列驱动器用于控制各伺服/主轴电机,其参数可通过配套软件DriveTop进行配置;Heidenhain光栅尺各伺服轴的位置反馈,组成闭环控制系统;Marposs接触式测头用于零件在线测量/确认;离散I/O设备如限位开关、电磁阀等通过现场总线如Profibus或Interbus连接到CNC6400系统,现场总线也可用于如手轮、带相关接口的电机等设备的控制;标准的触摸显示面板,显示机床当前状态、报警信息等内容,用户可通过面板来更改零件程序、监控PLC状态、打开其他用于程序等;通过可选的以太网接口,CNC6400可以与工厂网络或其他控制器进行通信。
单计算机的CNC6400系统架构如图2所示。
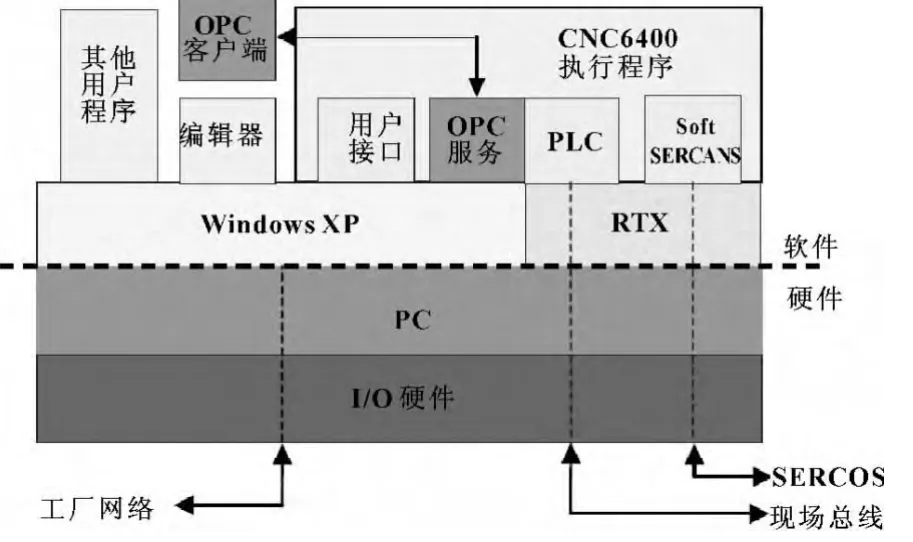
图2 CNC6400系统架构
3 系统软件组成
CNC6400系统的硬盘划分为2个分区C和E,C盘用于存放Windows XP系统文件和翻译成处理器内存文件的CNC6400系统文件;E盘用于存储数据,通常由C盘中的程序产生 (CNC6400系统日志、零件加工信息等),用户可根据自己的需要确认是否清除E盘中的文件。如图3所示。

图3 CNC6400系统根目录
C盘内的Windows文件夹下除了Windows XP系统文件外,还包含了一个重要的文件Wincnc32.ini,这个文件包含了使Windows支持CNC6400的配置信息。C盘内的CNC6400文件夹存放了除Windows系统文件外的所有用于运行设备的软件,此文件夹内放了3个子文件夹:其中Exec存放CNC6400系统文件,此文件夹中的内容对于所有采用此数控系统的机床是通用的,仅当CNC6400系统做变更或升级时才会发生变动;Project文件夹存放LANDIS编写的针对客户项目或设备的软件程序;Support文件夹存放用于运行/支持CNC6400系统的第三方软件的安装包。
CNC6400的执行软件都包含在CNC6400文件夹内的Exec子文件夹内,由处理器运行的核心程序保存在bin子文件夹内。工控机上电后,Windows系统启动CNC6400服务NCSRV.EXE,NCSRV.EXE将使RTX系统运行,然后NCWIN.EXE运行,NCWIN将请 求 NCSRV 启 动 CNC6400的 RTX 组 件NCRTX.RTSS。Windows还 同 时 运 行 了 APPSTA32.EXE,其会开启 CNC6400的用户显示组件WINCNC32.EXE,与NCWIN的通信将被建立并开始配置过程,配置过程由NCWIN完成。NCWIN将加载SoftSercansEXE.dll,并请求 NCSRV 加载 SoftSercRTX.dll。当上述配置完成后,NCWIN将加载并运行CNC6400系统程序和PLC程序。
