磨床主轴由静压轴承支撑改为滚动轴承支撑的设计
2014-03-09吴敬教传艳张树伟
吴敬,教传艳,张树伟
(1.沈阳工学院,辽宁沈阳 110005;2.沈阳水泥机械机电配件公司,辽宁沈阳 110005)
磨床主轴由静压轴承支撑改为滚动轴承支撑的设计
吴敬1,教传艳1,张树伟2
(1.沈阳工学院,辽宁沈阳 110005;2.沈阳水泥机械机电配件公司,辽宁沈阳 110005)
分析了老式磨床主轴严重磨损带来的不利影响,提出用滚动轴承代替原静压轴承支撑的方案,论述了具体设计内容及实施后体现出理想的效果。
磨床;主轴;滚动轴承
企业提高经济效益、降低产品成本是一项重要内容。而降低生产成本也同样重要,对老式设备进行改造,用少量的资金,更换几个零件,就可以让老设备发挥作用。多年来某公司不断对老设备进行改造,节约大量购置新设备的资金,大大降低生产成本,保证了经济效益的稳步提高。
1 磨床主轴磨损影响分析
某公司一台老式磨床,主轴采用静压轴承支撑,长时间工作,主轴出现严重磨损,原设计间隙是0.02~0.03 mm,而磨损后间隙为0.08~0.10 mm,由于主轴严重磨损,间隙增大,带来严重不利影响:
(1)主轴工作时产生摆动,影响砂轮摆动,加工工件质量下降;
(2)主轴刚性不足,导致线速度必须降低,否则将产生振动;
(3)轴承处温度升高;
(4)主轴密封不严,润滑油污染,故障率增高。
经研究认为,只要将该磨床主轴及轴承进行更换,就完全可以再利用。
2 主轴支撑轴承的选择更换
在更换主轴设计时,围绕主轴支撑轴承的选择进行论证。磨床主轴支撑轴承大体有3种:(1)动压支撑轴承;(2)静压支撑轴承;(3)滚动轴承。原主轴支撑轴承采用静压支撑轴承,表现出制造复杂、润滑油要求高、辅助设施多、磨损后维修费用高、维修难度大、工期长等问题。滚动轴承支撑是继动压轴承和静压轴承后而开发的支撑装置,具有刚性好、线速度高、辅助设施少、使用时间长、故障率低、维修成本低等优点。经过比较认为,采用滚动轴承作为主轴支撑较合适。
3 主轴设计
确定主轴采用滚动轴承支撑,于是进行主轴设计,总体尺寸不变,仅对安装轴承部位进行相应改进。滚动轴承采用SKF系列滚动轴承,考虑主轴稳定性和高精度要求,前端采用1个NN3020K型号轴承和2个BTM100A/B型号轴承组成轴承组,后端采用1个NN3020K型号轴承。图1为主轴安装轴承示意图。
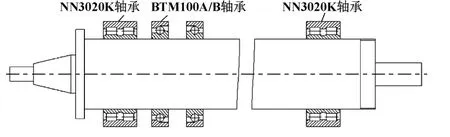
图1 主轴安装滚动轴承示意图
4 效果
按照新设计的滚动轴承主轴制造一件主轴,安装后,效果非常好,体现出滚动轴承的优势。
(1)主轴安装后,经检测,主轴前端表面径向和轴向跳动均不大于0.002 5 mm,解决了砂轮摆动问题,加工的产品精度和表面粗糙度得到改善,提高了产品质量;
(2)主轴线速度提高,可达到50 m/s,提高了工作效率;
(3)轴承润滑采用脂润滑、自润滑方式,取消了原静压支撑轴承的辅助供油设施,解决了油污染问题。
(4)轴承发热、温度升高现象消失,降低了机床故障率;
(5)主轴为整体式制造,当主轴出现问题时,可以整体更换,做到故障快速排除,不影响生产。
5 结束语
随着科学技术的进步和发展,很多过去认为合适的设计方案,经过多年的实践考验,逐渐暴露出问题,静压轴承在过去设计的机床和设备里应用普遍,而现在滚动轴承已在很多场合代替了静压轴承,并发挥出优势,文中所述内容,可以为生产企业设备改造提供借鉴。
TH132
B
1001-3881(2014)8-172-1
10.3969/j.issn.1001-3881.2014.08.057
2013-01-21
吴敬 (1957—),男,学士,教授级高级工程师,研究方向为机械设计、机械加工。E-mail:wujingab@yahoo. com.cn。