工程软件 (Project)是为CNC6400系统编写的针对特定机床的软件部分,它存放在CNC6400文件夹内的Project子文件夹内。在此文件夹内存放了命名为BITMAPS、CFG、SERCOS、MSG、PLD、PLC、SYS、PPE、PARAMS、HELP、PARTS、MARPOSS、 LOG的子文件夹,其内分别存放用于中文 (或其他语言)报警/状态信息显示的位图文件、初始化文件、SERCOS环各驱动器的参数配置文件、多语言的报警/状态信息文件、系统程序文件 (源代码和可执行文件)、PLC程序源代码、CNC6400系统缓存文件、零件程序编辑软件、参数文件、帮助文件、零件程序文件、Marposs量仪参数文件、日志文件。
PLC用于处理电磁阀、接近开关、限位开关、冷却液、液压等信号,是数控系统不可或缺的一部分。CNC6400集成了ISaGRAF Wokbench,这是一款符合IEC 1131-3国际标准的、功能强大的产品,CNC6400通过OPC server与PLC交换状态信息。通过PLC编辑软件,可对PLC程序进行状态监控、编辑、更改硬件配置 (如Profibus I/O点编辑)、强制状态等。
4 系统代码示例
机床的工作循环通过系统程序来控制,CNC6400系统的系统程序主要存放在Project文件夹下的PLD子文件夹内,分别以SP(System Program,系统程序)和H(Header,头文件)作为后缀名,源代码通过在DOS窗口下执行文件夹内的Dmake32来进行编译,编译生成机器可运行文件sysprog.pld。如下摘取dresser.sp中的一段系统程序源代码:

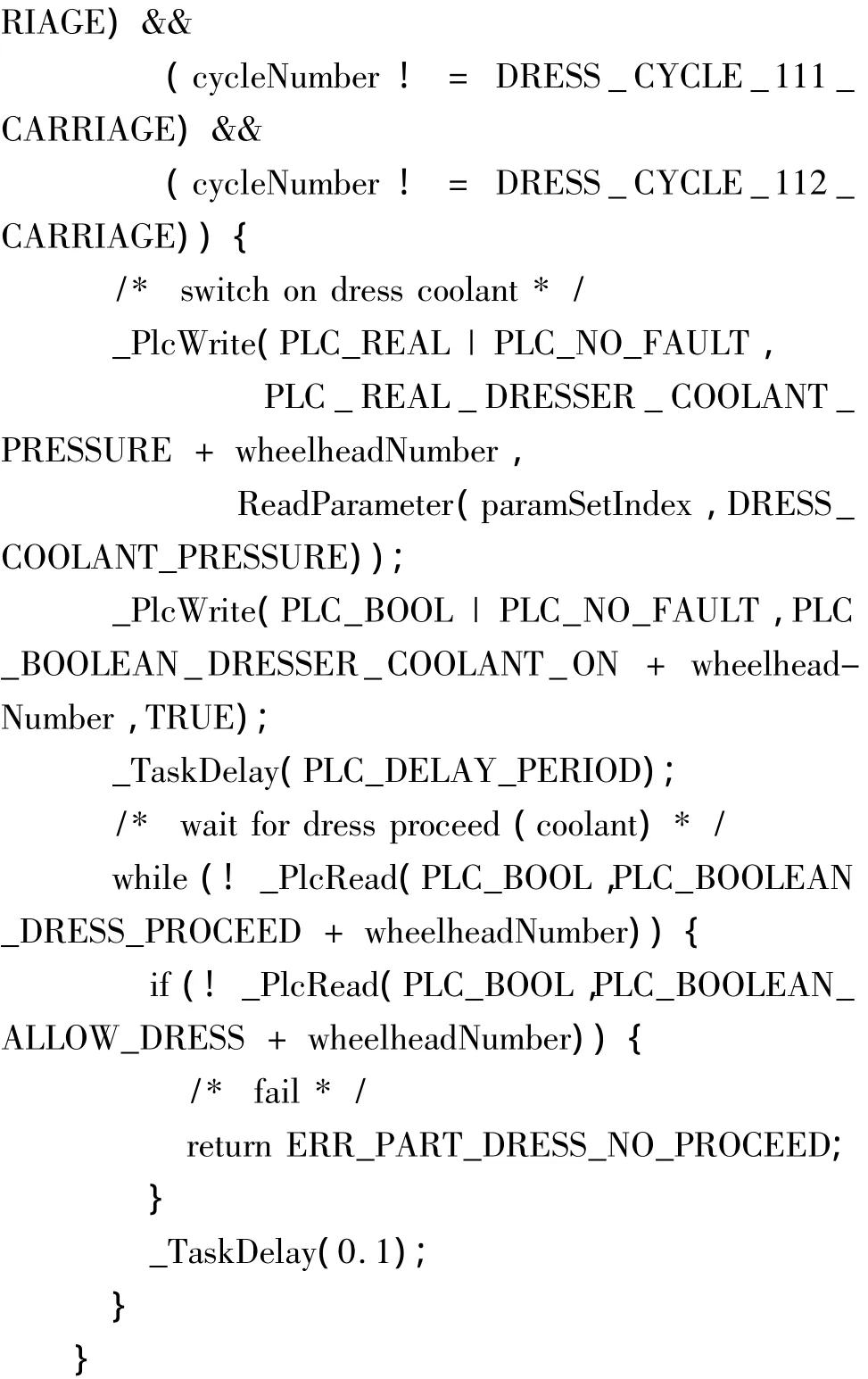
以上代码为CNC6400从PLC读取状态信号判断是否要进行砂轮修整,如果需要修整则打开修整器处的冷却液等待修整开始。其中的PlcRead()和Plc-Write()分别为PLC信号读、写函数。
实际分析代码及代码中的注解,可以认定程序代码是用C语言编辑的,而非其提供给用户的手册中说明的“类似于”C语言 (见参考文献 [1]第71页)。
5 零件程序示例
CNC6400的零件程序采用类似编程语言的方式,结构简洁、清晰,并且在零件程序中可直接读写PLC变量,给程序编写带来很大方便。如下为一段示例:


以上代码中,ReadBoolean(),WriteBoolean()为PLC读、写函数,Do…Until…功能与编程语言中的Do循环控制指令相似,MoveAxis()为伺服轴运动指令。函数中的参数可直接使用数值,也可指定参数集,参数集在图形化的界面内进行查看和更改,非常人性化。
6 结束语
数控技术为现代加工技术带来了革命性的变化,并随着电子、材料等技术的进步不断更新;随着计算机技术、各种接口标准的融合与发展,类似CNC6400系统这样的开放结构式的数控系统将逐渐成为发展主流。学习和掌握这些新技术,将使人们在实际生产过程中能够更加高效地解决现场问题,并有效提高生产力。
【1】Cinetic Landis Grinding.CNC6400 Applications Manual V8.06[M].
【2】CNC6400 control system introduction[EB/OL].[2013-01-10].http://www.cranfieldprecision.com/pdf/cnccontrol-system.pdf.
【3】IntervalZero.RTX帮助文档[EB/OL].[2013-01-10].http://www.intervalzero.com/library/RTX/WebHelp/ RTX_Help.htm.
【4】WILLIAM Stallings.操作系统:精髓与设计原理[M].6版.北京:机械工业出版社,2010.
【5】李斌,李曦.数控技术[M].武汉:华中科技大学出版社,2010.
【6】谭浩强.C程序设计[M].3版.北京:清华大学出版社,2005.
Analysis of LANDIS CNC6400 System
WANG Songfeng,LU Xianhui,XU Kehui
(Qingdao Branch,SAIC GM Wuling Automobile Co.,Ltd.,Qingdao Shandong 266555,China)
The hardware,architecture,software components,extension functions,part programs and running method of LANDIS CNC6400 system were introduced.The source code samples of the system program,PLC program,part programs were analyzed.
CNC6400 CNC system;Architecture
TP29
B
1001-3881(2014)8-120-3
10.3969/j.issn.1001-3881.2014.08.038
2013-03-13
王松锋 (1984—),男,本科学历,长期从事汽车行业数控机床的维护与管理工作。E-mail:songfeng.wang@ 163.com。
